You might also like
- Line Sizing GuidelinesDocument33 pagesLine Sizing GuidelinesDavid Gustavo Duran TangoNo ratings yet
- XPI FUEL CIRCUIT Overview 9 and 13 Litre EnginesDocument3 pagesXPI FUEL CIRCUIT Overview 9 and 13 Litre EnginesNoeRtjahya Ahmad92% (12)
- Con-E-Co Manual de PartesDocument198 pagesCon-E-Co Manual de PartesBogar Pineda100% (1)
- Pipe Steam TracingDocument40 pagesPipe Steam TracingPhanLạcKhanh80% (5)
- (Piping) - Steam Tracing Design GuideDocument22 pages(Piping) - Steam Tracing Design Guiderdavid@hotmail.it100% (3)
- Steam Utilization - Hook Up DiagramsDocument58 pagesSteam Utilization - Hook Up Diagramsni_ortega1981No ratings yet
- P&ID Instrumentation DocumentsDocument32 pagesP&ID Instrumentation DocumentsMohamed LotfiNo ratings yet
- P&ID of CCPDocument74 pagesP&ID of CCPNguyễnTrường80% (10)
- Htri B51GUHXEReport PDFDocument42 pagesHtri B51GUHXEReport PDFjesus_manrique2753No ratings yet
- Specification For Fired HeatersDocument17 pagesSpecification For Fired HeatersibadalamNo ratings yet
- Installation, Operation, Maintenance Instructions For Severn Glocon Control & Choke ValvesDocument4 pagesInstallation, Operation, Maintenance Instructions For Severn Glocon Control & Choke ValvesEderson Santos67% (3)
- Tijuana Bronze MachiningDocument19 pagesTijuana Bronze MachiningHari Haran43% (7)
- Steam TracingDocument18 pagesSteam TracingSyed Mujtaba Ali Bukhari100% (2)
- Steam TrapDocument20 pagesSteam TrapMarie Saunders0% (1)
- TSP0013 Steam Tracing DesignDocument23 pagesTSP0013 Steam Tracing DesignFabio TemporiniNo ratings yet
- Vortex Meter Forbes Marshall VFM 7700 ManualDocument83 pagesVortex Meter Forbes Marshall VFM 7700 Manualltrongluanvn100% (1)
- Flare System - P&IDDocument3 pagesFlare System - P&IDANANDAN N100% (1)
- Buss SMS Canzler - Thin Film EvaporatorsDocument16 pagesBuss SMS Canzler - Thin Film EvaporatorsandreathomeNo ratings yet
- Piping and Instrumentation DrawingsDocument204 pagesPiping and Instrumentation DrawingsIhasz100% (2)
- Boiler Economizer Drawings PDFDocument6 pagesBoiler Economizer Drawings PDFHatem JafouraNo ratings yet
- H H. W W W 358.9628.D - .H 6.31533.W D.: AGA Flow Orifice Calculation RoutinesDocument24 pagesH H. W W W 358.9628.D - .H 6.31533.W D.: AGA Flow Orifice Calculation RoutinescincaohijauNo ratings yet
- P&ID @chem - Eng - WorldDocument157 pagesP&ID @chem - Eng - WorldMuhamad Ali Nur RohmanNo ratings yet
- Piping and Instrument DiagramsDocument34 pagesPiping and Instrument DiagramsSomayeh SarabadanNo ratings yet
- Steam Orifice TrapsDocument31 pagesSteam Orifice TrapsPhanhai KakaNo ratings yet
- Steam Tracing CalculationDocument76 pagesSteam Tracing CalculationChristina Martin63% (8)
- Gestra: Condensate ManualDocument172 pagesGestra: Condensate ManualNavneet PandeyNo ratings yet
- Datasheet For Restriction OrificeDocument1 pageDatasheet For Restriction OrificeRajesh Rajesh67% (3)
- STEAM TRACING Engineering - Guide PDFDocument0 pagesSTEAM TRACING Engineering - Guide PDFkresimir.mikoc9765No ratings yet
- PNSC0035 TracingDocument57 pagesPNSC0035 TracingGNo ratings yet
