You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- AWS-Welding CodesDocument11 pagesAWS-Welding CodesPradip Tapan Banerjee100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Tiling WorkDocument8 pagesTiling WorkRaden Ashkandi MuttakinNo ratings yet
- Bailey Platinum Plus Steel Stud Track For Drywall FramingDocument4 pagesBailey Platinum Plus Steel Stud Track For Drywall FramingHenryNo ratings yet
- Metallography PDFDocument185 pagesMetallography PDFDante GarzaNo ratings yet
- A Home-Grown FoundryDocument12 pagesA Home-Grown Foundryjraju1974100% (4)
- Timber CladdingDocument24 pagesTimber CladdinglidwinachristianNo ratings yet
- WM - Jiskoot Sampling OverviewDocument4 pagesWM - Jiskoot Sampling OverviewSaravanakumar RajagopalNo ratings yet
- Polishing AgntsDocument57 pagesPolishing AgntsBharanijaNo ratings yet
- Module 06 B1 NotesDocument276 pagesModule 06 B1 Notesmechanomano100% (2)
- Bayou Concrete Weight Coating PDFDocument2 pagesBayou Concrete Weight Coating PDFTinuoye Folusho OmotayoNo ratings yet
- Patent Glazing.. GRP PresentationDocument33 pagesPatent Glazing.. GRP PresentationPooja ParekhNo ratings yet
- High Fire Glazes ExcerptDocument24 pagesHigh Fire Glazes ExcerptFractalzNo ratings yet
- Closed Die Forging Reading MaterialDocument27 pagesClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- Grechin ELGIAGM2018Document12 pagesGrechin ELGIAGM2018Saravanakumar RajagopalNo ratings yet
- Gce Salem Paper PresentationDocument2 pagesGce Salem Paper PresentationSaravanakumar RajagopalNo ratings yet
- Cat. No.-FLV-1095 Metropole Regular Concealed Flush Valve, 32mm Size For Western Commode With Round FlangeDocument1 pageCat. No.-FLV-1095 Metropole Regular Concealed Flush Valve, 32mm Size For Western Commode With Round FlangeSaravanakumar RajagopalNo ratings yet
- Course ContentsDocument1 pageCourse ContentsSaravanakumar RajagopalNo ratings yet
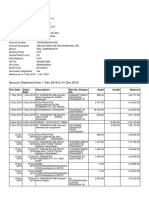
- Account Statement From 1 Dec 2016 To 31 Dec 2016: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument2 pagesAccount Statement From 1 Dec 2016 To 31 Dec 2016: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceSaravanakumar RajagopalNo ratings yet
- Nit Trichy Institution Fees. Date:: e Receipt For State Bank Collect PaymentDocument1 pageNit Trichy Institution Fees. Date:: e Receipt For State Bank Collect PaymentSaravanakumar RajagopalNo ratings yet
- Wind Tunnel Construction Details: Figures Depicted Are Indicative OnlyDocument1 pageWind Tunnel Construction Details: Figures Depicted Are Indicative OnlySaravanakumar RajagopalNo ratings yet
- Jan 15abhimataDocument24 pagesJan 15abhimataSaravanakumar RajagopalNo ratings yet
- Experiments On Reduction in Blowing Time (Stirring Action) During Blowing in EOF 0.1 Scale Model & 0.3 Scale ModelDocument5 pagesExperiments On Reduction in Blowing Time (Stirring Action) During Blowing in EOF 0.1 Scale Model & 0.3 Scale ModelSaravanakumar RajagopalNo ratings yet
- ScheduleDocument2 pagesScheduleSaravanakumar RajagopalNo ratings yet
- Introduction To Nanoscience and Nanotechnology: A Workbook: M. Kuno August 22, 2005Document370 pagesIntroduction To Nanoscience and Nanotechnology: A Workbook: M. Kuno August 22, 2005Saravanakumar RajagopalNo ratings yet
- Accredited Degree Website ListDocument44 pagesAccredited Degree Website ListSaravanakumar RajagopalNo ratings yet
- DATA - SHEET-Concrete Bonding Adhesive 9902Document2 pagesDATA - SHEET-Concrete Bonding Adhesive 9902Jong Dollente Jr.No ratings yet
- ME317 Manufacturing Technology Lab ManualDocument22 pagesME317 Manufacturing Technology Lab ManualLakshmi PrasadNo ratings yet
- Catálogo CONSTRUCCIÓN 2011Document32 pagesCatálogo CONSTRUCCIÓN 2011fusfernandoNo ratings yet
- Shop Parctice No. 6.2 Molding Practice 2Document8 pagesShop Parctice No. 6.2 Molding Practice 2Patrick James RoseteNo ratings yet
- Adiprene BLM 500Document5 pagesAdiprene BLM 5008612106535No ratings yet
- E08Document7 pagesE08abuahnfNo ratings yet
- Gambia Housing Project Complete Proposal - EurekaDocument12 pagesGambia Housing Project Complete Proposal - Eurekaapi-253641363No ratings yet
- Siwes Report GoogleDocument28 pagesSiwes Report GoogleelvisNo ratings yet
- CATALOGO U-Bolt Cote BrochureDocument4 pagesCATALOGO U-Bolt Cote BrochureEdwin Junior Castillo Luzon100% (1)
- Chapter2 Materials Used in Vacuum SystemsDocument36 pagesChapter2 Materials Used in Vacuum SystemsDeepak PatwardhanNo ratings yet
- BOQ SSB Part 1 PDFDocument358 pagesBOQ SSB Part 1 PDFakshanshrail100% (1)
- Basic Construction DesignDocument8 pagesBasic Construction DesignAbigail LoricoNo ratings yet
- C SPI Resma 2011Document34 pagesC SPI Resma 2011Nacir BoualiNo ratings yet
- Galvanized Peeling Vs FlakingDocument1 pageGalvanized Peeling Vs FlakingECCNo ratings yet
- Iron-Iron Carbide Phase Diagram: Effect of Pressure On Allotropy of IronDocument5 pagesIron-Iron Carbide Phase Diagram: Effect of Pressure On Allotropy of IronnareshNo ratings yet
- Cast Steel Guide FEB05Document6 pagesCast Steel Guide FEB05Serad AdsenNo ratings yet
- Cs StockDocument121 pagesCs StockKiran Kumar K TNo ratings yet
- (Insert Job No.) : #Project NameDocument6 pages(Insert Job No.) : #Project NamePoppe MusaNo ratings yet
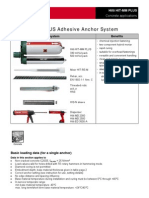
- Hilti HIT MM Plus 1Document14 pagesHilti HIT MM Plus 1Mihnea-Bogdan NicolaescuNo ratings yet
- Schulamid 612 PresentationDocument24 pagesSchulamid 612 PresentationAngel LagrañaNo ratings yet