You might also like
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Horno de Arco Electrico FinalDocument26 pagesHorno de Arco Electrico FinalNestor Zinan Rz100% (1)
- Fundentes y CombustiblesDocument10 pagesFundentes y CombustiblesEmmanuel Zamorano100% (1)
- Lab 9 Medidor Excentricos y LevasDocument34 pagesLab 9 Medidor Excentricos y LevasKevin LizarazuNo ratings yet
- Medidor de excéntricos y levas universitario mide perfilesDocument24 pagesMedidor de excéntricos y levas universitario mide perfilesMaYorin CalleNo ratings yet
- ALTO HORNO-texto PDFDocument49 pagesALTO HORNO-texto PDFCristian Galleguillos CortesNo ratings yet
- Informe Taller FundicionDocument6 pagesInforme Taller FundicionJosé Cuenca100% (1)
- Laboratorio de Ensayo de JominyDocument7 pagesLaboratorio de Ensayo de JominyManuel DueñasNo ratings yet
- Proceso KivcetDocument4 pagesProceso KivcetJeanzhito SweetNo ratings yet
- VolatilizacionDocument24 pagesVolatilizacionRechard Flores alarcon100% (1)
- Horno de ReverberoDocument3 pagesHorno de ReverberoRodney KevinNo ratings yet
- Proceso de Reduccion Directa HylDocument4 pagesProceso de Reduccion Directa Hyljherry100% (1)
- Análisis Metalográfico Del RevenidoDocument5 pagesAnálisis Metalográfico Del RevenidoAngie RecovaNo ratings yet
- Informe ForjadoDocument12 pagesInforme ForjadoDavid PomaNo ratings yet
- El Proceso CASDocument5 pagesEl Proceso CASYoshita MartinezNo ratings yet
- Problemas 2, 4, 5 Sider FINDocument6 pagesProblemas 2, 4, 5 Sider FINFrank Pizarro IbáñezNo ratings yet
- Reducción DirectaDocument37 pagesReducción DirectaRolando Adrian Garza100% (1)
- Informe Calibres Fijos Paralelos y ComparadoresDocument9 pagesInforme Calibres Fijos Paralelos y ComparadoresDaniel Rodrigo Lopez PillcoNo ratings yet
- Balance de Cargas FundiciónDocument2 pagesBalance de Cargas FundiciónMaría Fernanda Hernández MorenoNo ratings yet
- Horno de Arco EléctricoDocument5 pagesHorno de Arco EléctricoRayluz ValdezNo ratings yet
- Proceso de Tostación y SinterizaciónDocument5 pagesProceso de Tostación y SinterizaciónNando RiveNo ratings yet
- Hornos Ausmelt y IsasmeltDocument2 pagesHornos Ausmelt y IsasmeltDiana Lourdes Valdivia SalinasNo ratings yet
- Análisis inmediato de carbón vegetalDocument6 pagesAnálisis inmediato de carbón vegetalRosaliaFernandezGutierrezNo ratings yet
- Laboratorio 6Document12 pagesLaboratorio 6Wilver Vasquez100% (1)
- Fluidez 4°Document7 pagesFluidez 4°Omar Flores CapchaNo ratings yet
- Procesos Extractivos II 2010Document151 pagesProcesos Extractivos II 2010Darj Sajor100% (1)
- Hornos Eléctricos de Arco DirectoDocument2 pagesHornos Eléctricos de Arco DirectoAnonymous JLhYjb100% (2)
- Horno de Reverbero MetalurgiaDocument10 pagesHorno de Reverbero MetalurgiaMauricio Edgardo Astorga PizarroNo ratings yet
- Matificacion AbiDocument14 pagesMatificacion AbiedgarNo ratings yet
- Convertidor Modificado Teniente CMTDocument5 pagesConvertidor Modificado Teniente CMTSaray Sánchez JNo ratings yet
- Sesion N°25 - Tratamiento de Lodos de Plata para La Obtencion Del OroDocument24 pagesSesion N°25 - Tratamiento de Lodos de Plata para La Obtencion Del OroElvis Bonifacio Gilian100% (1)
