You might also like
- A CATALYST: PD/C 1.25 Parts: Effect of Heat TreatmentDocument5 pagesA CATALYST: PD/C 1.25 Parts: Effect of Heat TreatmentFlorian FischerNo ratings yet
- US2462413 FormaldehydeDocument5 pagesUS2462413 FormaldehydeRuchita PoilkarNo ratings yet
- United States Patent Office: Patented Jan. 1, 1957Document4 pagesUnited States Patent Office: Patented Jan. 1, 1957felipeNo ratings yet
- Liquid Phase Oxidation of Toluene To Benzaldehyde by Air - PDF 1984Document4 pagesLiquid Phase Oxidation of Toluene To Benzaldehyde by Air - PDF 1984Oana VasileNo ratings yet
- Journal of The American Chemical Society 1950, 72, 5, 1888-1891Document4 pagesJournal of The American Chemical Society 1950, 72, 5, 1888-1891prashantNo ratings yet
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
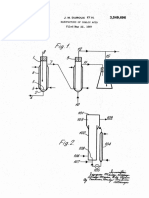
- A. Belchetz: Production of Carbon DisulfideDocument7 pagesA. Belchetz: Production of Carbon DisulfidesyafiraNo ratings yet
- Steam Cracking of Naphtha in Packed Bed ReactorsDocument6 pagesSteam Cracking of Naphtha in Packed Bed Reactorscandidater100% (1)
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- United States: Patent OfficeDocument2 pagesUnited States: Patent OfficeShandy ArmandoNo ratings yet
- Copie de US2899444-1Document4 pagesCopie de US2899444-1KHALED KHALEDNo ratings yet
- United States Patent Office: Patented Feb. 6, 1951Document3 pagesUnited States Patent Office: Patented Feb. 6, 1951karmilaNo ratings yet
- US ButyraldehydeDocument2 pagesUS ButyraldehydeAstriany AnyNo ratings yet
- United States PatentDocument5 pagesUnited States PatentRefi RahmanNo ratings yet
- N30 Xo Ho & Iv,: Filed April 20, 195lDocument6 pagesN30 Xo Ho & Iv,: Filed April 20, 195lGaby SaragihNo ratings yet
- Krane1959 PDFDocument16 pagesKrane1959 PDFjaquelinegondimNo ratings yet
- United States Patent Office: As The Central Atom On A CarrierDocument4 pagesUnited States Patent Office: As The Central Atom On A CarrierRasoulNo ratings yet
- Gum Formation PDFDocument10 pagesGum Formation PDFChemistsNo ratings yet
- Patent US3801634Document5 pagesPatent US3801634Santiago BorgesNo ratings yet
- US4780224Document4 pagesUS4780224Mohamad Reza JahanbakhshNo ratings yet
- 03Document6 pages03aminaNo ratings yet
- Pines 1968Document9 pagesPines 1968Alejo CastroNo ratings yet
- Kelompok 1Document7 pagesKelompok 1Roby SudarmanNo ratings yet
- Us 3549696Document4 pagesUs 3549696budispartanNo ratings yet
- Esters From T H E Reactions of Alkyl Halides and Salts Carboxylic AcidsDocument3 pagesEsters From T H E Reactions of Alkyl Halides and Salts Carboxylic AcidsSrg9 3No ratings yet
- A Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidFrom EverandA Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidNo ratings yet
- Group 4Document18 pagesGroup 4Rizwan SarwarNo ratings yet
- United States Patent Office: Patented Mar. 21, 1950Document2 pagesUnited States Patent Office: Patented Mar. 21, 1950alexNo ratings yet
- US3891683Document5 pagesUS3891683Risma Dewi SNo ratings yet
- Mechanistic Pathways in The Catalytic Carbonylation of Methanol by Rhodium and Iridium ComplexesDocument13 pagesMechanistic Pathways in The Catalytic Carbonylation of Methanol by Rhodium and Iridium ComplexesEllieNo ratings yet
