You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Identification of Mammalian Hair: Brunner, Hans & Coman, Brian Bookseller Image View Larger Image The Identification of Mammalian HairDocument14 pagesThe Identification of Mammalian Hair: Brunner, Hans & Coman, Brian Bookseller Image View Larger Image The Identification of Mammalian Hairjerome_turmerNo ratings yet
- New Rabbit and Tortoise StoryDocument31 pagesNew Rabbit and Tortoise StoryAbd Rahman IbrahimNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
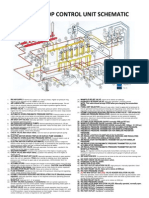
- Koomey Unit-53 Items - A3Document1 pageKoomey Unit-53 Items - A3Jayaprakash Gopala Kamath83% (6)
- Filmora KeyDocument3 pagesFilmora KeyMis50% (2)
- It Is Finished - John 19 30Document4 pagesIt Is Finished - John 19 30payasrommelNo ratings yet
- Science Investigatory Project: Group#3 Banana Peel As Shoe PolishDocument11 pagesScience Investigatory Project: Group#3 Banana Peel As Shoe PolishGMae Lim100% (4)
- Et Advt EngDocument1 pageEt Advt EngAdi NarayanaNo ratings yet
- AdvtDocument6 pagesAdvtKalai PremNo ratings yet
- Crazy Monkey's StoryDocument20 pagesCrazy Monkey's StoryArulrajNo ratings yet
- I Am Tying The Knot Finally!Document1 pageI Am Tying The Knot Finally!ArulrajNo ratings yet
- InstructionsDocument18 pagesInstructionsArulraj100% (1)
- Guess The Movie Name (Tamil)Document61 pagesGuess The Movie Name (Tamil)SANJAY BALANo ratings yet
- Bringing Smiles On Your FaceDocument69 pagesBringing Smiles On Your FaceArulrajNo ratings yet
- கடவுளைக் கண்டேன் ரஸவாதம் - By CharuDocument2 pagesகடவுளைக் கண்டேன் ரஸவாதம் - By CharuArulrajNo ratings yet
- Say Her SorryDocument1 pageSay Her SorryArulrajNo ratings yet
- Open System Interconnection Routing Protocol: Chapter GoalsDocument8 pagesOpen System Interconnection Routing Protocol: Chapter GoalsArulrajNo ratings yet
- The Design of Digital PID Controllers UsingDocument4 pagesThe Design of Digital PID Controllers UsingArulrajNo ratings yet
- Self-Tuning Analog Proportional-Integral-Derivative (PID) ControllerDocument8 pagesSelf-Tuning Analog Proportional-Integral-Derivative (PID) ControllerJun LeeNo ratings yet
- DCS Thyristor Power Converters For DC DriveDocument48 pagesDCS Thyristor Power Converters For DC DriveArulrajNo ratings yet
- April Fooooolllll !! BanayaDocument1 pageApril Fooooolllll !! BanayaArulrajNo ratings yet
- Electronics, Instrumentation & Control (EI&C) in ChemicalDocument2 pagesElectronics, Instrumentation & Control (EI&C) in ChemicalArulrajNo ratings yet
- J. Hetthéssy, A. Barta, R. Bars: DeadDocument5 pagesJ. Hetthéssy, A. Barta, R. Bars: DeadArulrajNo ratings yet
- Neelavannan 12 Mani NeramDocument161 pagesNeelavannan 12 Mani NeramArulrajNo ratings yet
- Free Switch in Real LifeDocument19 pagesFree Switch in Real LifeArulraj100% (3)
- PID Controllers: Control Engineering by Dr. L. K. WongDocument34 pagesPID Controllers: Control Engineering by Dr. L. K. WongArulrajNo ratings yet
- கார்ல் மார்க்ஸ் - History in TamilDocument36 pagesகார்ல் மார்க்ஸ் - History in Tamiltharsan29100% (5)
- 45lessons in LifeDocument25 pages45lessons in LifeChris NadeauNo ratings yet
- வந்தார்கள் வென்றார்கள்Document188 pagesவந்தார்கள் வென்றார்கள்Arulraj100% (14)
