You might also like
- Essay 1 DraftDocument1 pageEssay 1 Draftgdx3100% (3)
- State of The Art Electrical Discharge Machining (EDM)Document14 pagesState of The Art Electrical Discharge Machining (EDM)varun.119100% (1)
- White Lily - Ship's ParticularDocument1 pageWhite Lily - Ship's ParticularAYA ALHADITHEYNo ratings yet
- Electrical Discharge Machining: Jump To Navigation Jump To SearchDocument17 pagesElectrical Discharge Machining: Jump To Navigation Jump To SearchPanosNo ratings yet
- Electrical Discharge MachiningDocument6 pagesElectrical Discharge MachiningzidaaanNo ratings yet
- Electrical Discharge MachiningDocument14 pagesElectrical Discharge MachiningHamdhan Syawal Mohd SuhaimiNo ratings yet
- Electrical Discharge Machining: HistoryDocument11 pagesElectrical Discharge Machining: HistoryMwafaq Bani Amirah100% (1)
- Edm Wire CurDocument8 pagesEdm Wire CurAli HusinNo ratings yet
- Mesin Edm WirecutDocument10 pagesMesin Edm Wirecutcrewz_19No ratings yet
- Electric Discharge MachiningDocument11 pagesElectric Discharge MachiningNia SyafiqqNo ratings yet
- Report On Self Driving CarDocument23 pagesReport On Self Driving CarAnonymous 8zeEYkNo ratings yet
- Title: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Document23 pagesTitle: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Nur Shaheera Zainurin33% (3)
- Electrical Discharge MachiningDocument38 pagesElectrical Discharge Machiningmohdkamran2007100% (2)
- Electrical Discharge MachiningDocument11 pagesElectrical Discharge MachiningRizwan MrnNo ratings yet
- Plasma Arc MachiningDocument6 pagesPlasma Arc MachiningGaurav Nigam0% (1)
- Principle of Spark ErosionDocument5 pagesPrinciple of Spark ErosionAjay RanaNo ratings yet
- CHAPTER-4-Thermal TypeDocument45 pagesCHAPTER-4-Thermal TypeWinta BreaNo ratings yet
- Electrical Discharge MachiningDocument16 pagesElectrical Discharge MachiningRizwan MrnNo ratings yet
- Introduction To Wire-Cut EdmDocument7 pagesIntroduction To Wire-Cut EdmZamree Bin HarunNo ratings yet
- Electrochemical MachiningDocument3 pagesElectrochemical Machiningsubhashraj18No ratings yet
- Die Sinking ReportDocument11 pagesDie Sinking Report15 thnNo ratings yet
- Experiment 1 Mechining 2Document3 pagesExperiment 1 Mechining 2Malik ShahidNo ratings yet
- Chapter-1: Department of Mechanical Engineering:: NEC-GUDURDocument49 pagesChapter-1: Department of Mechanical Engineering:: NEC-GUDURChalla varun KumarNo ratings yet
- Assignment 2 (Praful Rawat 160970104033)Document5 pagesAssignment 2 (Praful Rawat 160970104033)as hgfNo ratings yet
- Electrical Discharge Machining (EDM) : By: 1602-031 022 024 032 046 048 Submitted to:Dr.S.B.MISHRADocument35 pagesElectrical Discharge Machining (EDM) : By: 1602-031 022 024 032 046 048 Submitted to:Dr.S.B.MISHRAmanish kumarNo ratings yet
- "Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanaDocument12 pages"Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanatheijesNo ratings yet
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocument32 pagesLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- Electric Discharge Machining Technology: Presented By, D.K.N.Swaroopa Rani, 18331D3405, M.Tech (PDM)Document12 pagesElectric Discharge Machining Technology: Presented By, D.K.N.Swaroopa Rani, 18331D3405, M.Tech (PDM)Swaroopa raniNo ratings yet
