You might also like
- Etalons de Filetage Et Calculs IncertitudeDocument15 pagesEtalons de Filetage Et Calculs IncertitudeAzize RazamNo ratings yet
- Initiation À La Fonderie 1ère AnnéeDocument23 pagesInitiation À La Fonderie 1ère Annéeyouness100% (2)
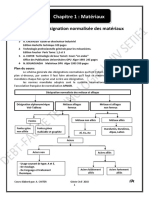
- Chapitre 1 - Matériaux PDFDocument9 pagesChapitre 1 - Matériaux PDFtabibkarimNo ratings yet
- Exercice ConceptionDocument7 pagesExercice ConceptionNejm IddinNo ratings yet
- 001 - GMAO - Identifier Les Objectifs Et Les Enjeux PDFDocument8 pages001 - GMAO - Identifier Les Objectifs Et Les Enjeux PDFNejm IddinNo ratings yet
- Chapitre II Moulage Forgeage EstampageDocument12 pagesChapitre II Moulage Forgeage EstampageBreathe 4 footballNo ratings yet
- Chap 2 Coursmoulage 3080713450383811970Document6 pagesChap 2 Coursmoulage 3080713450383811970Nabil Jlassi100% (1)
- Présentation Moulage S2Document18 pagesPrésentation Moulage S2Oussama CherifiNo ratings yet
- FonderieDocument28 pagesFonderiewqerqewrew100% (1)
- Procédés de fonderie-II-Moule - PermanentDocument47 pagesProcédés de fonderie-II-Moule - PermanentHicham BaghdadiNo ratings yet
- Fonderie PDFDocument7 pagesFonderie PDFmattuiffNo ratings yet
- Copie de Chap2 Outillages Pour Moulage en Coquille 2020Document36 pagesCopie de Chap2 Outillages Pour Moulage en Coquille 2020khaled AmeniNo ratings yet
- Désignation Des AciersDocument6 pagesDésignation Des AciersgasolineandoilNo ratings yet
- Le Principe Du Moulage - Fonderie PDFDocument14 pagesLe Principe Du Moulage - Fonderie PDFZakaria BettiouiNo ratings yet
- Ch1 - Moulage Des Matu00E9riaux Mu00E9talliquesDocument22 pagesCh1 - Moulage Des Matu00E9riaux Mu00E9talliquesYounes KaderNo ratings yet
- Chapitre 1. Découpage Des TolesDocument20 pagesChapitre 1. Découpage Des TolesgadriNo ratings yet
- L'usinabilité Des MatériauxDocument39 pagesL'usinabilité Des Matériauxsalah mebroukNo ratings yet
- Moulage La Cire PerdueDocument3 pagesMoulage La Cire PerdueahmedNo ratings yet
- Rapport Bibliographique Soudage Multi Passe FinalDocument33 pagesRapport Bibliographique Soudage Multi Passe Finalarturo14051984No ratings yet
- Moulage en Sable ManuelDocument9 pagesMoulage en Sable ManuelkadirikakaNo ratings yet
- Forgeage À Froid de L'acier, Choix de L'acier Et ProcédésDocument20 pagesForgeage À Froid de L'acier, Choix de L'acier Et ProcédésMOHAMEDNo ratings yet
- Moulage 2Document18 pagesMoulage 2Youness El Hamri100% (1)
- Foundry French PDFDocument84 pagesFoundry French PDFIlu SionNo ratings yet
- Guide Pratique Du Soudeur MMADocument106 pagesGuide Pratique Du Soudeur MMAslimamriNo ratings yet
- 4 - Fabrication Des Pieces BrutesDocument22 pages4 - Fabrication Des Pieces Brutesbadr hadriNo ratings yet
- Moulage en SableDocument35 pagesMoulage en Sableamine jerbouyNo ratings yet
- Chapitre 3 Etude Du Diagramme Fer CarboneDocument16 pagesChapitre 3 Etude Du Diagramme Fer CarboneSid BouhaNo ratings yet
- Guide Des Aciers À Outils Pour Travail À Froid Et À Chaud Télécharger, Lire PDFDocument7 pagesGuide Des Aciers À Outils Pour Travail À Froid Et À Chaud Télécharger, Lire PDFWalid Ben AmirNo ratings yet
- 4 Procedes de MoulagesDocument7 pages4 Procedes de MoulageskarimNo ratings yet
- Fabrication AcierDocument12 pagesFabrication AcierAnonymous IUfF7E67ir100% (2)
- Comment Tremper L'acier Pour Fabriquer Des OutilsDocument3 pagesComment Tremper L'acier Pour Fabriquer Des OutilsPamela VelasquezNo ratings yet