- Diagrama de Kellog Pb-S-O para la tostación de sulfuros de plomoDocument4 pagesDiagrama de Kellog Pb-S-O para la tostación de sulfuros de plomovictor fredy0% (1)
- Problemas de SiderurgiaDocument3 pagesProblemas de SiderurgiaWilsonEnriqueCarhuatantaBonifacioNo ratings yet
- Proceso HylDocument3 pagesProceso HylMeyer de la CruzNo ratings yet
- Produccion y TratamientoDocument5 pagesProduccion y TratamientoKevin Casanova MartínezNo ratings yet
- Informe Tratamientos Termicos.Document11 pagesInforme Tratamientos Termicos.Claudio Nicolas Martinez SalazarNo ratings yet
- Objetivos Fundamentales de TostaciónDocument12 pagesObjetivos Fundamentales de TostaciónLucia Melania Yañez Rivas100% (1)
- Horno Flash IncoDocument31 pagesHorno Flash IncojjoaanNo ratings yet
- Hierro Esponja 2011Document80 pagesHierro Esponja 2011Marco Antonio Ojeda PradoNo ratings yet
- Proceso QSLDocument3 pagesProceso QSLJesus Shiru Bellido CalsinaNo ratings yet
- Hornos Tecnologia Ausmelt 1Document5 pagesHornos Tecnologia Ausmelt 1Bryson Daniel Gutierrez Rafael100% (1)
- Pirometalurgia Hidrometalurgia ElectrometalurgiaDocument7 pagesPirometalurgia Hidrometalurgia ElectrometalurgiaSebaNo ratings yet
- Sistema de AlimentacionDocument19 pagesSistema de AlimentacionBraian SequeiraNo ratings yet
- Preguntas SiderurgiaDocument2 pagesPreguntas SiderurgiaAlejandroSalxixon100% (1)
- Laboratorio Nº5Document18 pagesLaboratorio Nº5lopezfloreslaNo ratings yet
- Proceso OBMDocument30 pagesProceso OBMJaime Francisco Lopez Rodriguez100% (3)
- Convertidores de AceroDocument30 pagesConvertidores de AceroDaniel Castillo AnchivilcaNo ratings yet
- Clase 05 Siderurgia II Semana 05Document30 pagesClase 05 Siderurgia II Semana 05milkor ordoezNo ratings yet
- Proceso de Renn-Krupp de Reduccion DirectaDocument18 pagesProceso de Renn-Krupp de Reduccion DirectaAna Karen Franco Villanueva100% (1)
- Convertidor Tipo TenienteDocument5 pagesConvertidor Tipo TenienteAlvaro Contente100% (1)
- Guia Laboratorio Piro No 5 SinterizacionDocument5 pagesGuia Laboratorio Piro No 5 SinterizacionjuanNo ratings yet
- Tostacion SulfatanteDocument10 pagesTostacion SulfatanteArmando Martinez G0% (1)
- Efectúe Cálculos Del Peso de Cargas de Cada Materia PrimaDocument3 pagesEfectúe Cálculos Del Peso de Cargas de Cada Materia PrimaArnold NiñoNo ratings yet
- Informe de Fundición N°6Document9 pagesInforme de Fundición N°6Carlos PorrasNo ratings yet
- Refinería de plomo electrolíticaDocument22 pagesRefinería de plomo electrolíticaJoel Poma0% (1)
- Examen Soldadura SAE 1025Document2 pagesExamen Soldadura SAE 1025Daniel Castillo AnchivilcaNo ratings yet
- Caracteristicas Fisicas Del Alto HornoDocument10 pagesCaracteristicas Fisicas Del Alto HornojosefrancocruzNo ratings yet
- Alto HornoDocument16 pagesAlto HornoMario Alberto Eraso QuinteroNo ratings yet
- Tipos de Hornos de FundiciónDocument24 pagesTipos de Hornos de FundiciónNancy Durán100% (6)
- Alto Horno TrabDocument11 pagesAlto Horno TrabDulce RomanoNo ratings yet
- Tarea 2Document4 pagesTarea 2Charly rule sNo ratings yet
- tarea 1 ciclo de refrigeracionDocument2 pagestarea 1 ciclo de refrigeracionCharly rule sNo ratings yet