- ArticuloDocument149 pagesArticuloRaydi FuenmayorNo ratings yet
- The Development of The Modern Ammonia Oxidation ProcessesDocument7 pagesThe Development of The Modern Ammonia Oxidation ProcessesaccofaceNo ratings yet
- US3347627Document3 pagesUS3347627Nuttapong JongjitsatitmunNo ratings yet
- Kinetics of The Catalytic Oxidation of Phthalic AnhydrideDocument214 pagesKinetics of The Catalytic Oxidation of Phthalic Anhydrideannisa plNo ratings yet
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- Perovskite-Based Catalysts For Tar Removal by Steam Reforming: Effect of The Presence of Hydrogen SulfideDocument8 pagesPerovskite-Based Catalysts For Tar Removal by Steam Reforming: Effect of The Presence of Hydrogen Sulfidecristian HaroNo ratings yet
- 5.2 Feedstock and Feedstock PretreatmentDocument4 pages5.2 Feedstock and Feedstock Pretreatmenttiara diah yepitalokaNo ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- United States Patent Office: Patented Apr. 7, 1953Document3 pagesUnited States Patent Office: Patented Apr. 7, 1953Syahrul SandreaNo ratings yet
- Patent US2446233Document3 pagesPatent US2446233Alan ConnorNo ratings yet
- EOR With Penn State Surfactants: T.G. ArfDocument11 pagesEOR With Penn State Surfactants: T.G. ArfSajad FalahNo ratings yet
- Jan. 22, 1963 L.. Domash Etal 3,074,380: Improvement 1N Hydrodesulfurization With Filed Dec. 30, 1958Document5 pagesJan. 22, 1963 L.. Domash Etal 3,074,380: Improvement 1N Hydrodesulfurization With Filed Dec. 30, 1958deni.sttnNo ratings yet
- Piric Acid PatentDocument2 pagesPiric Acid PatentOmar valdesNo ratings yet
- The NitroparaffinsDocument58 pagesThe NitroparaffinsKybernetikum100% (1)
- Solvents SDocument3 pagesSolvents SLorenaNo ratings yet
- Benedetti Pichler1939Document6 pagesBenedetti Pichler1939Gillary Peña MuñozNo ratings yet
- Solubility of Paraffin Wax in Pure HydrocarbonsDocument2 pagesSolubility of Paraffin Wax in Pure Hydrocarbonsbogushack100% (2)
- US3303001Document3 pagesUS3303001Lokesh RavichandranNo ratings yet
- Lim 20071Document5 pagesLim 20071gregorbanalt1No ratings yet
- United States Patent 0: Patented Feb. 4, 1969Document3 pagesUnited States Patent 0: Patented Feb. 4, 1969Stella AguirreNo ratings yet
- OxidationDocument25 pagesOxidationMir HamzaNo ratings yet
- Thermal Cracking of Fischer-Tropsch WaxesDocument6 pagesThermal Cracking of Fischer-Tropsch WaxesSyed Mustafa Hussain Zaidi100% (1)
- US Patent 2465498 - Production of Formaldehyde PDFDocument6 pagesUS Patent 2465498 - Production of Formaldehyde PDFAndrika TrepniaNo ratings yet
- HerculesDocument8 pagesHerculesRiza Shinta RNo ratings yet
- Applied ChemistryDocument10 pagesApplied ChemistryAngelNo ratings yet
- Decarboxylation of A-Keto Acids: (I) - For Example PyruDocument5 pagesDecarboxylation of A-Keto Acids: (I) - For Example PyruPhan NguyễnNo ratings yet
- United States Patent Office: Patented Nov. 7, 1950Document2 pagesUnited States Patent Office: Patented Nov. 7, 1950bayuminecraftNo ratings yet
- Process of Production CS2 PDFDocument9 pagesProcess of Production CS2 PDFDinii Lathiifah PertiwiNo ratings yet
- Enhanced Oxidation of The 9%Cr Steel P91 in Water Vapour Containing EnvironmentsDocument27 pagesEnhanced Oxidation of The 9%Cr Steel P91 in Water Vapour Containing EnvironmentsAleš NagodeNo ratings yet
