You might also like
- Extruding Plastics A Practical Processing Handbook PDFDocument2 pagesExtruding Plastics A Practical Processing Handbook PDFBrian0% (1)
- 11 ExtrusionDocument60 pages11 Extrusionsuhas deshpande100% (15)
- Twin Screw ExtruderDocument106 pagesTwin Screw ExtruderHassan100% (1)
- Plastics Technology Handbook, Volume 1Document106 pagesPlastics Technology Handbook, Volume 1Momentum Press71% (14)
- PolymersDocument32 pagesPolymersCharles Emile McAnany100% (26)
- Plastics Processing Data PDFDocument679 pagesPlastics Processing Data PDFElisangelaCordeiro90% (10)
- Plastics Technology Handbook, Volume 2Document135 pagesPlastics Technology Handbook, Volume 2Momentum Press88% (17)
- Extrusion Blow Molding Guidebook PDFDocument308 pagesExtrusion Blow Molding Guidebook PDFNeimar Topanotti Dagostin100% (1)
- Polyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976From EverandPolyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976A. GuyotNo ratings yet
- Physics Stage 3 FinalDocument45 pagesPhysics Stage 3 FinalAnandraj GovindarajNo ratings yet
- MP EM Ass 11: EMF and PowerDocument7 pagesMP EM Ass 11: EMF and PowerBlueAstroNo ratings yet
- Extrusion 2012Document100 pagesExtrusion 2012Fernando Lotero100% (4)
- Extrusion PrinciplesDocument11 pagesExtrusion PrinciplesKrupakar Swamy100% (4)
- Extruder Tutorial PDFDocument314 pagesExtruder Tutorial PDFAntonius PrakosaNo ratings yet
- Paul AndersenDocument24 pagesPaul AndersenAli Nurrakhmad Siregar100% (1)
- CIT PVC ProcessingDocument45 pagesCIT PVC ProcessingThao Nguyen Van100% (1)
- Pelletizing Process PDFDocument8 pagesPelletizing Process PDFAbdulhakeemSolimanNo ratings yet
- Design and Fabrication of Automatic PVC Pipe Cutting MachineDocument6 pagesDesign and Fabrication of Automatic PVC Pipe Cutting MachineGokul Prasad ChettiNo ratings yet
- KCC Brochure Silicone LSRDocument13 pagesKCC Brochure Silicone LSRrendra syamNo ratings yet
- Principles of Single Screw ExtrusionDocument44 pagesPrinciples of Single Screw ExtrusionHugo Wizenberg75% (8)
- Extrusion Guide BookDocument5 pagesExtrusion Guide BookMario Daniel Conejo67% (3)
- RIGID PVC EXTRUSION Sigle Vs Twin Screw ExtrudersDocument3 pagesRIGID PVC EXTRUSION Sigle Vs Twin Screw ExtrudersJuan David Melián Cruz100% (1)
- Single-Screw Extruders and Barrier ScrewsDocument17 pagesSingle-Screw Extruders and Barrier ScrewsAkhilesh KumarNo ratings yet
- Types of PlasticsDocument26 pagesTypes of PlasticsPRANJAL KUMARNo ratings yet
- Plastics ExtrusionDocument37 pagesPlastics Extrusionshashanksir80% (5)
- SPE - Micro Injection MoldingDocument60 pagesSPE - Micro Injection Moldingweb312_twNo ratings yet
- ELASTOMERSDocument9 pagesELASTOMERSAmbar ShahNo ratings yet
- Types of Plastic ExtrudersDocument7 pagesTypes of Plastic ExtrudershvadnalaNo ratings yet
- Plastics Testing For DPTDocument94 pagesPlastics Testing For DPTMohsin Alam100% (3)
- Design of Extrusion HeadsDocument64 pagesDesign of Extrusion HeadsMohamed HassanNo ratings yet
- Extrusion ProcessDocument7 pagesExtrusion ProcessTAMIL100% (1)
- Extrusion Blow MouldingDocument13 pagesExtrusion Blow Mouldingkish007rdNo ratings yet
