You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Sulfide Capacity of The Cao-Sio2-Mno Slag at 1 873 K: Isij International September 2011Document33 pagesSulfide Capacity of The Cao-Sio2-Mno Slag at 1 873 K: Isij International September 2011joyNo ratings yet
- 10 5923 J Ijmee 20120105 04Document3 pages10 5923 J Ijmee 20120105 04joyNo ratings yet
- Manganese Alloys Production - Impact of Chemical Compositions of Raw Materials On The Energy and Materials BalanceDocument7 pagesManganese Alloys Production - Impact of Chemical Compositions of Raw Materials On The Energy and Materials BalancejoyNo ratings yet
- Thermodynamics and Viscosity Aspects in Manganese Nodule Residue Smelting For Silicomanganese ProductionDocument8 pagesThermodynamics and Viscosity Aspects in Manganese Nodule Residue Smelting For Silicomanganese ProductionjoyNo ratings yet
- f0Document71 pagesf0Priyanshi GargNo ratings yet
- Sulfide Capacity of The Cao-Sio2-Mno Slag at 1 873 K: Isij International September 2011Document33 pagesSulfide Capacity of The Cao-Sio2-Mno Slag at 1 873 K: Isij International September 2011joyNo ratings yet
- 1448 PDFDocument9 pages1448 PDFjoyNo ratings yet
- Document 53Document5 pagesDocument 53Melissa Aina Mohd YusofNo ratings yet
- Adsl and VDSL: 1. What Is The Difference Between ADSL, ISDN and Diginet or Leased Line Services?Document3 pagesAdsl and VDSL: 1. What Is The Difference Between ADSL, ISDN and Diginet or Leased Line Services?joyNo ratings yet
- Thermodynamics and Viscosity Aspects in Manganese Nodule Residue Smelting For Silicomanganese ProductionDocument8 pagesThermodynamics and Viscosity Aspects in Manganese Nodule Residue Smelting For Silicomanganese ProductionjoyNo ratings yet
- MLGDocument34 pagesMLGjoyNo ratings yet
- Lecture 5 Steelmaking Fundamentals PDFDocument5 pagesLecture 5 Steelmaking Fundamentals PDFsukandeNo ratings yet
- ASSIGNMENT 1 Final CorrectDocument3 pagesASSIGNMENT 1 Final CorrectjoyNo ratings yet
- Document 53Document5 pagesDocument 53Melissa Aina Mohd YusofNo ratings yet
- The Unfolding of Bhopal Disaster: AbstractDocument15 pagesThe Unfolding of Bhopal Disaster: AbstractjoyNo ratings yet
- FIN-FM-028 MerSETA Standard Bidding Form (SBD9)Document3 pagesFIN-FM-028 MerSETA Standard Bidding Form (SBD9)joyNo ratings yet
- 2018steenkamp TransalloysDocument12 pages2018steenkamp TransalloysjoyNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Trashing TigerlandDocument33 pagesTrashing TigerlandJai KrishnaNo ratings yet
- Coal Mining Technology and CIL PerformanceDocument16 pagesCoal Mining Technology and CIL Performanceabhinitrpr100% (10)
- ENERGY USE AND CONSERVATION TIPSDocument28 pagesENERGY USE AND CONSERVATION TIPSMarcus Abracosa CaraigNo ratings yet
- Coal Analysis: Proximate & Ultimate TestsDocument17 pagesCoal Analysis: Proximate & Ultimate TestsRaunit Verma100% (1)
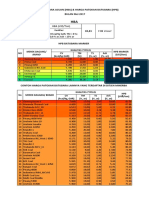
- Harga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) BULAN Mei 2017Document4 pagesHarga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) BULAN Mei 2017Dans RohmanNo ratings yet
- Burner Design For Biomass Co-FiringDocument11 pagesBurner Design For Biomass Co-FiringraenbulaNo ratings yet
- VENSIM Mina de Carbon Ijerph-17-02115-V2Document17 pagesVENSIM Mina de Carbon Ijerph-17-02115-V2cristobalNo ratings yet
- Chapter 1 PPDDocument4 pagesChapter 1 PPDKim Howard CastilloNo ratings yet
- MIDREX Process-Brochure PDFDocument12 pagesMIDREX Process-Brochure PDFJorge OsorioNo ratings yet
- Chapter 9 Coal Properties PDFDocument26 pagesChapter 9 Coal Properties PDFAudhinna ZuffyNo ratings yet
- B1 English Module 1 SummaryDocument50 pagesB1 English Module 1 SummaryJaime Aller GómezNo ratings yet
- MDG-1032 Guideline For The Prevention Early Detection and Suppression of Fires in Coal MinesDocument56 pagesMDG-1032 Guideline For The Prevention Early Detection and Suppression of Fires in Coal MinesFairoza AmalinnaNo ratings yet
- CDQ PresentationDocument10 pagesCDQ PresentationGraylab TechnologiesNo ratings yet
- Eenrgy Audit and Management Books-GuideDocument750 pagesEenrgy Audit and Management Books-GuideAnonymous LHGQqOB100% (1)
- Astm E1131-08 TgaDocument5 pagesAstm E1131-08 Tgaalcy reneNo ratings yet
- TCFD Report Report PLN 2022Document51 pagesTCFD Report Report PLN 2022DangolNo ratings yet
- Lesson 8: Fuels and Grease Flash and Fire Points of Liquid Fuels and GreaseDocument19 pagesLesson 8: Fuels and Grease Flash and Fire Points of Liquid Fuels and GreaseBernadette BoncolmoNo ratings yet
- Raymond James Conference March 2014 FINALDocument20 pagesRaymond James Conference March 2014 FINALtpowell55No ratings yet
- Disaster Management Key ConcernsDocument3 pagesDisaster Management Key Concernscool08coolNo ratings yet
- Air Pollution EpisodesDocument40 pagesAir Pollution EpisodesJanice OmadtoNo ratings yet
- Ash in The Analysis Sample of Coal and Coke From Coal: Standard Test Method ForDocument5 pagesAsh in The Analysis Sample of Coal and Coke From Coal: Standard Test Method ForPOSSDNo ratings yet
- Chemical Industri ProcessDocument1,030 pagesChemical Industri ProcessApri GinanjarNo ratings yet
- POWER RESOURCES NotesDocument30 pagesPOWER RESOURCES NotesEman HassanNo ratings yet
- Assessment of Air Preheater Effects On Power Plant EfficiencyDocument38 pagesAssessment of Air Preheater Effects On Power Plant Efficiencysugianto barusNo ratings yet
- JCM Recent DevelopmentDocument39 pagesJCM Recent DevelopmentUlil AmriNo ratings yet
- PPA DetailsDocument14 pagesPPA DetailsShantanu DasNo ratings yet
- Explosion Parameters of Coke Oven ChamberDocument6 pagesExplosion Parameters of Coke Oven Chamberdark_knight007No ratings yet
- ABB Energy Efficiency For Power Plant Auxiliaries V2 0Document362 pagesABB Energy Efficiency For Power Plant Auxiliaries V2 0Stratford StrativariousNo ratings yet
- L7 Pipeline TransportDocument32 pagesL7 Pipeline TransportCarmenn Lou100% (1)
- Chapter - 1 Company ProfileDocument102 pagesChapter - 1 Company Profileangenious100% (2)