You might also like
- UntitledDocument9 pagesUntitledAdriano BritoNo ratings yet
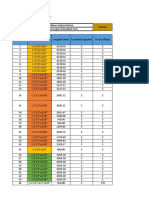
- Preços de Chapa, Cantoneira Ferro ChatoDocument4 pagesPreços de Chapa, Cantoneira Ferro ChatoAdriano BritoNo ratings yet
- CLP - Controlador Lógico ProgramávelDocument45 pagesCLP - Controlador Lógico ProgramávelAdriano BritoNo ratings yet
- Prefixos Do SIDocument1 pagePrefixos Do SIAdriano BritoNo ratings yet
- ButterflyDocument8 pagesButterflyAdriano BritoNo ratings yet
- Arquitetura e SustentabilidadeDocument5 pagesArquitetura e SustentabilidadeAdriano BritoNo ratings yet
- Fusiveis Polo 9NDocument3 pagesFusiveis Polo 9NAdriano Brito80% (10)
- Lista de Postos de CombustivelDocument8 pagesLista de Postos de CombustivelAdriano BritoNo ratings yet
- Hafele DobradiçasDocument37 pagesHafele DobradiçasAdriano BritoNo ratings yet
- Princípios e MacrofluxoDocument5 pagesPrincípios e MacrofluxoAdriano BritoNo ratings yet
- APR - GasodutoDocument3 pagesAPR - GasodutoAdriano Brito50% (2)
- Análise de Gases PDFDocument35 pagesAnálise de Gases PDFAdriano BritoNo ratings yet
- Tratamento Térmico - Cap. 02Document8 pagesTratamento Térmico - Cap. 02Adriano BritoNo ratings yet
- Tratamento Térmico - Cap. 04Document9 pagesTratamento Térmico - Cap. 04Adriano BritoNo ratings yet
- Catalogo PoliaDocument3 pagesCatalogo PoliaItiberê E. S. MattosNo ratings yet
- Ferro FundidoDocument14 pagesFerro FundidoLucasCauNo ratings yet
- Stud Boa Lts ListDocument7 pagesStud Boa Lts Listvin_araujoNo ratings yet
- U ETA - PL.02.02-0 Edif ApoioDocument1 pageU ETA - PL.02.02-0 Edif ApoioAmaral AntónioNo ratings yet
- Aula 9 - Metais - Aluminotermia PDFDocument75 pagesAula 9 - Metais - Aluminotermia PDFMarcos C. MachadoNo ratings yet
- Lista Aços DominikDocument28 pagesLista Aços DominikEduardo EfftingNo ratings yet
- Revisão - SoldagemDocument38 pagesRevisão - SoldagemADRIANONo ratings yet
- NashDocument2 pagesNashCarlos GomesNo ratings yet
- 2021 11 Catálogo Técnico Ventiladores RadiaisDocument63 pages2021 11 Catálogo Técnico Ventiladores RadiaisEdmundo Sahd NetoNo ratings yet
- Tipos de Corrosao PDFDocument43 pagesTipos de Corrosao PDFJulio FilipeNo ratings yet
- Novo Catalogo Mekal 2022 Versão SetembroDocument48 pagesNovo Catalogo Mekal 2022 Versão SetembroArthur MusskopfNo ratings yet
- Extração de MetaisDocument5 pagesExtração de MetaisFelipe de Paula67% (3)
- Ufcd 6045 - Propriedades Dos MateriaisDocument41 pagesUfcd 6045 - Propriedades Dos MateriaisJoao PeixotoNo ratings yet
- Fucoli TampasDocument16 pagesFucoli TampasjmmendesNo ratings yet
- Catalogo Geral Caixas Ventilacao 0315Document6 pagesCatalogo Geral Caixas Ventilacao 0315biaNo ratings yet
- Catalogo Ud - 28 - 12 - 22Document144 pagesCatalogo Ud - 28 - 12 - 22Evandro ColnagoNo ratings yet
- Materiais Abrasivos e Cortantes - Klingspor PDFDocument148 pagesMateriais Abrasivos e Cortantes - Klingspor PDFGessé NetoNo ratings yet
- 9.0 - Cap.09 DIAGRAMA DE FASES RES. 16.1.pptx (Salvo Automaticamente)Document78 pages9.0 - Cap.09 DIAGRAMA DE FASES RES. 16.1.pptx (Salvo Automaticamente)Carlos Eugenio Fortes TeixeiraNo ratings yet
- Estudos de Inclusões Não-Metálicas de Óxidos No Aço Sae52100Document139 pagesEstudos de Inclusões Não-Metálicas de Óxidos No Aço Sae52100FELIPENo ratings yet
- Tabela de Periodica BelvalDocument3 pagesTabela de Periodica BelvalThecla CoronataNo ratings yet
- 1 Lista de Exercícios Corrosão (Respondida)Document7 pages1 Lista de Exercícios Corrosão (Respondida)Layane Érica50% (2)
- Relatorio Reavaliado de Tam-Pratica 1Document5 pagesRelatorio Reavaliado de Tam-Pratica 1Guilherme AntunesNo ratings yet
- Catálogo Aço VC140Document2 pagesCatálogo Aço VC140Guilherme de FaveriNo ratings yet
- Solubilização e TT Do AlumínioDocument16 pagesSolubilização e TT Do AlumínioAmanda S. NunesNo ratings yet
- Meneses - Sevillano Partidas y MetradoDocument49 pagesMeneses - Sevillano Partidas y Metradojhonathan ever meneses lopezNo ratings yet
- Aula 10 Inox. MartensiticosDocument36 pagesAula 10 Inox. MartensiticosReliasNo ratings yet
- Wa0033.Document7 pagesWa0033.S4TSUKYNo ratings yet
- Prod - 20221106183617 - Manual Tecnico Telhas de Aco - Nov2022Document103 pagesProd - 20221106183617 - Manual Tecnico Telhas de Aco - Nov2022Rosy Maura Matos MauraNo ratings yet
- Aluminio e Ligas de Aluminio IIDocument113 pagesAluminio e Ligas de Aluminio IIAna Rangel100% (1)
- Zinco e Suas LigasDocument15 pagesZinco e Suas Ligasfagner ribeiroNo ratings yet