You might also like
- Tafsir - SOURATE YOUSSEFDocument11 pagesTafsir - SOURATE YOUSSEFbaudriergerard100% (2)
- Memento Cotation ISO CetimDocument46 pagesMemento Cotation ISO CetimJACQUES QuentinNo ratings yet
- MDDocument10 pagesMDlamiabejaouiNo ratings yet
- Polycopié CAO Couleur - 2012 PDFDocument199 pagesPolycopié CAO Couleur - 2012 PDFnb jyNo ratings yet
- TP Parametrage CATIA Etape 1Document7 pagesTP Parametrage CATIA Etape 1zineb1990No ratings yet
- Spécification de Dimensionnement Des SupportsDocument25 pagesSpécification de Dimensionnement Des SupportsCzar Henrique100% (1)
- Manuel de Programmation G-CodeDocument538 pagesManuel de Programmation G-CodeJorge Amaral100% (14)
- DI Guide Pratique Scenario PedagogiqueDocument20 pagesDI Guide Pratique Scenario PedagogiqueAhmedZouhairNo ratings yet
- Exercice Corrigé Programmation Tournage CNDocument3 pagesExercice Corrigé Programmation Tournage CNamr79% (14)
- Le Clé en MainDocument89 pagesLe Clé en MainbwalyaNo ratings yet
- Maitrise de La Qualité Géométrique Des ProduitsDocument67 pagesMaitrise de La Qualité Géométrique Des ProduitsZakaria BettiouiNo ratings yet
- 4 - Exercices Cotation ISO 2017v2 ANSELMETTIDocument33 pages4 - Exercices Cotation ISO 2017v2 ANSELMETTIimedNo ratings yet
- 03 - Tolerances Geometriques 2013-3 (1dpp)Document23 pages03 - Tolerances Geometriques 2013-3 (1dpp)didinedNo ratings yet
- AjustDocument53 pagesAjustSimoZorganeNo ratings yet
- FFFFF BoshDocument925 pagesFFFFF BoshTommy Campos100% (1)
- Formation AcoustiqueV4Document158 pagesFormation AcoustiqueV4Manuela VNo ratings yet
- Cours QUICK - GPS Janv 2013 PDFDocument39 pagesCours QUICK - GPS Janv 2013 PDFMoezNo ratings yet
- 14 MECA0444 TolerancementDocument52 pages14 MECA0444 TolerancementIssàm MàoujoudNo ratings yet
- CLIC Carnet Fonctionnel v39 ANSELMETTIDocument56 pagesCLIC Carnet Fonctionnel v39 ANSELMETTIrihabNo ratings yet
- Metrologie Specification GeoDocument15 pagesMetrologie Specification GeoGuiliassNo ratings yet
- Chap 1Document36 pagesChap 1Iness NoussaNo ratings yet
- Michelin: Unsticker RollerDocument1 pageMichelin: Unsticker RollermihaiNo ratings yet
- Métrologie Tolérancement - Master - Chapitre 3Document135 pagesMétrologie Tolérancement - Master - Chapitre 3sofien msalmiNo ratings yet
- Applications Tolerances Et AjustementsDocument5 pagesApplications Tolerances Et AjustementswoulkanNo ratings yet
- TP Analyse Fon Ction NelleDocument21 pagesTP Analyse Fon Ction NellentayoubNo ratings yet
- Le Formage Des Toles FortesDocument90 pagesLe Formage Des Toles FortesJosé Manuel Gómez González100% (2)
- RepositoryDocument56 pagesRepositoryAbderrahmane MoANo ratings yet
- Cours Cotation Fonctionnelle PRDocument4 pagesCours Cotation Fonctionnelle PRHana WhbNo ratings yet
- 01 Cotation Fonctionnelle Methode PDFDocument68 pages01 Cotation Fonctionnelle Methode PDFbonnaventureNo ratings yet
- Topcam 3d DCNDocument61 pagesTopcam 3d DCNYazid BaracheNo ratings yet