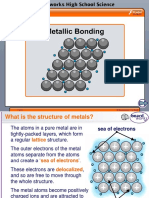
- Metallic BondingDocument6 pagesMetallic Bonding胡佳玲No ratings yet
- Hyscan II IomDocument33 pagesHyscan II Ioma1gulesNo ratings yet
- Executive SummaryDocument3 pagesExecutive Summarynavinchopra1986100% (1)
- Inorganic ChemistryDocument23 pagesInorganic ChemistryYeabsira AdebabayNo ratings yet
- Tugas Bahasa Inggris Kelompok 2Document4 pagesTugas Bahasa Inggris Kelompok 2Soly Deo Glorya HutagalungNo ratings yet
- Mark 300 ManualDocument8 pagesMark 300 ManualcjfgksNo ratings yet
- CHAPTER 15 - Mineral ResourcesDocument5 pagesCHAPTER 15 - Mineral ResourcesSerena KnightNo ratings yet
- Cumberland CaseDocument15 pagesCumberland CasemelinabeguinNo ratings yet
- Steel As Building MaterialDocument17 pagesSteel As Building MaterialSiddharthaDebNo ratings yet
- Metals 11 01108Document12 pagesMetals 11 01108John TorrezNo ratings yet
- PDF YesterdayDocument352 pagesPDF Yesterdaysudhasingh162900No ratings yet
- SYLLABUS For JEE (Main) PrintDocument2 pagesSYLLABUS For JEE (Main) PrintShubham DauleNo ratings yet
- Is 14688 1999Document10 pagesIs 14688 1999saeedahmad901No ratings yet
- G162-18 Standard Practice For Conducting and Evaluating Laboratoryh Corrosion Test in SoilsDocument4 pagesG162-18 Standard Practice For Conducting and Evaluating Laboratoryh Corrosion Test in Soilsalucard375100% (1)
- Turbine Clearance ControlDocument135 pagesTurbine Clearance ControlAnu Partha100% (1)
- AwipDocument55 pagesAwipma baNo ratings yet
- Design and Analysis of Al-6081 T6 PistonDocument9 pagesDesign and Analysis of Al-6081 T6 PistonIJIRSTNo ratings yet
- Metallics Special Effects - Vol 1 WebDocument2 pagesMetallics Special Effects - Vol 1 WebAbhay Shankar MishraNo ratings yet
- Astm b211mDocument10 pagesAstm b211munknown1711100% (1)
- Metal CeramicsDocument62 pagesMetal CeramicsSai Kumar67% (3)
- Cold Isostatic Pressing of Metal Powders A Review of The Technology and Recent DevelopmentsDocument25 pagesCold Isostatic Pressing of Metal Powders A Review of The Technology and Recent DevelopmentsBill WhiteNo ratings yet
- Electronic Induction Centrifugal Casting Machine Mod. Smartcast Operating and Maintenance Manual EDITION 04-2011Document32 pagesElectronic Induction Centrifugal Casting Machine Mod. Smartcast Operating and Maintenance Manual EDITION 04-2011Ehab SaberNo ratings yet
- GBM311 7Document1 pageGBM311 7jemmacruzNo ratings yet
- AlMgAl Strips Cold Roll Bonding ProcessDocument9 pagesAlMgAl Strips Cold Roll Bonding ProcessRamuliu SelcuNo ratings yet
- Libro 1Document136 pagesLibro 1Maela C O'SheaNo ratings yet
- Alchemy ClassicDocument11 pagesAlchemy ClassicDaniela SousaNo ratings yet
- Chapter 26 - Case Studies in Dry Oxidation - 2019 - Engineering Materials 1Document10 pagesChapter 26 - Case Studies in Dry Oxidation - 2019 - Engineering Materials 1Bhukya VenkateshNo ratings yet
- Distribution Class Surge ArresterDocument15 pagesDistribution Class Surge ArresterSaran KumarNo ratings yet
- Diffusion Phenomena in IN THIN FILMS AND MICROELECTRONIC MATERIALSDocument9 pagesDiffusion Phenomena in IN THIN FILMS AND MICROELECTRONIC MATERIALSShalabh SrivastavaNo ratings yet