You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Structure Calculation Sheet For SiloDocument174 pagesStructure Calculation Sheet For Silojohn12345No ratings yet
- MSFT Digital Transformation Ebook July 2016Document27 pagesMSFT Digital Transformation Ebook July 2016tehnic1No ratings yet
- Fire Figthing Systems - WATER SPRAY DESIGN - Calculating Friction Loss - Hydraulic CalculationsDocument27 pagesFire Figthing Systems - WATER SPRAY DESIGN - Calculating Friction Loss - Hydraulic CalculationsWilson Xavier Orbea BrachoNo ratings yet
- Pipe Pressure RatingDocument2 pagesPipe Pressure RatingNarendra ChavdaNo ratings yet
- Inspection Manual For PipingDocument183 pagesInspection Manual For PipingMartin Zaballa100% (3)
- Power Generation High Temperature Led Lighting r1Document6 pagesPower Generation High Temperature Led Lighting r1Wilson Xavier Orbea BrachoNo ratings yet
- Piping & Engineering Piping & Engineering: BJ BJDocument28 pagesPiping & Engineering Piping & Engineering: BJ BJWilson Xavier Orbea BrachoNo ratings yet
- Piping Material Specification 2010014 00 l0 Gs 001Document215 pagesPiping Material Specification 2010014 00 l0 Gs 001Wilson Xavier Orbea Bracho100% (1)
- Inspection Manual For PipingDocument183 pagesInspection Manual For PipingMartin Zaballa100% (3)
- Article Context DiagramsDocument10 pagesArticle Context DiagramsWilson Xavier Orbea BrachoNo ratings yet
- FBDD 01Document76 pagesFBDD 01Wilson Xavier Orbea BrachoNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
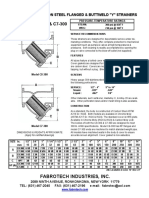
- MODELS: C8-300 & C7-300: 300 Lb. Cast Carbon Steel Flanged & Buttweld "Y" StrainersDocument1 pageMODELS: C8-300 & C7-300: 300 Lb. Cast Carbon Steel Flanged & Buttweld "Y" Strainersanugrah_dimas5441No ratings yet
- Input and Output DevicesDocument20 pagesInput and Output DevicesRadhika Modi100% (1)
- City Sanitation Plan, UttarakhandDocument101 pagesCity Sanitation Plan, UttarakhandHarish Kumar Mahavar100% (1)
- Operations Management: Material Requirements Planning (MRP) and ERPDocument43 pagesOperations Management: Material Requirements Planning (MRP) and ERPAsankha ChandrasekeraNo ratings yet
- Southtown Traffic StudyDocument11 pagesSouthtown Traffic StudyrooseveltislanderNo ratings yet
- CNC Train PresentationDocument80 pagesCNC Train PresentationRahul GoudNo ratings yet
- BMS SupimaDocument25 pagesBMS SupimaCaguioa Mark Anthony G.No ratings yet
- WTP 3032 Painting WorksDocument9 pagesWTP 3032 Painting WorksWan AnisNo ratings yet
- Eor Course 2012 Lecture#2 Eor MethodsDocument40 pagesEor Course 2012 Lecture#2 Eor Methodsabdulrahman mohamed100% (2)
- Skyair Non Inverter R 410a Cooling Only Type 201709142324162961 PDFDocument18 pagesSkyair Non Inverter R 410a Cooling Only Type 201709142324162961 PDFMinh Nhut LuuNo ratings yet
- Oshkosh MATV BrochureDocument2 pagesOshkosh MATV Brochureyellow71No ratings yet
- Quantum Dot Display Technology and Comparison With OLED Display TechnologyDocument6 pagesQuantum Dot Display Technology and Comparison With OLED Display TechnologyGojko RatkovićNo ratings yet
- Brosur Penangkal Petir LPI GuardianDocument6 pagesBrosur Penangkal Petir LPI GuardianKoen Arifvanda Prayoga100% (1)
- Oral Test For S.ce102 Scott Edited 1Document10 pagesOral Test For S.ce102 Scott Edited 1Лхагва СүрэнNo ratings yet
- Value Stream Map TrainingDocument90 pagesValue Stream Map Trainingjcastellon14370100% (8)
- Result Copy 2ndyearDocument118 pagesResult Copy 2ndyearpriyagomathyNo ratings yet
- Extension To Existing Production Building Industrial Slab: Method StatementDocument8 pagesExtension To Existing Production Building Industrial Slab: Method StatementSirb PetruNo ratings yet
- Lect 5 - Mechanism DescriptionDocument15 pagesLect 5 - Mechanism Descriptionjackie delos santosNo ratings yet
- Saes A 007 PDFDocument29 pagesSaes A 007 PDFsindalisindiNo ratings yet
- Engine Catalogue PDFDocument40 pagesEngine Catalogue PDFPavana Shet100% (1)
- NQ Specification 01Document8 pagesNQ Specification 01Jose MonroyNo ratings yet
- Warning OperationDocument6 pagesWarning OperationMbahdiro KolenxNo ratings yet
- PID Compile For HAZOP PDFDocument38 pagesPID Compile For HAZOP PDFSoni SuharsonoNo ratings yet
- Hydraulic System Pressure ReleaseDocument5 pagesHydraulic System Pressure ReleaseDANIEL VARGAS RODRIGUEZ100% (1)
- Alfa Laval Separator Course Specification PDFDocument9 pagesAlfa Laval Separator Course Specification PDFGerald Campañano100% (2)
- HIT Rebar Fatigue enDocument7 pagesHIT Rebar Fatigue enWalter CastilloNo ratings yet
- Aluminium Fillers 4043 and 5356Document2 pagesAluminium Fillers 4043 and 5356ahmedNo ratings yet
- Coastal Site Solutions GuideDocument35 pagesCoastal Site Solutions GuideSandy PaceNo ratings yet
- Lista Agentiilor de Turism Licentiate 02.09.2016Document152 pagesLista Agentiilor de Turism Licentiate 02.09.2016damiancostelNo ratings yet