- Spécification Dimensionnelle Et Géométrique Des Produits-Eleve-2020Document18 pagesSpécification Dimensionnelle Et Géométrique Des Produits-Eleve-2020Ilyas Mhammedi100% (1)
- Formation GSD - Partie 4 - Pièces plastiquesA3D PDFDocument9 pagesFormation GSD - Partie 4 - Pièces plastiquesA3D PDFAymen JuhsdiNo ratings yet
- Programme 3e AnneeDocument3 pagesProgramme 3e AnneeHervé JoNo ratings yet
- Gamme UsinageDocument12 pagesGamme UsinageYouness El HamriNo ratings yet
- Exemple de Lecture de SpecificationDocument30 pagesExemple de Lecture de SpecificationCirclips100% (1)
- Organisation Fonctionnelle D'un ProduitDocument2 pagesOrganisation Fonctionnelle D'un ProduitMIMFSNo ratings yet
- 1 - 111 Dessin Industriel Normes ISO ANSI RappelDocument46 pages1 - 111 Dessin Industriel Normes ISO ANSI RappelHamada HamadaNo ratings yet
- Cours Tolérances GEOMETRIQUES 3T-2016-2017Document6 pagesCours Tolérances GEOMETRIQUES 3T-2016-2017yacine yasineNo ratings yet
- BR Series K FrenchDocument117 pagesBR Series K FrenchSharan RautNo ratings yet
- Spare Parts KZ 2022Document41 pagesSpare Parts KZ 2022Marcos MarcosNo ratings yet
- Presentation-Totale TOTADocument24 pagesPresentation-Totale TOTAMa HdiNo ratings yet
- TD Clavettes Et Les Paliers LissesDocument2 pagesTD Clavettes Et Les Paliers LissesBen FahNo ratings yet
- Cotation Fonctionnelle 2017Document62 pagesCotation Fonctionnelle 2017Ayoub ID M’barkNo ratings yet
- Pliage en AirDocument123 pagesPliage en AirAbdelkader Ben MbarekNo ratings yet
- La Spécification Géométrique Des ProduitsDocument45 pagesLa Spécification Géométrique Des ProduitsMougzNo ratings yet
- Polycopie Boukebbab BMDocument42 pagesPolycopie Boukebbab BMZakaria BettiouiNo ratings yet
- m16 Cao Fao Partie1-Fm-tsmfmDocument367 pagesm16 Cao Fao Partie1-Fm-tsmfmAyoub BOUFTININo ratings yet
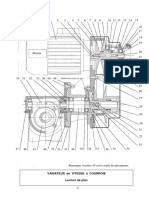
- Lecture de Plan-Variateur de VitesseDocument1 pageLecture de Plan-Variateur de Vitessenabil abdaouiNo ratings yet
- TN06 PDFDocument34 pagesTN06 PDFMa HdiNo ratings yet
- 8a Chaine de Cotes 1Document13 pages8a Chaine de Cotes 1EL khaldiNo ratings yet
- Guide Des Filetages WHITWORTHDocument9 pagesGuide Des Filetages WHITWORTHAhceneHamimesNo ratings yet
- Interpr99 PDFDocument55 pagesInterpr99 PDFMajda El AouniNo ratings yet
- Engrenages À Denture ConiqueDocument28 pagesEngrenages À Denture ConiquefernandtNo ratings yet
- CATIA Générique 02 - Mechanical DesignDocument49 pagesCATIA Générique 02 - Mechanical DesignMohamedBejjaNo ratings yet
- ANNEXEDocument12 pagesANNEXENaoufel FaresNo ratings yet
- Isoetatisme PDFDocument10 pagesIsoetatisme PDFfarhat ghanem100% (1)
- 6546 Quelques Procedes de Mise en Forme Des Composites EnsDocument9 pages6546 Quelques Procedes de Mise en Forme Des Composites EnsMohamedAyoubNo ratings yet
- Dessin de Définition Des Pièces À UsinerDocument10 pagesDessin de Définition Des Pièces À UsinerBadr HadriNo ratings yet
- Fiche Techniques Rayonnage MobileDocument21 pagesFiche Techniques Rayonnage MobileHicham MalkiNo ratings yet
