You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5808)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Essential Difference: Male and Female Brains and The Truth About AutismDocument13 pagesThe Essential Difference: Male and Female Brains and The Truth About AutismIgor BartholomewNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Dissertation Timeline TemplateDocument12 pagesDissertation Timeline Templateogechi100% (3)
- Calculator For Welding Parameters - Rev1Document2 pagesCalculator For Welding Parameters - Rev1mehul2011No ratings yet
- Pipe Support SpacingsDocument1 pagePipe Support Spacingsmehul2011100% (1)
- Behold The Power of MindDocument2 pagesBehold The Power of MindBrandon CooperNo ratings yet
- OSST Know Your Steel Guide January 2010Document61 pagesOSST Know Your Steel Guide January 2010mehul2011No ratings yet
- EAA Interview With Yu Hua, Author of To Live (Huo Zhe)Document3 pagesEAA Interview With Yu Hua, Author of To Live (Huo Zhe)elio35No ratings yet
- Sense of Urgency Book Review by TMYDocument17 pagesSense of Urgency Book Review by TMYtajuddinmy100% (2)
- Oxygen CylinderDocument23 pagesOxygen Cylinderpriyanka0% (1)
- Adhesion TestingDocument4 pagesAdhesion Testingmehul2011No ratings yet
- Passivation of Stainless SteelDocument1 pagePassivation of Stainless Steelmehul2011No ratings yet
- Gamkrelidze-Ivanov 1990 Indo-European PDFDocument7 pagesGamkrelidze-Ivanov 1990 Indo-European PDFmario riNo ratings yet
- Thrissur Chambers of Commerce Members ListDocument29 pagesThrissur Chambers of Commerce Members ListVishnu Kumar100% (1)
- Metrel MD 9230 Industrial True RMS AC/DC Digital Clamp MeterDocument32 pagesMetrel MD 9230 Industrial True RMS AC/DC Digital Clamp Metermehul2011No ratings yet
- Metrel MD 9230 Industrial True RMS AC/DC Digital Clamp MeterDocument32 pagesMetrel MD 9230 Industrial True RMS AC/DC Digital Clamp Metermehul2011No ratings yet
- Nectar of DevotionDocument213 pagesNectar of Devotionmehul2011No ratings yet
- Why Little Things MatterDocument3 pagesWhy Little Things Mattermehul2011No ratings yet
- States of StatesDocument6 pagesStates of Statesmehul2011No ratings yet
- How To Win That Job in Australia - 1Document1 pageHow To Win That Job in Australia - 1mehul2011No ratings yet
- KOMATSU Excavator Detail ExplainingDocument8 pagesKOMATSU Excavator Detail ExplainingPHÁT NGUYỄN THẾNo ratings yet
- 14 Case Studies Fall 2021Document19 pages14 Case Studies Fall 2021sgdrgsfNo ratings yet
- Eappmerged1 0Document230 pagesEappmerged1 0Yan YanNo ratings yet
- Prof Ed 107 SyllabusDocument2 pagesProf Ed 107 SyllabusJenniferNo ratings yet
- Rfia Reading MaterialDocument30 pagesRfia Reading MaterialrajeshNo ratings yet
- Kumar Sales Product Profile - FinalDocument32 pagesKumar Sales Product Profile - FinalKOOL KINGNo ratings yet
- Inter Sugar 1967 v69 n820Document34 pagesInter Sugar 1967 v69 n820Richard RondónNo ratings yet
- Cpar G12 CLM5 Q1Document16 pagesCpar G12 CLM5 Q1Sandra SarmientoNo ratings yet
- ESSPROM Shortlisted CandidatesDocument2 pagesESSPROM Shortlisted Candidatesabhineet raiNo ratings yet
- 14wl - 17200 - 5 - de - en Rolling Bearings For Rolling Mill Applications PDFDocument69 pages14wl - 17200 - 5 - de - en Rolling Bearings For Rolling Mill Applications PDFDoomon OkerNo ratings yet
- Haier - BH2404DDocument42 pagesHaier - BH2404DTecnico GenioNo ratings yet
- Demographics Data Table: Lesson 1: Step 1Document3 pagesDemographics Data Table: Lesson 1: Step 1Julia AbreuNo ratings yet
- E ReceiptDocument3 pagesE ReceiptJayjit DasNo ratings yet
- Jihane Samrouth CVDocument1 pageJihane Samrouth CVsamroutjihaneNo ratings yet
- TutorialDocument64 pagesTutorial2202199122No ratings yet
- 1 Cumulative Frequency CurvesDocument19 pages1 Cumulative Frequency Curvespradyummmna9856No ratings yet
- 9 Q1-EntrepDocument10 pages9 Q1-Entrepimong4577No ratings yet
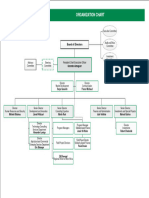
- Organization ChartDocument1 pageOrganization Chartm_azabNo ratings yet
- Summary CompletionDocument7 pagesSummary CompletionMinh ThươngNo ratings yet
- ECG Noise Sources and Various Noise Removal Techniques: A SurveyDocument7 pagesECG Noise Sources and Various Noise Removal Techniques: A SurveyInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- RBC Cam Followers: Interchange TablesDocument2 pagesRBC Cam Followers: Interchange TablesjaviervbNo ratings yet
- SaponificationDocument4 pagesSaponificationNaveenNo ratings yet