- Heat Tracing SystemsDocument49 pagesHeat Tracing Systemsamitd_hupar666No ratings yet
- Ammonia & Ammonia Solution STORAGE AND HANDLINGDocument28 pagesAmmonia & Ammonia Solution STORAGE AND HANDLINGmah_abdelaalNo ratings yet
- Design and Analysis of OrificesDocument46 pagesDesign and Analysis of Orificesbkkbrazil0% (1)
- Design Guide 1Document50 pagesDesign Guide 1ghostamir100% (1)
- Design Basis: Supply of Condensate Stabilization Unit For Mehar GPF Project No. 7005Document22 pagesDesign Basis: Supply of Condensate Stabilization Unit For Mehar GPF Project No. 7005Muhammad.SaimNo ratings yet
- Vent Calc For Storage Tanks - CheresourcesDocument5 pagesVent Calc For Storage Tanks - CheresourcesSteve WanNo ratings yet
- API Standard 660: Shell-and-Tube Heat Exchangers For General Refinery ServicesDocument3 pagesAPI Standard 660: Shell-and-Tube Heat Exchangers For General Refinery Servicesrtrajan_mech54080% (1)
- SAMSUNG SEM-3074E - Piping Design Manual (Pump Piping)Document21 pagesSAMSUNG SEM-3074E - Piping Design Manual (Pump Piping)Tanveer Ahmad100% (2)
- P&ID Symbol Diagram Basics - Part 2: International StandardsDocument14 pagesP&ID Symbol Diagram Basics - Part 2: International Standardschris110100% (1)
- Steam Pipe CalculationDocument160 pagesSteam Pipe Calculationherberthhp85% (13)
- Specification For Pipe Heaters: 0 14.07.2015 First Issue NV US SVKDocument47 pagesSpecification For Pipe Heaters: 0 14.07.2015 First Issue NV US SVKvishal bhamreNo ratings yet
- H 002 CRDocument12 pagesH 002 CRmra1982No ratings yet
- C1 The Basic of Plant Layout Design - Process Plant Layout and Piping DesignDocument81 pagesC1 The Basic of Plant Layout Design - Process Plant Layout and Piping Designdung100% (2)
- What Is Heat Tracing Steam Tracing Vs Electric Tracing With PDFDocument9 pagesWhat Is Heat Tracing Steam Tracing Vs Electric Tracing With PDFPaulNo ratings yet
- PNE00004-Steam Trap GuidelinesDocument11 pagesPNE00004-Steam Trap GuidelinesPratik Ray Chaudhury100% (2)
- Steam Tracing 101Document2 pagesSteam Tracing 101fawmer61100% (1)
- Sro Government of Pakistan Oil and Gas Regulatory Authority Notificat IonDocument54 pagesSro Government of Pakistan Oil and Gas Regulatory Authority Notificat Ionashraf2904No ratings yet
- Specification For Tracing: 0 14.07.2015 First Issue NV US SVKDocument48 pagesSpecification For Tracing: 0 14.07.2015 First Issue NV US SVKvishal bhamreNo ratings yet
- Steam Tracing Design Considerations and InstallationDocument6 pagesSteam Tracing Design Considerations and InstallationaimangamalNo ratings yet
- Process Flow and P&IDs Workbook 2 (Inc Drawings)Document55 pagesProcess Flow and P&IDs Workbook 2 (Inc Drawings)Mahathir Che Ap100% (11)
- SECTION 23 07 11 Hvac and Boiler Plant InsulationDocument36 pagesSECTION 23 07 11 Hvac and Boiler Plant InsulationРусскийПареньNo ratings yet
- Tep 0013Document19 pagesTep 0013AdelChNo ratings yet
- Piping GuideDocument18 pagesPiping GuideEr Moosa Mohammed100% (1)