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesFrom EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNo ratings yet
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceFrom EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceNo ratings yet
- Méthode D'optimisation MaillageDocument130 pagesMéthode D'optimisation MaillagemehdiNo ratings yet
- Act n01 Poupee MobileDocument6 pagesAct n01 Poupee MobileOussema FaidiNo ratings yet
- Extrait EC2-2008-formulaire de TDDocument31 pagesExtrait EC2-2008-formulaire de TDPatrickNo ratings yet
- Limite D'atterbergDocument30 pagesLimite D'atterbergEL BOUHADDIOUINo ratings yet
- Memoireimprimante3d PDFDocument27 pagesMemoireimprimante3d PDFamrNo ratings yet
- 97 Objets D Art DecollectionoudantiquiteDocument6 pages97 Objets D Art DecollectionoudantiquiteamrNo ratings yet
- 130 - b3 - 5 - Grades PolystyreneDocument4 pages130 - b3 - 5 - Grades PolystyreneamrNo ratings yet
- Catalogue-Emp-Canaux Chauds PDFDocument270 pagesCatalogue-Emp-Canaux Chauds PDFamrNo ratings yet
- Procédés Obtention Des SurfacesDocument26 pagesProcédés Obtention Des SurfacesFarouk Keniou100% (1)
- Empreintesv 6Document17 pagesEmpreintesv 6amrNo ratings yet
- 72 Fonte Fer Et Acier PDFDocument32 pages72 Fonte Fer Et Acier PDFmoummouNo ratings yet
- Durete 1 PDFDocument2 pagesDurete 1 PDFamrNo ratings yet
- Caracteristiques MateriauxDocument46 pagesCaracteristiques MateriauxMohamed Abed100% (2)
- Présentatio Produit 4D 32pages - FR PDFDocument32 pagesPrésentatio Produit 4D 32pages - FR PDFamrNo ratings yet
- Cours de Pliage SWDocument11 pagesCours de Pliage SWMed Ali100% (1)
- Guide Pratique Formation PDFDocument25 pagesGuide Pratique Formation PDFnewNo ratings yet
- Man 8040t PRG PDFDocument326 pagesMan 8040t PRG PDFamrNo ratings yet
- Fa 092862Document10 pagesFa 092862Willy ValeNo ratings yet
- Fa 092862Document10 pagesFa 092862Willy ValeNo ratings yet
- Fabrication Mecanique Cours PDFDocument89 pagesFabrication Mecanique Cours PDFDeckard Regis Shaw100% (3)
- Programmation D& - x27 - Un Tour CNDocument63 pagesProgrammation D& - x27 - Un Tour CNamrNo ratings yet
- CimDocument37 pagesCimamrNo ratings yet
- CAO Cours 5 - Le G-CodeDocument7 pagesCAO Cours 5 - Le G-CodeamrNo ratings yet
- Fascicule CNC FORMDocument4 pagesFascicule CNC FORMamrNo ratings yet
- Base de FabDocument114 pagesBase de FabamrNo ratings yet
- Lacommandenumerique 130328130951 Phpapp01 PDFDocument18 pagesLacommandenumerique 130328130951 Phpapp01 PDFamrNo ratings yet
- TP10-1 Conception Meule Axe PDFDocument2 pagesTP10-1 Conception Meule Axe PDFamrNo ratings yet
- Les Tests Psychotechniques PDFDocument185 pagesLes Tests Psychotechniques PDFamr100% (3)
- Instructor Essentials FR-FRDocument47 pagesInstructor Essentials FR-FRamrNo ratings yet
- 6470 Conception Des Pieces en Plastique Pour Eviter Les Defauts Geometriques Ens - 0 PDFDocument5 pages6470 Conception Des Pieces en Plastique Pour Eviter Les Defauts Geometriques Ens - 0 PDFamr100% (1)