- Process Mechanism of EDM ProcessDocument9 pagesProcess Mechanism of EDM ProcessdongreganeshNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelNo ratings yet
- Electrical Discharge Machining (EDM)Document68 pagesElectrical Discharge Machining (EDM)Sreedhar PugalendhiNo ratings yet
- WIRE EDM LikhithDocument5 pagesWIRE EDM LikhithAvengers AssembleNo ratings yet
- Electrical Discharge Machining (Edm) : Process PrinciplesDocument11 pagesElectrical Discharge Machining (Edm) : Process PrinciplesPrasad ChikkamNo ratings yet
- Edm AssignmentDocument8 pagesEdm Assignmentfarahin_selamatNo ratings yet
- EDM Die SinkingDocument10 pagesEDM Die SinkingAleeza AshfaqueNo ratings yet
- Electro Discharge MachiningDocument54 pagesElectro Discharge MachiningLihas AirohalNo ratings yet
- Electrical Discharge MachiningDocument30 pagesElectrical Discharge MachiningParas MalhotraNo ratings yet
- Finite-Element Simulation of Dimensional Limitation of Electro Chemical Machining (ECM) ProcessDocument5 pagesFinite-Element Simulation of Dimensional Limitation of Electro Chemical Machining (ECM) Processnirmala bogireddyNo ratings yet
- Title: Introduction To Non-Conventional Machining Process (Wire EDM)Document4 pagesTitle: Introduction To Non-Conventional Machining Process (Wire EDM)Parameshwara MeenaNo ratings yet
- Optimization of Process Parameters in Die Sinking EDM - A REVIEWDocument6 pagesOptimization of Process Parameters in Die Sinking EDM - A REVIEWIJSTENo ratings yet
- Edm Machining CombinedDocument24 pagesEdm Machining Combinedapi-550209208No ratings yet
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDocument9 pagesA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraNo ratings yet
- Non Conventional MachiningDocument19 pagesNon Conventional MachiningTooling ganeshNo ratings yet
- End Shiv Seminar ReportDocument21 pagesEnd Shiv Seminar Reportmohitmemitrc2020No ratings yet
- Electrical Discharge Machine (Edm) PDFDocument65 pagesElectrical Discharge Machine (Edm) PDFsujayan2005100% (3)
- Electrochemical MachiningDocument104 pagesElectrochemical MachiningDeepak SharmaNo ratings yet
- Wire Cut EdmDocument2 pagesWire Cut EdmSaurabh Saini0% (1)
- Ucmp - Assignment 15P31A0383Document5 pagesUcmp - Assignment 15P31A0383Sài TejaNo ratings yet
- Electrical Discharge Machining: Training ObjectivesDocument5 pagesElectrical Discharge Machining: Training ObjectivesJreff GrimmNo ratings yet
- Lab Report EDMDocument5 pagesLab Report EDMMuzamil RazaNo ratings yet
- Advancing EDM Through Fundamental Insight Into The Process: Workpiece WorkpieceDocument24 pagesAdvancing EDM Through Fundamental Insight Into The Process: Workpiece WorkpieceRaúl A. Laverde YepesNo ratings yet
- Electrical Discharge Machining (EDM)Document28 pagesElectrical Discharge Machining (EDM)Jayant SisodiaNo ratings yet
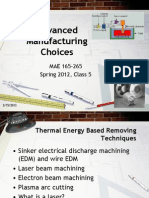
- Advanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Document46 pagesAdvanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Subramaniyan MahendiranNo ratings yet
- Mentor Name-: Capstone Project Report OnDocument30 pagesMentor Name-: Capstone Project Report Onconstructive_mind000No ratings yet
- Edm Electronic Discharge Machine PowerpointDocument20 pagesEdm Electronic Discharge Machine PowerpointLearn19No ratings yet