- ஆ..! - சுஜாதா Aah - sujathaDocument93 pagesஆ..! - சுஜாதா Aah - sujathaArulraj100% (7)
- Shirdi Sai Baba Life HistoryDocument427 pagesShirdi Sai Baba Life HistoryArulraj91% (11)
- Pa - Raghavan in MayavalaiDocument121 pagesPa - Raghavan in MayavalaiHaveit12No ratings yet
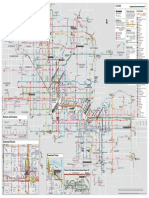
- Valley Metro System MapDocument1 pageValley Metro System MapLục Ẩn ĐạtNo ratings yet
- Purdue Pharma-Mass. AGDocument312 pagesPurdue Pharma-Mass. AGWews WebStaff100% (1)
- TAD940GEDocument2 pagesTAD940GEhumbertoNo ratings yet
- Paths, Path Products and Regular Expressions: UNIT-3Document70 pagesPaths, Path Products and Regular Expressions: UNIT-3ranjithNo ratings yet
- The SAA Archaeological Record - May 2013Document64 pagesThe SAA Archaeological Record - May 2013Wahyudi BurhanNo ratings yet
- Modals - MaiorDocument9 pagesModals - MaiorGabriel CintraNo ratings yet
- Aristotle Great ChainDocument11 pagesAristotle Great ChainPaul Ng WaiNo ratings yet
- Qualcast Trucks Catalog2015Document188 pagesQualcast Trucks Catalog2015Edwin Javier Garavito100% (2)
- Control Systems Prof. C. S. Shankar Ram Department of Engineering Design Indian Institute of Technology, Madras Lecture - 40 Root Locus 4 Part-2Document7 pagesControl Systems Prof. C. S. Shankar Ram Department of Engineering Design Indian Institute of Technology, Madras Lecture - 40 Root Locus 4 Part-2HgNo ratings yet
- أساليب البلاغة في سورة الملكDocument24 pagesأساليب البلاغة في سورة الملكjihan pyramida50% (2)
- Enable Root Access openSUSEDocument4 pagesEnable Root Access openSUSEAgung PambudiNo ratings yet
- In The West, The Shadow of The Gnomon Points East (As Shown in The Pictures Below)Document7 pagesIn The West, The Shadow of The Gnomon Points East (As Shown in The Pictures Below)ShanmugasundaramNo ratings yet
- University Assignment Report CT7098Document16 pagesUniversity Assignment Report CT7098Shakeel ShahidNo ratings yet
- Elmasri Ch03Document36 pagesElmasri Ch03Mohammed AlhwaitatNo ratings yet
- Lab ManualDocument4 pagesLab ManualSagar AryalNo ratings yet
- Case Study-Canine ParvoDocument7 pagesCase Study-Canine Parvoapi-437365077No ratings yet
- Multiple Integrals: Example 3 SolutionDocument15 pagesMultiple Integrals: Example 3 SolutionshivanshNo ratings yet
- Blockchain in Energy and SustainabilityDocument2 pagesBlockchain in Energy and SustainabilityShweta AkellaNo ratings yet
- Workshop 3 - MathsDocument5 pagesWorkshop 3 - MathsJuan David Bernal QuinteroNo ratings yet
- Emailing Teacher Notes PDFDocument2 pagesEmailing Teacher Notes PDFSylwia WęglewskaNo ratings yet
- Social Sciences-Grade 9 Geography Worksheet May 2020Document7 pagesSocial Sciences-Grade 9 Geography Worksheet May 2020agangdayimaniNo ratings yet
- Legal Counseling EssayDocument3 pagesLegal Counseling EssayKit UndugNo ratings yet
- Sep Incoming Exchange Guide PDFDocument13 pagesSep Incoming Exchange Guide PDFhmmmNo ratings yet
- 786F - Ficha Técnica PDFDocument1 page786F - Ficha Técnica PDFJhon BaldeonNo ratings yet
- B-Gl-385-008 Rocket, High Explosive, 66 MM, NM 72 E5Document85 pagesB-Gl-385-008 Rocket, High Explosive, 66 MM, NM 72 E5Jared A. Lang100% (1)