You might also like
- Informe Laboratorio de Mecanica 1 Potencia FINALDocument24 pagesInforme Laboratorio de Mecanica 1 Potencia FINALnirvana100% (1)
- Formato QW-482Document3 pagesFormato QW-482Jason PalmerNo ratings yet
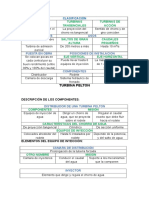
- CLASIFICACIÓN Turbina PeltonDocument3 pagesCLASIFICACIÓN Turbina PeltonLeonelFernandezFernandezNo ratings yet
- Curso Corto OperadoresDocument27 pagesCurso Corto OperadoresjoemigotoNo ratings yet
- 17 - NOM 034 SCT 2 2003 - 01 SeñalamientoDocument91 pages17 - NOM 034 SCT 2 2003 - 01 Señalamientoj00sus11No ratings yet
- HydralDocument2 pagesHydralAdrian RoperoNo ratings yet
- Grasa SKF para RodamientosDocument2 pagesGrasa SKF para RodamientosEdwing William Salhuana Mendoza0% (1)
- Reparación de Cojinetes para Turbina PeltonDocument24 pagesReparación de Cojinetes para Turbina PeltonJavier Ramirez MedinaNo ratings yet
- Andrés Hurtado - Evolución de La Gestión de Mantenimiento Hacia La ConfiabilidadDocument30 pagesAndrés Hurtado - Evolución de La Gestión de Mantenimiento Hacia La ConfiabilidadLuis Mendoza QuispeNo ratings yet
- Cuestionario Tribologia y Reusabilidad FracturaDocument10 pagesCuestionario Tribologia y Reusabilidad FracturaErack SuizoNo ratings yet
- Preparacion de Superficies Norma SSPC Granallado Cymmateriales ShotblastingDocument8 pagesPreparacion de Superficies Norma SSPC Granallado Cymmateriales ShotblastingHenryZambranoNo ratings yet
- Reductores EjesDocument8 pagesReductores EjesElvis DiazNo ratings yet
- Alineación de Presicion LaserDocument73 pagesAlineación de Presicion LaserChelo RomeroNo ratings yet
- Mmad Mmad-512 Manual 001Document124 pagesMmad Mmad-512 Manual 001edderNo ratings yet
- General Catalogue 2010Document258 pagesGeneral Catalogue 2010marlowe17No ratings yet
- Curso Mobil Analisis de AceitesDocument22 pagesCurso Mobil Analisis de AceitesAlex TacuriNo ratings yet
- NTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFDocument32 pagesNTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFjavoidea696526No ratings yet
- ASAGA - Bombas de Proceso - Mario SabellaDocument146 pagesASAGA - Bombas de Proceso - Mario SabellarubenlanzaNo ratings yet
- Contenido de Inspeccion VisualDocument3 pagesContenido de Inspeccion Visualelfiscal123No ratings yet
- Principios de MetalurgiaDocument16 pagesPrincipios de MetalurgiacarlosNo ratings yet
- Disposiciones de Montaje, Ajustes y Reglaje de RodamientosDocument22 pagesDisposiciones de Montaje, Ajustes y Reglaje de RodamientosEdgar Vilca HuanacuniNo ratings yet
- PROYECTODocument55 pagesPROYECTOHenrry DiazNo ratings yet
- Alineacion Capitulo 1 Terminos y Definiciones BimanDocument30 pagesAlineacion Capitulo 1 Terminos y Definiciones Bimanleonel100% (1)
- Mantenimiento A Motores Procesos y Costos PDFDocument184 pagesMantenimiento A Motores Procesos y Costos PDFjose pedro garduza sosaNo ratings yet
- Turbinas de Acción PeltonDocument31 pagesTurbinas de Acción PeltonEnrique VargasNo ratings yet
- Rep. AFA Falla Rodamiento Lado Acople Del Motor de Bomba VogelDocument2 pagesRep. AFA Falla Rodamiento Lado Acople Del Motor de Bomba VogelRafael Padilla YauricasaNo ratings yet
- Plan de Mantenimiento Centrado en La ConfiabilidadDocument70 pagesPlan de Mantenimiento Centrado en La Confiabilidadcarlos enrique ramos moralesNo ratings yet
- Manual de Turbinas de Gas CompressDocument19 pagesManual de Turbinas de Gas CompressAndres Rojas Balvin100% (1)
- 4 Herramientas de Corte Parte 2Document9 pages4 Herramientas de Corte Parte 2Abraham RamirezNo ratings yet