- Le Forgeage:: Nom:DE LOITIERE Martin Nom:Ollier Max Nom:STAMM ArnaudDocument3 pagesLe Forgeage:: Nom:DE LOITIERE Martin Nom:Ollier Max Nom:STAMM ArnaudFarouk RezguiNo ratings yet
- Cour Fabrication 12 Final 1Document41 pagesCour Fabrication 12 Final 1Chokri Atef100% (2)
- Soudage - Conception D'un Assemblage Soudé - WikilivresDocument14 pagesSoudage - Conception D'un Assemblage Soudé - WikilivresPierre André100% (1)
- Tabelle MaterialiDocument41 pagesTabelle MaterialiEnrico MauroNo ratings yet
- 20 Conception Des Pieces MouleesDocument18 pages20 Conception Des Pieces MouleesMohamedAyoubNo ratings yet
- Élaboration Des Pièces Par Usinage ESTEM 2022Document58 pagesÉlaboration Des Pièces Par Usinage ESTEM 2022Soukaina HanineNo ratings yet
- CH1 - P2 - Désignation Des Matériaux PDFDocument5 pagesCH1 - P2 - Désignation Des Matériaux PDFousmaneNo ratings yet
- Travaux de FabricationDocument7 pagesTravaux de FabricationDayang DayangNo ratings yet
- Tracé Des Pièces en Fonction de Leur Procédé D ObtentionDocument15 pagesTracé Des Pièces en Fonction de Leur Procédé D ObtentionNejm IddinNo ratings yet
- MODULE 06 ELABORATION ET CONSTITUTION DU DOSSIER DE FABRICATION (Partie 1) PDFDocument67 pagesMODULE 06 ELABORATION ET CONSTITUTION DU DOSSIER DE FABRICATION (Partie 1) PDFnawrami67% (6)
- 1.tarif D'un SoudeurDocument10 pages1.tarif D'un SoudeurION TEIUSANUNo ratings yet
- 1-Etude Des Surépaisseurs D'usinageDocument1 page1-Etude Des Surépaisseurs D'usinagenahim100% (1)
- 1 - Leçon de DécoupageDocument10 pages1 - Leçon de DécoupageHamada HamadaNo ratings yet
- NF EN 1561 Fonte FGL Decembre 2011Document33 pagesNF EN 1561 Fonte FGL Decembre 2011sansplomblNo ratings yet
- 17 Defauts de MoulageDocument3 pages17 Defauts de MoulageSabri Belaidi100% (1)
- FonderieDocument6 pagesFonderieWalid NASRINo ratings yet
- DéfautsDocument6 pagesDéfautsAbdessalem Chamekh100% (1)
- Cours - Calcul en Fonderie - 2021-2022Document93 pagesCours - Calcul en Fonderie - 2021-2022chaymae amarNo ratings yet
- Soudage À La Flamme PDFDocument8 pagesSoudage À La Flamme PDFGOUAREF SAMIRNo ratings yet
- MatériauxDocument144 pagesMatériauxsemvpmNo ratings yet
- Ti - M4532 - Aciers Pour Traitements Thermiques - Mise en Oeuvre - G - MURRYDocument14 pagesTi - M4532 - Aciers Pour Traitements Thermiques - Mise en Oeuvre - G - MURRYJean Paul WeilerNo ratings yet
- Résumé mst2Document4 pagesRésumé mst2bessam100% (1)
- Moulage CoursDocument61 pagesMoulage Coursyouness100% (2)
- Fusion de La Fonte Au Cubilot: TechnologieDocument31 pagesFusion de La Fonte Au Cubilot: Technologieimen mehri100% (1)
- Designation Normalisee Des Aciers Et Des FontesDocument9 pagesDesignation Normalisee Des Aciers Et Des FontesMohamed El Hadi RedjaimiaNo ratings yet
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautFrom EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautRating: 5 out of 5 stars5/5 (1)
- Techniques de Fabrication MécaniqueDocument80 pagesTechniques de Fabrication MécaniquetestttNo ratings yet
- Moulage Et Soudage - 1 - PDFDocument132 pagesMoulage Et Soudage - 1 - PDFdellmika100% (2)
- MoulageDocument11 pagesMoulageMohamed Cheikh100% (2)
- 02 MoulageDocument32 pages02 MoulageattouNo ratings yet
- Analyses SWOT Des Principales Entreprises Allemandes (Marketing)Document16 pagesAnalyses SWOT Des Principales Entreprises Allemandes (Marketing)Nejm IddinNo ratings yet
- RDM Cisaillement Exercices PDFDocument1 pageRDM Cisaillement Exercices PDFNejm Iddin100% (2)