- Moulding ProblemDocument52 pagesMoulding ProblemSree RajNo ratings yet
- Pipe ExtrusionDocument21 pagesPipe ExtrusionSummer Spencer100% (3)
- ExtruderDocument104 pagesExtruderAnuj Gupta80% (5)
- Extrusion TroubleshootingDocument7 pagesExtrusion Troubleshootingziradagreat539100% (1)
- Thermoplastic Characteristics: Figure 1 Molecular Arrangement of Polymer ChainsDocument49 pagesThermoplastic Characteristics: Figure 1 Molecular Arrangement of Polymer ChainsliyazmaNo ratings yet
- Twin ExtruderDocument20 pagesTwin ExtruderSalem GarrabNo ratings yet
- Screw DesignDocument99 pagesScrew DesignPatricia Velasquez100% (1)
- Polymer Processing-2Document62 pagesPolymer Processing-2andrijanto123No ratings yet
- Compounding Additives: in This ChapterDocument17 pagesCompounding Additives: in This Chaptermonalihania100% (1)
- MouldDocument16 pagesMouldetamil87No ratings yet
- 45 1014 01Document31 pages45 1014 01Adam C. VeresNo ratings yet
- Licensed Technologies BrochureDocument16 pagesLicensed Technologies BrochureThanh Linh NguyenNo ratings yet
- Moisture Content in PET PreformsDocument3 pagesMoisture Content in PET PreformsGeorge MarkasNo ratings yet
- PolyolyfinsDocument40 pagesPolyolyfinsManikiranSai100% (1)
- Chopper FanDocument2 pagesChopper FanJulio CNo ratings yet
- Cleaning ScrewsDocument6 pagesCleaning ScrewsRodolfoAntonioLeónCárdenasNo ratings yet
- Blow MoldingDocument3 pagesBlow MoldingPradeep ShettyNo ratings yet
- TPU Drying GuideDocument16 pagesTPU Drying GuideBang QuachNo ratings yet
- 01Document53 pages01Kaliya PerumalNo ratings yet
- Master Thesis Extruder UnitDocument102 pagesMaster Thesis Extruder Unitlogana60100% (1)
- How Are Bottles MadeDocument3 pagesHow Are Bottles MadelumineurNo ratings yet
- Polystyrene Processing GuideDocument4 pagesPolystyrene Processing GuidemadogodNo ratings yet
- Things Your Screw Designer Never-FinalDocument6 pagesThings Your Screw Designer Never-FinalRajesh Kumar100% (2)
- Plastic Injection MoldingDocument24 pagesPlastic Injection Moldingmechhandbook100% (1)
- Dynisco Extrusion Handbook C0d23eDocument293 pagesDynisco Extrusion Handbook C0d23eSimas Servutas50% (2)
- Handbook of Plastics Testing and Failure AnalysisFrom EverandHandbook of Plastics Testing and Failure AnalysisRating: 5 out of 5 stars5/5 (1)
- Multiphase Flow in Polymer ProcessingFrom EverandMultiphase Flow in Polymer ProcessingChang HanRating: 1 out of 5 stars1/5 (1)
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- Operator'S Manual Manuel de L'Utilisateur Manual Del OperadorDocument19 pagesOperator'S Manual Manuel de L'Utilisateur Manual Del OperadorAlvaro Fernando Reyes CastañedaNo ratings yet
- Service Parts List: 4.5" (115mm) ANGLE GRINDERDocument3 pagesService Parts List: 4.5" (115mm) ANGLE GRINDERAlvaro Fernando Reyes CastañedaNo ratings yet
- Selectrode: Non-Machinable Cast IronDocument2 pagesSelectrode: Non-Machinable Cast IronAlvaro Fernando Reyes CastañedaNo ratings yet
- 54 38 6131Document3 pages54 38 6131Alvaro Fernando Reyes CastañedaNo ratings yet
- 98 en Single Screw ExtrudersDocument17 pages98 en Single Screw ExtrudersAlvaro Fernando Reyes CastañedaNo ratings yet
- Plano Electrico Kodiak TableroDocument1 pagePlano Electrico Kodiak TableroAlvaro Fernando Reyes CastañedaNo ratings yet