- 1 Modo de FracturasDocument39 pages1 Modo de FracturasPraxedesNo ratings yet
- ¿Modo, Mecanismo o Causa de FallaDocument8 pages¿Modo, Mecanismo o Causa de FallaHugoCabanillasNo ratings yet
- STT PDFDocument13 pagesSTT PDFGonzalo TelleríaNo ratings yet
- Control de Cavitación en Bombas PDFDocument7 pagesControl de Cavitación en Bombas PDFBrenda Michelle ReyesNo ratings yet
- Swagelok Conectores PDFDocument16 pagesSwagelok Conectores PDFAbraham Mora ReyesNo ratings yet
- PARTES DEL MOTOR Motores y Máquinas Agricolas - Apuntes de ApoyoDocument15 pagesPARTES DEL MOTOR Motores y Máquinas Agricolas - Apuntes de ApoyoRafa Blanco “RdeDamas”No ratings yet
- Guia Practica Sobre Detección de Falla en EngranajesDocument146 pagesGuia Practica Sobre Detección de Falla en EngranajesCarlos Córdova PalaciosNo ratings yet
- Control Vectorial de Máquinas AsíncronasDocument27 pagesControl Vectorial de Máquinas Asíncronasjdiazsdsyahoo.com.mxNo ratings yet
- Reglamento de Inspectores AcsDocument52 pagesReglamento de Inspectores Acswilialexis771No ratings yet
- NRF 050 PEMEX 2001 Bombas CentrifugasDocument114 pagesNRF 050 PEMEX 2001 Bombas CentrifugasAndres ParedesNo ratings yet
- AFA EngranajesDocument1 pageAFA Engranajeswrsb0303No ratings yet
- Estudio de Reduccion de Peso en Tolvas de AcarreoDocument122 pagesEstudio de Reduccion de Peso en Tolvas de AcarreoNano Rios ChavezNo ratings yet
- NSK Rodamientos Catalogo GeneralDocument3 pagesNSK Rodamientos Catalogo GeneralFamily HTNo ratings yet
- Aplicación de Rod en BombasDocument32 pagesAplicación de Rod en Bombaslubricacion100% (1)
- Práctica Del AmefDocument5 pagesPráctica Del AmefMairaNo ratings yet
- Lubricacion de Elementos Mecanicos PDFDocument106 pagesLubricacion de Elementos Mecanicos PDFJensel ManriqueNo ratings yet
- Chumaceras Tipo SNDocument50 pagesChumaceras Tipo SNGustavo Sanchez0% (1)
- Calculo de La Frecuencia de Inspección de MantenimientopredictivoDocument6 pagesCalculo de La Frecuencia de Inspección de MantenimientopredictivoJavier GuerreroNo ratings yet
- NTC 3470 PDFDocument12 pagesNTC 3470 PDFKathe ZornosaNo ratings yet
- Introduccion A La Ing de LubricacionDocument4 pagesIntroduccion A La Ing de LubricacionDavid AmayaNo ratings yet
- Análisis de Falla de Un Eje de PiñónDocument20 pagesAnálisis de Falla de Un Eje de PiñónVerónica MartínezNo ratings yet
- Grasas SKFDocument4 pagesGrasas SKFJeefNo ratings yet
- Tablas de VelocidadesDocument1 pageTablas de VelocidadesHector MagañaNo ratings yet
- Nuevo Balotario Ingenieria de La Soldadura - ModificadoDocument19 pagesNuevo Balotario Ingenieria de La Soldadura - ModificadoDaniel Herrera Quinto100% (1)
- HT Mobil Rarus 427Document2 pagesHT Mobil Rarus 427javier ramiresNo ratings yet
- Turbina PeltonDocument19 pagesTurbina PeltonFrank Ronneseth DionicioNo ratings yet
- Laboratorio 1 (TURBINA HIDRAULICA PELTON)Document26 pagesLaboratorio 1 (TURBINA HIDRAULICA PELTON)Francisco Martinez100% (1)
- Diseño de La Turbina PeltonDocument118 pagesDiseño de La Turbina Peltonflores floresNo ratings yet
- Informe de Las Curvas Características de La Bomba Centrífuga 100-200Document9 pagesInforme de Las Curvas Características de La Bomba Centrífuga 100-200Jyosep RutteNo ratings yet
- Lab Turbina Pelton-Lab 04Document17 pagesLab Turbina Pelton-Lab 04Steven Paico Soplopuco100% (1)
- Informe de Bomba Centrífuga PDFDocument18 pagesInforme de Bomba Centrífuga PDFCarlos Torres100% (1)
- Turbina FrancisDocument3 pagesTurbina FranciseulerNo ratings yet