- Test de Connaissance Norme ISO 9001Document4 pagesTest de Connaissance Norme ISO 9001Nejm Iddin100% (4)
- Construction Navires PDFDocument107 pagesConstruction Navires PDFNejm Iddin100% (2)
- IATF Version 2016Document31 pagesIATF Version 2016Nejm Iddin0% (1)
- Cylindre PlanDocument7 pagesCylindre PlanNejm IddinNo ratings yet
- Cours DEPL ForgeDocument8 pagesCours DEPL ForgeNejm IddinNo ratings yet
- 538 PDFDocument92 pages538 PDFNejm IddinNo ratings yet
- وزارة التعليم العالي و البحث العلمي PDFDocument87 pagesوزارة التعليم العالي و البحث العلمي PDFNejm IddinNo ratings yet
- Efforts Sur Les DenturesDocument16 pagesEfforts Sur Les DenturesNejm IddinNo ratings yet
- Cours DEPL ForgeDocument8 pagesCours DEPL ForgeNejm IddinNo ratings yet
- Chevalierguidedutechnicienenproductique 141230044502 Conversion Gate01Document8 pagesChevalierguidedutechnicienenproductique 141230044502 Conversion Gate01Nejm IddinNo ratings yet
- Guide Du Technicien ProductiqueDocument271 pagesGuide Du Technicien ProductiqueSami Bennour100% (13)
- ExtraitDocument8 pagesExtraitNejm IddinNo ratings yet
- MECAH201 Chap4aDocument90 pagesMECAH201 Chap4aNejm IddinNo ratings yet
- TD Injection PlastiqueDocument4 pagesTD Injection PlastiqueMounir Douggaz100% (1)
- DESEMBERDocument48 pagesDESEMBERpuskesmaslosari.brebNo ratings yet
- DMOS Multiprocédés PDFDocument10 pagesDMOS Multiprocédés PDFSoufiane Sani HarounaNo ratings yet
- Fonderie Le Moulage en SableDocument4 pagesFonderie Le Moulage en SableBruno THIEBAUTNo ratings yet
- Le Grand-Oeuvre Opératoire2 PDFDocument66 pagesLe Grand-Oeuvre Opératoire2 PDFKamala100% (2)
- Integral86 PDFDocument68 pagesIntegral86 PDFAlaeddine KharchiNo ratings yet
- Non Preload Assemblies BS EN 15048 12 PDFDocument4 pagesNon Preload Assemblies BS EN 15048 12 PDFShubhrashree MajiNo ratings yet
- Des Mat2Document1 pageDes Mat2Yassine BouchattaNo ratings yet
- La CorrosionDocument5 pagesLa Corrosionqw2jcz45pkNo ratings yet
- Groupe ElectrodesDocument55 pagesGroupe Electrodesbey100% (1)
- TRT TermiqueDocument30 pagesTRT Termiquehassak sihamNo ratings yet
- Bricothèmes HS01 - Le Travail Du Métal (1) ..Wawacity - Ec..Document124 pagesBricothèmes HS01 - Le Travail Du Métal (1) ..Wawacity - Ec..ZhangorNo ratings yet
- Devis DescriptifDocument26 pagesDevis DescriptifMïřå Dąnìa100% (2)
- Galva A ChaudDocument13 pagesGalva A ChaudsaidnowNo ratings yet
- Ft469 Eshore Plug LVDocument10 pagesFt469 Eshore Plug LVKmj KmjNo ratings yet
- Vocabulary - Plancher CollaborantDocument4 pagesVocabulary - Plancher CollaborantoscarNo ratings yet
- FRDocument271 pagesFRtalla1No ratings yet
- Eaux2017Document98 pagesEaux2017si laNo ratings yet
- Page Catalogue LNTP - Manchon Multimateriaux VPC Funke PDFDocument4 pagesPage Catalogue LNTP - Manchon Multimateriaux VPC Funke PDFSerge TonioloNo ratings yet
- 7 Classification Des Aciers Et Des Fonte PDFDocument34 pages7 Classification Des Aciers Et Des Fonte PDFDa JesusluvsmeNo ratings yet
- Goulottes Pour EscaliersDocument8 pagesGoulottes Pour EscaliersMarwan ZoueinNo ratings yet
- CPW23Document22 pagesCPW23Nebojša MićićNo ratings yet
- Catalogue Metaux D Apport Ewm 2014Document224 pagesCatalogue Metaux D Apport Ewm 2014Oualid AissatNo ratings yet
- ST475DDocument10 pagesST475Dg33k59No ratings yet
- NF en 14399-2Document16 pagesNF en 14399-2Rabah BoukelaNo ratings yet
- Vannes-Papillon HzEV PDFDocument3 pagesVannes-Papillon HzEV PDFmikeNo ratings yet