- Instructivo Final Sobre Gestión de CalidadDocument13 pagesInstructivo Final Sobre Gestión de CalidadCharly rule sNo ratings yet
- EL ACENTO DIACRÍTICO (Limpio)Document7 pagesEL ACENTO DIACRÍTICO (Limpio)Charly rule sNo ratings yet
- uso de sofwareDocument3 pagesuso de sofwareCharly rule sNo ratings yet
- EL ACENTO DIACRÍTICO (Limpio)Document7 pagesEL ACENTO DIACRÍTICO (Limpio)Charly rule sNo ratings yet
- Perfil de Proyecto de GradoDocument6 pagesPerfil de Proyecto de GradoCharly rule s0% (1)
- Tarea 2 avance en proyecto de gradoDocument4 pagesTarea 2 avance en proyecto de gradoCharly rule sNo ratings yet
- Tarea de clase calculo de carga de productoDocument1 pageTarea de clase calculo de carga de productoCharly rule sNo ratings yet
- Carta Practicas ElementosDocument1 pageCarta Practicas ElementosCharly rule sNo ratings yet
- Chacarera Del OlvidoDocument2 pagesChacarera Del OlvidoCharly rule sNo ratings yet
- Diseño y construcción de plataforma para industria lácteaDocument10 pagesDiseño y construcción de plataforma para industria lácteaCharly rule sNo ratings yet
- Elevadores MagneticosDocument6 pagesElevadores MagneticosCharly rule sNo ratings yet
- Guia Fis100 1 1 2 Apuntes 8Document83 pagesGuia Fis100 1 1 2 Apuntes 8Charly rule sNo ratings yet
- Reciclado de MaterialesDocument17 pagesReciclado de MaterialesCharly rule sNo ratings yet
- IncotermsDocument4 pagesIncotermsCharly rule sNo ratings yet
- Error o Incertidumbre en Las MedicionesDocument49 pagesError o Incertidumbre en Las MedicionesCharly rule sNo ratings yet
- Vibraciones MecanicasDocument205 pagesVibraciones MecanicasHUGONo ratings yet
- Trabajo de Transmision ConvencionalDocument36 pagesTrabajo de Transmision ConvencionalCharly rule sNo ratings yet
- 1.metalurgia GeneralDocument4 pages1.metalurgia GeneralPrometeo TroyanoNo ratings yet
- Curso Motores Cummins Sistemas Cajas Cambios Transmision Ejes Traseros Diferenciales Frenos Camiones Volkswagen VWDocument218 pagesCurso Motores Cummins Sistemas Cajas Cambios Transmision Ejes Traseros Diferenciales Frenos Camiones Volkswagen VWRimberto Castro Palacios100% (3)
- BustionDocument7 pagesBustionPrometeo TroyanoNo ratings yet
- DefectologiaDocument9 pagesDefectologiaCharly rule sNo ratings yet
- Tablas ASP1Document3 pagesTablas ASP1carg29No ratings yet
- Sistemas de TransmisionDocument19 pagesSistemas de TransmisionCharly rule sNo ratings yet
- Velocidades Recomendadas para Liquidos - Bomba y TuberiasDocument11 pagesVelocidades Recomendadas para Liquidos - Bomba y TuberiasIsaac Deusdedit Salazar Ehuan100% (3)
- Filtros Activos TeoriaDocument53 pagesFiltros Activos TeoriaRomel DreideNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
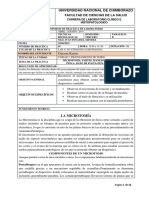
- THB 07 Informe de Microtomia - Karen GarzonDocument26 pagesTHB 07 Informe de Microtomia - Karen GarzonKaren Veronica Garzon SalazarNo ratings yet
- ntc2 Norma NTC 2 Siderurgia Ensayo de Traccion para Materiales Metalicos MetodoDocument35 pagesntc2 Norma NTC 2 Siderurgia Ensayo de Traccion para Materiales Metalicos MetodoJulian PuertaNo ratings yet
- Análisis exergético y exergoeconómico de plantas de generación de energía solar con cilindros parabólicosDocument10 pagesAnálisis exergético y exergoeconómico de plantas de generación de energía solar con cilindros parabólicosJessica MejiaNo ratings yet