- Declaracion Jurada PosesionDocument1 pageDeclaracion Jurada PosesioneulerNo ratings yet
- Modelos de Evaluacion SpicologicaDocument14 pagesModelos de Evaluacion Spicologicaeuler100% (1)
- Trabajo Ecuaciones Diferencales Grupo 2Document93 pagesTrabajo Ecuaciones Diferencales Grupo 2eulerNo ratings yet
- Informe Mantenimiento CorrectivoDocument8 pagesInforme Mantenimiento CorrectivoeulerNo ratings yet
- Propiedades Extensivas e IntensivasDocument3 pagesPropiedades Extensivas e IntensivasJosue Ramirez RamirezNo ratings yet
- Trabajo 02 de Resistencia de MaterialesDocument36 pagesTrabajo 02 de Resistencia de MaterialesRonaldIZcardoPomaNo ratings yet
- Calculos en EvaporadoresDocument51 pagesCalculos en EvaporadoresDiego Ernesto Pasapera MontalbánNo ratings yet
- Infografía LA CARTA PSICOMETRICA MARIA DA SILVA)Document1 pageInfografía LA CARTA PSICOMETRICA MARIA DA SILVA)Maria valeria Da'silvaNo ratings yet
- Ventiladores - TurbomaquinasDocument20 pagesVentiladores - TurbomaquinasAdelmo HernandezNo ratings yet
- Problemas Termo 2Document4 pagesProblemas Termo 2Joel RamírezNo ratings yet
- Ejercicios Ventiladores - HMJDocument14 pagesEjercicios Ventiladores - HMJHéctorMoralesJiménez0% (1)
- Estudio de Las Gruas Puentes de 2 Ton-CHAPISTERIADocument40 pagesEstudio de Las Gruas Puentes de 2 Ton-CHAPISTERIAHomero CuyaNo ratings yet
- Coeficiente de Actividad en Liquidos.Document18 pagesCoeficiente de Actividad en Liquidos.Leonardo RoblesNo ratings yet
- Sistema de Enfriamiento Del TractorDocument11 pagesSistema de Enfriamiento Del TractorRoberto Ibarra GómezNo ratings yet
- Entalpía de Formación Del MgoDocument3 pagesEntalpía de Formación Del MgoLuis Alejandro Pérez AragónNo ratings yet
- TablasDocument10 pagesTablasMayra AlavezNo ratings yet
- Laboratorio 1 MecanicaDocument15 pagesLaboratorio 1 MecanicaRonald DavidNo ratings yet
- Dilatación Termica - 012616Document3 pagesDilatación Termica - 012616Joaquina SterrNo ratings yet
- Piñan Rojas Aldair Ronaldo Viscocidad Fluidos IDocument8 pagesPiñan Rojas Aldair Ronaldo Viscocidad Fluidos IAldair Dante RojasNo ratings yet
- Introduccion A La TermodinamicaDocument16 pagesIntroduccion A La TermodinamicaRey DavidNo ratings yet
- Prog Batab 23 Taponamiento 18072022Document35 pagesProg Batab 23 Taponamiento 18072022Francisco javier Betancourt martinezNo ratings yet
- Transferencia de CalorDocument19 pagesTransferencia de CalorDanitza Chipana LopezNo ratings yet
- Factor ZDocument25 pagesFactor ZSERNA MERLIN JOSE DE JESUSNo ratings yet
- Capilaridad Ley de Jurin PDFDocument2 pagesCapilaridad Ley de Jurin PDFTiara NarvaNo ratings yet
- Capítulo VI. Leyes CinéticasDocument10 pagesCapítulo VI. Leyes CinéticasDoloritasNo ratings yet
- Tarea 1 Mecanica de FluidosDocument2 pagesTarea 1 Mecanica de FluidosDulce GomezNo ratings yet
- Experimento Vela PDFDocument6 pagesExperimento Vela PDFTily JuradoNo ratings yet
- Ficha Tecnica PE HDDocument2 pagesFicha Tecnica PE HDAlberto Alfaro CerdaNo ratings yet
- Viga A Flexion y CortanteDocument7 pagesViga A Flexion y CortanteErik PerezNo ratings yet
- 1-Propiedades de Los Fluidos PDFDocument10 pages1-Propiedades de Los Fluidos PDFMosesCaravantesNo ratings yet
- Narrativa de Control de HPGRSDocument31 pagesNarrativa de Control de HPGRSLuis Gustavo MollinedoNo ratings yet
- Calor 2Document4 pagesCalor 2Valeria Gabaldon JuarezNo ratings yet
- Informe Laboratorio ViscosidadDocument34 pagesInforme Laboratorio ViscosidadJ SarmientoNo ratings yet
- Hidraulica para Bomberos PDFDocument30 pagesHidraulica para Bomberos PDFCarlos Diaz DiazNo ratings yet