- Aspirating Smoke Detector Pipe Installation: User GuideDocument20 pagesAspirating Smoke Detector Pipe Installation: User GuideGabetsos KaraflidisNo ratings yet
- Refrigerant Piping Design GuideDocument91 pagesRefrigerant Piping Design GuidedndudcNo ratings yet
- Topic 5 Air Conditioning SplitDocument58 pagesTopic 5 Air Conditioning SplitJin How Au Yong100% (1)
- Tracciatura EledDocument15 pagesTracciatura Eledmatteo2009No ratings yet
- Appendix D: Engineering Standards Manual ISD 341-2Document17 pagesAppendix D: Engineering Standards Manual ISD 341-2tadagidsNo ratings yet
- TCCC 1 SD 439 0001 R0Document11 pagesTCCC 1 SD 439 0001 R0Luis Angel PatiñoNo ratings yet
- Meters and Gauges 15122 - PageDocument4 pagesMeters and Gauges 15122 - PageMunir RasheedNo ratings yet
- Conduction Tracing Versus Steam Jacketing 6-23-02Document5 pagesConduction Tracing Versus Steam Jacketing 6-23-02David FonsecaNo ratings yet
- Project Standards and Specifications Steam Jacketing of Piping Rev01Document4 pagesProject Standards and Specifications Steam Jacketing of Piping Rev01Vijay AnandNo ratings yet
- Specification For Heat Tracing: 0 14.07.2015 First Issue NV US SVKDocument49 pagesSpecification For Heat Tracing: 0 14.07.2015 First Issue NV US SVKvishal bhamreNo ratings yet
- Hot Tapping CalculationsDocument19 pagesHot Tapping Calculationsna270791dia100% (1)
- Piping BasisDocument32 pagesPiping Basislowermine100% (2)
- Iam Good at ExaplesDocument1 pageIam Good at Exapleskaruna346No ratings yet
- If I Were You ExamplesDocument1 pageIf I Were You Exampleskaruna346No ratings yet
- How Was + (Noun)Document1 pageHow Was + (Noun)karuna346No ratings yet
- Use of Branch Connections: Standard Practice ForDocument5 pagesUse of Branch Connections: Standard Practice ForFelix Rodriguez LiraNo ratings yet
- Expansion Joint in CAESARDocument5 pagesExpansion Joint in CAESARkaruna346No ratings yet
- I Have To + Verb ExamplesDocument1 pageI Have To + Verb Exampleskaruna346No ratings yet
- Turbine Heat Rate CalculationDocument2 pagesTurbine Heat Rate Calculationkaruna34650% (2)
- I Am Gonna + Verb ExeDocument1 pageI Am Gonna + Verb Exekaruna346No ratings yet
- I Have +PP ExamplesDocument1 pageI Have +PP Exampleskaruna346No ratings yet
- I Have + Noun ExamplesDocument1 pageI Have + Noun Exampleskaruna346No ratings yet
- CCI Power ApplicationsDocument57 pagesCCI Power Applicationssukanya_ravichandran100% (1)
- Plant DesignDocument17 pagesPlant Designkaruna346No ratings yet
- Design & Construction of Piping SystemsDocument115 pagesDesign & Construction of Piping SystemsSuresh Babu100% (13)
- Component Material Equivalent ASTMDocument1 pageComponent Material Equivalent ASTMkaruna346No ratings yet
- Specifying Waste Heat BoilersDocument5 pagesSpecifying Waste Heat Boilerskaruna346No ratings yet
- Stress Analysis of Piping Systems and Pipelines - Harvard - UniversityDocument542 pagesStress Analysis of Piping Systems and Pipelines - Harvard - Universitykaruna346100% (11)
- HRSG SimulationDocument7 pagesHRSG Simulationkaruna346No ratings yet
- 210MW PPS SimulationDocument11 pages210MW PPS Simulationkaruna346No ratings yet
