You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PEGN Undergraduate FlowchartDocument1 pagePEGN Undergraduate FlowchartLopez RamNo ratings yet
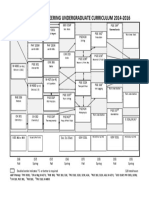
- Petroleum Engineering Undergraduate Curriculum 2014 FlowchartDocument1 pagePetroleum Engineering Undergraduate Curriculum 2014 FlowchartLopez RamNo ratings yet
- Teaching With CES EduPack PDFDocument24 pagesTeaching With CES EduPack PDFLopez RamNo ratings yet
- Petroleum Engineering Course ArrangementDocument1 pagePetroleum Engineering Course ArrangementLopez RamNo ratings yet
- A Battery Powered Constant Current Stimulator For Motor End Point Detection 1997 Medical Engineering PhysicsDocument4 pagesA Battery Powered Constant Current Stimulator For Motor End Point Detection 1997 Medical Engineering PhysicsLopez RamNo ratings yet
- Pressure Vessel Hand Book - Magesey - 12th Edition-Eugene F MegyesyDocument251 pagesPressure Vessel Hand Book - Magesey - 12th Edition-Eugene F MegyesyajivakkomNo ratings yet
- ARTÍCULO MasDeteccaoFalhaindustriaProcessoDocument16 pagesARTÍCULO MasDeteccaoFalhaindustriaProcessoLopez RamNo ratings yet
- Guía para ASME VIII Div 1.Document313 pagesGuía para ASME VIII Div 1.Lopez RamNo ratings yet
- Separador Electromagnetico 2400 EriezDocument4 pagesSeparador Electromagnetico 2400 EriezVictor MoralesNo ratings yet
- 05 Relevant Costing With Linear ProgrammingDocument9 pages05 Relevant Costing With Linear Programmingrandomlungs121223No ratings yet
- Reaserch ProjectDocument55 pagesReaserch ProjectSeid AragawNo ratings yet
- Sap PP Integration FlowDocument2 pagesSap PP Integration Flowaunhavc0% (1)
- 1060 M Hydraulic Operated Concrete Block Making MachineDocument6 pages1060 M Hydraulic Operated Concrete Block Making MachineTejas T S TejasNo ratings yet
- Chapter 13 - GiancoliDocument4 pagesChapter 13 - GiancoliHectorCabzNo ratings yet
- SHARP JX-250 M P Circuits Description SvcMnlsDocument74 pagesSHARP JX-250 M P Circuits Description SvcMnlsDoru RazvanNo ratings yet
- Mastering PHP 7Document7 pagesMastering PHP 7timi_pek33% (3)
- HMC 218 BDocument10 pagesHMC 218 BIsaias RodriguesNo ratings yet
- Kant Critique of Pure Reason ExcerptsDocument102 pagesKant Critique of Pure Reason ExcerptsUzzi LeviNo ratings yet
- SHU DescriptionDocument13 pagesSHU Descriptionmustafa SinanNo ratings yet
- Review Paper On Catalytic Converter For Automotive Exhaust EmissionDocument6 pagesReview Paper On Catalytic Converter For Automotive Exhaust Emissionpamela garciaNo ratings yet
- Bevel1 1Document1 pageBevel1 1Tode ChutananNo ratings yet
- Doppler Effect, Red Shift and Hubble's LawDocument13 pagesDoppler Effect, Red Shift and Hubble's LawNayeem HakimNo ratings yet
- Erle Robotics CPP GitbookDocument122 pagesErle Robotics CPP GitbookkolosuxNo ratings yet
- The Process of Data Mapping For Data Integration ProjectsDocument6 pagesThe Process of Data Mapping For Data Integration ProjectsAlfred AmihereNo ratings yet
- Assignment6.1 DataMining Part2 Multiple Linear RegressionDocument8 pagesAssignment6.1 DataMining Part2 Multiple Linear Regressiondalo835100% (1)
- BoucherDocument3 pagesBoucherSuresh DhanasekarNo ratings yet
- 2 SC 4468Document4 pages2 SC 4468La kito La kitoNo ratings yet
- Problems SolutionsDocument23 pagesProblems SolutionsMukesh Kumar0% (1)
- Review Questions: AdsorptionDocument2 pagesReview Questions: AdsorptionJohn P. BandoquilloNo ratings yet
- Materials Details: N CIC E at 2016Document3 pagesMaterials Details: N CIC E at 2016RaghuNo ratings yet
- Burner 3.4 P LamborghiniDocument18 pagesBurner 3.4 P LamborghiniJose Guillermo Vasquez LagosNo ratings yet
- High-Resolution Chest CT Imaging of The Lungs - Impact of 1024 Matrix Reconstruction and Photon-Counting-Detector CT - PMCDocument19 pagesHigh-Resolution Chest CT Imaging of The Lungs - Impact of 1024 Matrix Reconstruction and Photon-Counting-Detector CT - PMCKelum BuddhikaNo ratings yet
- Cie1 17CS653 or QPDocument2 pagesCie1 17CS653 or QPPratheeksha RaiNo ratings yet
- 100 Basic Mechanical Engineering Interview Questions Answers PDF Basic Mechanical Engineering Interview Questions Answers PDFDocument9 pages100 Basic Mechanical Engineering Interview Questions Answers PDF Basic Mechanical Engineering Interview Questions Answers PDFRahulBharti100% (2)
- Diagnostic Test in Science 8Document9 pagesDiagnostic Test in Science 8Mylene BalanquitNo ratings yet
- Field RoboticsDocument70 pagesField RoboticsSkanda SwaroopNo ratings yet
- Hardware Development Guide For The MIMXRT1020 Processor: Application NoteDocument24 pagesHardware Development Guide For The MIMXRT1020 Processor: Application NoteKaganovichNo ratings yet
- CS109B Quiz Directions Sign The PledgeDocument7 pagesCS109B Quiz Directions Sign The PledgeK. M. Junayed AhmedNo ratings yet