- 72 Fonte Fer Et Acier PDFDocument32 pages72 Fonte Fer Et Acier PDFmoummouNo ratings yet
- Rapport de Synthese Mensuelle LaboratoireDocument2 pagesRapport de Synthese Mensuelle LaboratoireOumar BaNo ratings yet
- Ms - Gc.Bouterfas Mounya PDFDocument177 pagesMs - Gc.Bouterfas Mounya PDFMo Uez LegnebNo ratings yet
- Schéma de Développement Des Régions Économiques Du MarocDocument34 pagesSchéma de Développement Des Régions Économiques Du MarocuusseerNo ratings yet
- PropositionDocument88 pagesPropositionMillmanov TabueNo ratings yet
- Guide de Preparation Aux Foires CommercialesDocument6 pagesGuide de Preparation Aux Foires CommercialesrajoulmoustahilNo ratings yet
- L'acteur Et Le SystèmeDocument9 pagesL'acteur Et Le SystèmeatiarosineneyaNo ratings yet
- Supports P+ Dagogiques Et Examens PRMIA - 1112Document3 pagesSupports P+ Dagogiques Et Examens PRMIA - 1112Ái PhươngNo ratings yet
- SOPC BuilderDocument17 pagesSOPC BuilderSimoKasNo ratings yet
- AL7SP12TEPA0111 Corriges Des Exercices Partie 02Document99 pagesAL7SP12TEPA0111 Corriges Des Exercices Partie 02azoura77100% (1)
- Prothse Maxillofaciale Et Conception Et Fabrication Assistes Par Ordinateur (CFAO) (22-066-B-52Document6 pagesProthse Maxillofaciale Et Conception Et Fabrication Assistes Par Ordinateur (CFAO) (22-066-B-52Mohamed TaharNo ratings yet
- Qualite QQOQCCP PDFDocument10 pagesQualite QQOQCCP PDFELFargaliMohamedNo ratings yet
- Dissertation MoraleDocument2 pagesDissertation Moralemeaphilo04No ratings yet
- Fiche de Progressions Second Cycle f3Document55 pagesFiche de Progressions Second Cycle f3anita92% (13)
- Practicas FrancaisDocument175 pagesPracticas FrancaisJoao GasteloNo ratings yet
- Une Ontologie Préhistorique Husserl Et Leroi-GourhanDocument6 pagesUne Ontologie Préhistorique Husserl Et Leroi-GourhanMarcos Paulo RamosNo ratings yet
- Analyse Du Comportement Consommateur 13Document79 pagesAnalyse Du Comportement Consommateur 13Fufu SahliNo ratings yet
- Esmt TD PROG LIN 22-23Document3 pagesEsmt TD PROG LIN 22-23Sou Roch Landry SanouNo ratings yet
- Régulation TORDocument6 pagesRégulation TORabdelgoui rymNo ratings yet
- Debuter Avec Zend FrameworkDocument25 pagesDebuter Avec Zend FrameworkMerniz AbdelkaderNo ratings yet
- L'AUDIT DANS Le Secteur Publique PDFDocument199 pagesL'AUDIT DANS Le Secteur Publique PDFMohammed JabraneNo ratings yet
- Support de Cours ExcelDocument35 pagesSupport de Cours Excelmovexor kiocho100% (1)
- Le Petit PrinceDocument41 pagesLe Petit PrinceNahuel Diaz RomeroNo ratings yet
- Rapport Stage PDFDocument37 pagesRapport Stage PDFIntel Radeon100% (1)
- Mémoire PDFDocument0 pagesMémoire PDFMohammed JabraneNo ratings yet
- ABC de La ChiromancieDocument47 pagesABC de La ChiromancieToky Andrianintsoa100% (1)
- Maths LPIG1Document6 pagesMaths LPIG1pape ibrahima gueyeNo ratings yet
- Diag ClassDocument34 pagesDiag ClassLôny NêzNo ratings yet
- Exercices INF232Document26 pagesExercices INF232Tassembedo RazackNo ratings yet