- Experimento Pulso y CazaDocument26 pagesExperimento Pulso y CazaOmarCamposNo ratings yet
- PRACTICA 1 Filtro Rotatorioy PrensaDocument4 pagesPRACTICA 1 Filtro Rotatorioy PrensaRubí MGNo ratings yet
- Investigacion Centrales TermicasDocument7 pagesInvestigacion Centrales TermicasSamuel DiazNo ratings yet
- Presentacion PinturasDocument42 pagesPresentacion Pinturasoscar alarconNo ratings yet
- Taller de FraganciaDocument35 pagesTaller de FraganciaJenny Vasquez100% (1)
- HT SolikreteDocument3 pagesHT Solikretesniper2807No ratings yet
- Diseño Red Aire ComprimidoDocument144 pagesDiseño Red Aire ComprimidoJose Vega100% (1)
- Instalaciones neumáticas: análisis de componentesDocument19 pagesInstalaciones neumáticas: análisis de componentesContreras Galarza DiegoNo ratings yet
- III BIM - BIOLOGIA - 4TO AÑO - Guia 2 - Fotosíntesis IDocument8 pagesIII BIM - BIOLOGIA - 4TO AÑO - Guia 2 - Fotosíntesis Iprofesormiguel241No ratings yet
- Sem 14 Tarea Practica 2022-IDocument13 pagesSem 14 Tarea Practica 2022-Imaria juanaNo ratings yet
- Pañales ecológicos: Guía completa sobre pañales de telaDocument17 pagesPañales ecológicos: Guía completa sobre pañales de telaPaula BrunengoNo ratings yet
- Fertirriego en Cultivos OrnamentalesDocument15 pagesFertirriego en Cultivos OrnamentalesMarcelo GTNo ratings yet
- Ats SsomaDocument3 pagesAts SsomaRosa M Campusano FloresNo ratings yet
- Uso de PañosDocument22 pagesUso de PañosMarcelo0% (1)
- Quimica de La Materia Viva IMPRIMIRDocument5 pagesQuimica de La Materia Viva IMPRIMIRBiol. Daniela López EscobarNo ratings yet
- Biorreactores Distintos TiposDocument17 pagesBiorreactores Distintos TiposIan Ignacio Alvarado100% (1)
- Tratamiento de aguas residuales industriales mediante biotecnología ambientalDocument14 pagesTratamiento de aguas residuales industriales mediante biotecnología ambientalMaría Jose GuerreroNo ratings yet
- CFTRDocument6 pagesCFTRandresNo ratings yet
- HOJA DE SEGURIDAD ALQUIMDocument1 pageHOJA DE SEGURIDAD ALQUIMArcvil AlzNo ratings yet
- Análisis químico con espectrofotometría visibleDocument2 pagesAnálisis químico con espectrofotometría visibleCami BacaNo ratings yet
- Ciencias Y Tecnología. Química: Segundo TrimestreDocument42 pagesCiencias Y Tecnología. Química: Segundo TrimestreKarina Gomez100% (1)
- INTA Pergamino Mezclas de Tanque y Prueba de CompatibilidadDocument2 pagesINTA Pergamino Mezclas de Tanque y Prueba de CompatibilidadPedro Daniel LeivaNo ratings yet
- FORMATO Formulario para La Inspección de Redes Internas de GasDocument8 pagesFORMATO Formulario para La Inspección de Redes Internas de GasAndres Ramos LópezNo ratings yet
- Escuela palestina de PalomaresDocument3 pagesEscuela palestina de PalomaresEliziña MuñozNo ratings yet
- FIMACO SCHOOL - Módulo 1Document131 pagesFIMACO SCHOOL - Módulo 1Raul BritoNo ratings yet
- Materiales de Construcción para Sistema de AlcantarilladoDocument7 pagesMateriales de Construcción para Sistema de AlcantarilladoYuranis CabarcasNo ratings yet
- Hoja Tecnica 1303-FepDocument2 pagesHoja Tecnica 1303-FepJosue MorenoNo ratings yet