You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
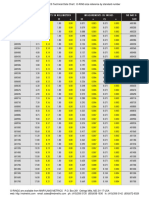
- ISO 3601 G Measurements in Millimeters Measurements in Inches ISO 3601 G Size ID CS ID CS SizeDocument8 pagesISO 3601 G Measurements in Millimeters Measurements in Inches ISO 3601 G Size ID CS ID CS SizekazdanoNo ratings yet
- ComprehensiverangeDocument4 pagesComprehensiverangekazdanoNo ratings yet
- Earth Boss: - Provides Preferential Equipotential Bonding Connection PointDocument1 pageEarth Boss: - Provides Preferential Equipotential Bonding Connection PointkazdanoNo ratings yet
- LB-Buch-Conventional-Hardness (Rockwel Shore)Document23 pagesLB-Buch-Conventional-Hardness (Rockwel Shore)kazdanoNo ratings yet
- GE - SX-GE - AX Thrust Plain Spherical BearingsDocument1 pageGE - SX-GE - AX Thrust Plain Spherical BearingskazdanoNo ratings yet
- KTF-standard ENGDocument60 pagesKTF-standard ENGkazdanoNo ratings yet
- SCM Torque and Power 151019Document12 pagesSCM Torque and Power 151019kazdanoNo ratings yet
- SCM Torque and Power 151019Document12 pagesSCM Torque and Power 151019kazdanoNo ratings yet
- High Strength Fine Grained Structural Steel, Quenched and TemperedDocument6 pagesHigh Strength Fine Grained Structural Steel, Quenched and TemperedkazdanoNo ratings yet
- SCM Efficiency Curves SCM Efficiency CurvesDocument12 pagesSCM Efficiency Curves SCM Efficiency CurveskazdanoNo ratings yet
- SCM 025-108 M2Document8 pagesSCM 025-108 M2kazdanoNo ratings yet
- SCM 012-130 SaeDocument12 pagesSCM 012-130 SaekazdanoNo ratings yet
- CH3 1 Welding Joint SymbolsDocument32 pagesCH3 1 Welding Joint SymbolskazdanoNo ratings yet
- Class Equip Lifting Mach enDocument9 pagesClass Equip Lifting Mach enerzengenhariaNo ratings yet
- 42 CR Mo 4Document4 pages42 CR Mo 4kazdanoNo ratings yet
- G G GE EEN N NE EER R RA Aalll P PPU U UR R RP PPO O OS SSE EE E EEN N NC C Clllo O OS SSU U UR R RE EES SSDocument37 pagesG G GE EEN N NE EER R RA Aalll P PPU U UR R RP PPO O OS SSE EE E EEN N NC C Clllo O OS SSU U UR R RE EES SSkazdanoNo ratings yet
- Product: CatalogueDocument38 pagesProduct: CataloguekazdanoNo ratings yet
- Lect. No. 9 Rigid Pavement DesignDocument27 pagesLect. No. 9 Rigid Pavement Designkamran KhanNo ratings yet
- AUS Lifting Bracing Design Training ManualDocument80 pagesAUS Lifting Bracing Design Training ManualBarrasons Engineers TeamNo ratings yet
- Preliminary Design of Precast, Segmental Box-Girder Bridges Using OptimizationDocument9 pagesPreliminary Design of Precast, Segmental Box-Girder Bridges Using OptimizationTan Duy LeNo ratings yet
- Adhesion - A Challenge For Concrete Repair-FreeDocument6 pagesAdhesion - A Challenge For Concrete Repair-FreeChris Rodopoulos100% (3)
- Basics For Stress Analysis of Underground Piping Using Caesar II-20150924Document4 pagesBasics For Stress Analysis of Underground Piping Using Caesar II-20150924iaftNo ratings yet
- Abaqus QuestionsDocument12 pagesAbaqus Questionsmadhu77No ratings yet
- Data Spring DesignDocument7 pagesData Spring DesignVinod KumarNo ratings yet
- 6.pv Elite Training Manual PDFDocument9 pages6.pv Elite Training Manual PDFjeevansingh20266No ratings yet
- Plastic Analysis (Surafel)Document22 pagesPlastic Analysis (Surafel)Abel MulugetaNo ratings yet
- 17 - 2 - 2020 - 17 - 14 - 19 - 945 - MOS Chapter 1 Notes and ProblemsDocument28 pages17 - 2 - 2020 - 17 - 14 - 19 - 945 - MOS Chapter 1 Notes and ProblemsSubhajyoti RoyNo ratings yet
- Hoop Stress For Circular Pipes and Tanks: Ce123 - Lecture 2Document21 pagesHoop Stress For Circular Pipes and Tanks: Ce123 - Lecture 2Gray Fiore FullbusterNo ratings yet
- Detailing For Post-Tensioning-21Document1 pageDetailing For Post-Tensioning-21MAYMODERN STEELNo ratings yet
- Stepped Columns - A Simplified Design MethodDocument23 pagesStepped Columns - A Simplified Design MethodwrayroNo ratings yet
- Engineering Mechanics Unit-1Document35 pagesEngineering Mechanics Unit-1M.suresh SureshNo ratings yet
- Vehicle Crash WorthinessDocument91 pagesVehicle Crash WorthinessvasanthanbNo ratings yet
- Strap Footing DesignDocument16 pagesStrap Footing DesignWaqar Ahmed75% (4)
- Irc 58 2002Document40 pagesIrc 58 2002Hari Prasad Paruchuri100% (1)
- Chapter 3 - Tension MembersDocument8 pagesChapter 3 - Tension MembersHipow87No ratings yet
- Dwell Time Effects On Fatigue Life and Damage Mechanisms: ArticleDocument10 pagesDwell Time Effects On Fatigue Life and Damage Mechanisms: Articleabraham silva hernandezNo ratings yet
- Storage Tank Design Calculation - Api 650Document21 pagesStorage Tank Design Calculation - Api 650miteshpatel191100% (3)
- Welding Engineer Exam SyllubusDocument2 pagesWelding Engineer Exam SyllubuskapsarcNo ratings yet
- Thesis PDFDocument39 pagesThesis PDFdhiraj patilNo ratings yet
- ANSYS Workbench Concrete Pavement ModelDocument8 pagesANSYS Workbench Concrete Pavement ModelMohamed Nageeb SalemNo ratings yet
- An Improved Design Approach For Mat Foundation With Variable Thickness PDFDocument261 pagesAn Improved Design Approach For Mat Foundation With Variable Thickness PDFdxzaberNo ratings yet
- Stuct and Tie Modelling 04Document40 pagesStuct and Tie Modelling 04YUK LAM WONGNo ratings yet
- Aura Analyzer (Aura & Chakra Scanning) ..2017Document4 pagesAura Analyzer (Aura & Chakra Scanning) ..2017AmitChakrabortyNo ratings yet
- Introduction To Metal Buildings PDFDocument114 pagesIntroduction To Metal Buildings PDFRonald KahoraNo ratings yet
- BS Pani Fluid MechDocument362 pagesBS Pani Fluid MechAnukool VikramNo ratings yet
- SOM Part 4Document97 pagesSOM Part 4Minu PalNo ratings yet
- Flow Around Bends in RiversDocument9 pagesFlow Around Bends in RiversAbujar gifariNo ratings yet