- Electro-Discharge Machining (EDM) - Industrial EngineeringDocument24 pagesElectro-Discharge Machining (EDM) - Industrial EngineeringshahadNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- Report Mii 1023 Marketing Management 2Document6 pagesReport Mii 1023 Marketing Management 2qibNo ratings yet
- Architecture Books To ReadDocument3 pagesArchitecture Books To ReadChirag HablaniNo ratings yet
- Applied Linguistics Handout LessonDocument23 pagesApplied Linguistics Handout LessonArgene MonrealNo ratings yet
- Project Report On Working-CapitalDocument74 pagesProject Report On Working-Capitalravikant2105100% (1)
- Measurement of Hardness of Rubber CompoundsDocument8 pagesMeasurement of Hardness of Rubber CompoundsDarshan VariaNo ratings yet
- How Fractions, Decimals and Percentages Work TogetherDocument9 pagesHow Fractions, Decimals and Percentages Work TogetherjohnteecubeNo ratings yet
- Morning Report Case Presentation: APRIL 1, 2019Document14 pagesMorning Report Case Presentation: APRIL 1, 2019Emily EresumaNo ratings yet
- Circular WaveguideDocument19 pagesCircular WaveguideLam DinhNo ratings yet
- Cs Supply ChainDocument7 pagesCs Supply ChainJoy MartinezNo ratings yet
- Definition, Classification and Diagnosis of Diabetes, Prediabetes and Metabolic SyndromeDocument6 pagesDefinition, Classification and Diagnosis of Diabetes, Prediabetes and Metabolic SyndromemandaNo ratings yet
- Exercises For Functional AnalysisDocument10 pagesExercises For Functional AnalysisEDU CIPANANo ratings yet
- Collection DunodDocument2 pagesCollection DunodBrahim Boutjbirine50% (4)
- Ups Nova 1100Document13 pagesUps Nova 1100Chris AntoniouNo ratings yet
- Networker MergedDocument261 pagesNetworker MergedShafee AhmadNo ratings yet
- 0-IEC Standards ListDocument161 pages0-IEC Standards Listrasheed313No ratings yet
- Strategic Cost ManagementDocument12 pagesStrategic Cost ManagementvionysusgoghNo ratings yet
- CSN-261: Data Structures Laboratory: Lab Assignment 5 (L5)Document3 pagesCSN-261: Data Structures Laboratory: Lab Assignment 5 (L5)GajananNo ratings yet
- Effect of Soil Deformability On RigidityDocument11 pagesEffect of Soil Deformability On RigidityCesar Basantes AvalosNo ratings yet
- Manual Expert 7.1 - OXODocument1,324 pagesManual Expert 7.1 - OXOEduardo SilvaNo ratings yet
- Holmstrom1982 Moral Hazard in TeamsDocument18 pagesHolmstrom1982 Moral Hazard in TeamsfaqeveaNo ratings yet
- Fluid Mechanics - Lecture 04Document10 pagesFluid Mechanics - Lecture 04Danny SubramaniamNo ratings yet
- 5E Lesson Plan Template: TeacherDocument6 pages5E Lesson Plan Template: Teacherapi-534260240No ratings yet
- Torque SpecsDocument21 pagesTorque SpecssaturnayalaNo ratings yet
- 2011-006 Tangram People (All Ages) PDFDocument28 pages2011-006 Tangram People (All Ages) PDFKhalil BarhoumiNo ratings yet
- Ocrsm Assignment 1Document13 pagesOcrsm Assignment 1Vaishnavi LoyaNo ratings yet
- Holes by Louis Sachar: Guided Reading Questions, Vocabulary, and Task Sheets by Heather BlackburnDocument22 pagesHoles by Louis Sachar: Guided Reading Questions, Vocabulary, and Task Sheets by Heather BlackburnSonia ChowdhariNo ratings yet
- FORD Vs GMDocument14 pagesFORD Vs GMMahboob Reza100% (1)
- Dividido Trane 30 TonsDocument23 pagesDividido Trane 30 TonsairemexNo ratings yet