- ReadingDocument10 pagesReadingIyang DplNo ratings yet
- Titratable Acidity in WineDocument4 pagesTitratable Acidity in WinetAYTAYNo ratings yet
- Heat & ThermodynamicsDocument17 pagesHeat & ThermodynamicsSEFAJUDDIN SKNo ratings yet
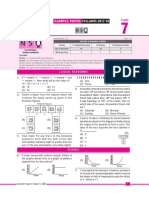
- Nso Sample Paper Class-7 PDFDocument2 pagesNso Sample Paper Class-7 PDFManju AgarwalNo ratings yet
- Bolting-Galvanized-Steel GAA ch4Document16 pagesBolting-Galvanized-Steel GAA ch4dfdfdNo ratings yet
- Vapor Corrosion Inhibitors (Vcis) For Storage Tanks Corrosion Controlled Cost ControlledDocument32 pagesVapor Corrosion Inhibitors (Vcis) For Storage Tanks Corrosion Controlled Cost ControlledSarwar KhanNo ratings yet
- AN0016 Applications of The Grad601 Magnetic GradiometerDocument2 pagesAN0016 Applications of The Grad601 Magnetic Gradiometerare7100% (1)
- Kostilatas Springs - Company PresentationDocument106 pagesKostilatas Springs - Company PresentationCritical SolutionNo ratings yet
- Metals 18-19Document35 pagesMetals 18-19ZACHARIE TUYUBAHENo ratings yet
- SMS Group Newsletter 2019-1 ENDocument154 pagesSMS Group Newsletter 2019-1 ENJason SengNo ratings yet
- Nature Works Polylactic AcidDocument5 pagesNature Works Polylactic AcidyustianNo ratings yet
- Preparation of Solid Self-Emulsifying Drug DeliveryDocument11 pagesPreparation of Solid Self-Emulsifying Drug DeliveryLeonardo C.No ratings yet
- UT-L2-specific THICKNESS - AnsDocument4 pagesUT-L2-specific THICKNESS - Ansnasrul haziqNo ratings yet
- Aminoethylethanolamine AeeaDocument2 pagesAminoethylethanolamine AeeaÖzgür SelviNo ratings yet
- H-5800-1061-01-A AlSi10Mg-0403 400 W Material Data SheetDocument2 pagesH-5800-1061-01-A AlSi10Mg-0403 400 W Material Data SheetMagdalena TylichováNo ratings yet
- IGCSE Chemistry NotesDocument46 pagesIGCSE Chemistry NotesAhmed SideegNo ratings yet
- Emt 2132 Introduction To Material Science PDFDocument52 pagesEmt 2132 Introduction To Material Science PDFStephanie MirañyiNo ratings yet
- Glycine Proton Transfer Enthalpy Summary and Data Analysis GuideDocument4 pagesGlycine Proton Transfer Enthalpy Summary and Data Analysis GuideRuby RichiezNo ratings yet
- Atomic Structure and The Subatomic ParticlesDocument7 pagesAtomic Structure and The Subatomic ParticlesDaniel ClementeNo ratings yet
- Safety Data Sheet: 1,3-ButadieneDocument8 pagesSafety Data Sheet: 1,3-ButadieneyowmunNo ratings yet
- Sir - Tds.hetron 922-P.v02.200812Document4 pagesSir - Tds.hetron 922-P.v02.200812Irshad Ali DurraniNo ratings yet
- 15001WR 04 (20151007)Document74 pages15001WR 04 (20151007)Enzo AscañoNo ratings yet
- Creatinine S Picrate Reagent (R2) MSDSDocument6 pagesCreatinine S Picrate Reagent (R2) MSDSChristine Rodriguez-GuerreroNo ratings yet
- EMF (Electromagnetic) Pollution and RemediationDocument53 pagesEMF (Electromagnetic) Pollution and RemediationEcopolitan - your Eco-Health Network100% (3)
- PneumaticconveyingDocument4 pagesPneumaticconveyingwmgb249529No ratings yet
- Bigdye Terminator V3.1 Cycle Sequencing Kit: User GuideDocument50 pagesBigdye Terminator V3.1 Cycle Sequencing Kit: User GuidePham ThanhTungNo ratings yet