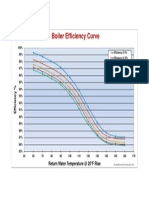
- Boiler Efficiency CurvesDocument1 pageBoiler Efficiency Curveskaruna346No ratings yet
- G-ST-P/OE: Elastomerlips ProfilesDocument1 pageG-ST-P/OE: Elastomerlips Profileskaruna346No ratings yet
- Archery Association of IndiaDocument17 pagesArchery Association of Indiakaruna346No ratings yet
- CATALOGUE - HAWS - Shower Eye Safety - Model8330Document8 pagesCATALOGUE - HAWS - Shower Eye Safety - Model8330sobariNo ratings yet
- Air Conditioning SystemDocument51 pagesAir Conditioning SystemMoaed KanbarNo ratings yet
- KVS 300 - EA RemakeDocument6 pagesKVS 300 - EA RemakePhương Hoàng NgọcNo ratings yet
- Bridg and Stratton 14.5 Ohv Parts ManualDocument35 pagesBridg and Stratton 14.5 Ohv Parts ManualJonathan FullumNo ratings yet
- Saunier Duval Thema C23 Installation ManualDocument20 pagesSaunier Duval Thema C23 Installation ManualZmarandoiu SorinaNo ratings yet
- Steam Blowing ProcedureDocument4 pagesSteam Blowing ProcedureAndhika Permana SutantoNo ratings yet
- IBR Quiz 1Document6 pagesIBR Quiz 1RAJKUMARNo ratings yet
- Ipea PRVDocument51 pagesIpea PRVAnonymous qhVGVpNo ratings yet
- Hoffman - B&G - Steam TrapsDocument8 pagesHoffman - B&G - Steam TrapsNick MillerNo ratings yet
- D31!37!39x21a Testing & Adjusting Procedure (WM)Document6 pagesD31!37!39x21a Testing & Adjusting Procedure (WM)words2zhigang_612545100% (1)
- 29.5in-500psi Diverter Operation ManualDocument16 pages29.5in-500psi Diverter Operation ManualIskander KasimovNo ratings yet
- Vogel - Operating InstructionsDocument45 pagesVogel - Operating InstructionsduongpndngNo ratings yet
- ZWV Reimelt EnglishDocument2 pagesZWV Reimelt EnglishAndres PeruchaNo ratings yet
- Mechanical Construction GuideDocument81 pagesMechanical Construction GuideFarahidiNo ratings yet
- Chapter 22 - Water and Waste Water Treatment Plant HydraulicsDocument120 pagesChapter 22 - Water and Waste Water Treatment Plant Hydraulicsclara corzo86% (7)
- Catalogo Carton Clamp Serie DDocument4 pagesCatalogo Carton Clamp Serie DPipe BonillaNo ratings yet
- 2.0 Gear Box ConvertorDocument80 pages2.0 Gear Box ConvertorSergeyNo ratings yet
- RFM Diaphragm Pumps EnglishDocument18 pagesRFM Diaphragm Pumps Englishpelmar egNo ratings yet
- m359 Rev e Ecl Plus-1Document78 pagesm359 Rev e Ecl Plus-1isaias100% (1)
- GLT Forged Steel Check ValveDocument2 pagesGLT Forged Steel Check ValveantiokiaNo ratings yet
- PSV Blocked Fire Relief Valve CasesDocument21 pagesPSV Blocked Fire Relief Valve CasesTun Naing WinNo ratings yet
- Hydraulic CircuitsDocument25 pagesHydraulic CircuitspriyanthabandaraNo ratings yet
- Compressed Gas Regulators v2 0Document12 pagesCompressed Gas Regulators v2 0RajanbabuNo ratings yet
- E SeriesBrochure 000Document6 pagesE SeriesBrochure 000Goutham KSNo ratings yet
- 21 SeareyLSA - Brake Line Install 2014-01-24 PDFDocument11 pages21 SeareyLSA - Brake Line Install 2014-01-24 PDFАлексей КрамарNo ratings yet
- Agitated Thin Film Evaporator Data StudyDocument22 pagesAgitated Thin Film Evaporator Data Studyrjpatil19No ratings yet