You might also like
- Welding Methods Dr. A. ClaudeDocument11 pagesWelding Methods Dr. A. ClaudeEagle HawkNo ratings yet
- Welder Qualification (ALL CODES)Document3 pagesWelder Qualification (ALL CODES)narutothunderjet216No ratings yet
- Welded Joint Design 3rd EditionDocument155 pagesWelded Joint Design 3rd EditionThuận Hoàng94% (16)
- ASCE 7-16 Seismic Provision Changes and Review PresentationDocument55 pagesASCE 7-16 Seismic Provision Changes and Review Presentationomarseto83% (6)
- Welding Manual DesignDocument98 pagesWelding Manual DesignLAM CONo ratings yet
- AISC Bolting and WeldingDocument73 pagesAISC Bolting and WeldingHyunkyoun Jin100% (3)
- Welding Electrodes Types and Application Procedures Welding DefectsDocument77 pagesWelding Electrodes Types and Application Procedures Welding DefectsmkpqNo ratings yet
- 8-Welding Distortion & ControlDocument61 pages8-Welding Distortion & ControlRaj Chodankar100% (1)
- Structural InspectionDocument44 pagesStructural InspectionClaudio PataniaNo ratings yet
- Economics of Structural Steel WorkDocument40 pagesEconomics of Structural Steel Workthomas kilian100% (2)
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- 3 Structural Steel Fabrication3Document28 pages3 Structural Steel Fabrication3yradwohc100% (2)
- Welding Pipeline HandbookDocument64 pagesWelding Pipeline HandbookJose Luis Roca Cordova100% (1)
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- v4 Structural Steelwork Fabrication and Erection Ts 2Document21 pagesv4 Structural Steelwork Fabrication and Erection Ts 2Farid RezaeianNo ratings yet
- Welding Processes - Chapter 31Document109 pagesWelding Processes - Chapter 31xharpreetx100% (1)
- Basic Principles of Steel StructuresDocument9 pagesBasic Principles of Steel StructuresVlad Mos75% (4)
- CON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)Document22 pagesCON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)mnmsingam100% (1)
- Estimating & Comparing Weld Metal CostDocument21 pagesEstimating & Comparing Weld Metal CostKyaw Kyaw AungNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- QT-09-2008 ConcreteDocument25 pagesQT-09-2008 ConcreteRichard WriteNo ratings yet
- Folded Plate StructureDocument9 pagesFolded Plate StructureMohit BansalNo ratings yet
- The Procedure Handbook of Arc WeldingDocument742 pagesThe Procedure Handbook of Arc WeldingJuan Carlos Cruz E100% (1)
- Steel Erection Code of PracticeDocument94 pagesSteel Erection Code of Practicedadz mingiNo ratings yet
- Fillet WeldsDocument17 pagesFillet Weldssoroush1111No ratings yet
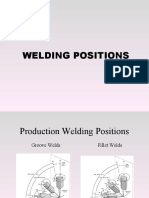
- Welding PositionsDocument94 pagesWelding PositionsBalakumar100% (5)
- DistortionDocument62 pagesDistortionManzar KhanNo ratings yet
- Structural Fabrication SpecificationDocument18 pagesStructural Fabrication Specificationravirawat15No ratings yet
- Quality Control in FabricationDocument7 pagesQuality Control in FabricationradhakrishnangNo ratings yet
- 24 - Steel Repair Procedures Operations Manual Ny DotDocument45 pages24 - Steel Repair Procedures Operations Manual Ny DotJustin Morse75% (4)
- What Every Steel Erector Should Know About Welding RequirementsDocument6 pagesWhat Every Steel Erector Should Know About Welding RequirementsrinuakNo ratings yet
- Deployment Guide Series Tivoli IT Asset Management Portfolio Sg247602Document328 pagesDeployment Guide Series Tivoli IT Asset Management Portfolio Sg247602bupbechanhNo ratings yet
- MBG - 533-09 Welding Standards For Fabrication of Steel Stainless Steel and Aluminium Bar GratingDocument19 pagesMBG - 533-09 Welding Standards For Fabrication of Steel Stainless Steel and Aluminium Bar GratingCarlo Monsalve100% (1)
- Annexure-5-Technical Specification For Structural Steel WorksDocument20 pagesAnnexure-5-Technical Specification For Structural Steel WorksGarapati Bala KrishnaNo ratings yet
- Painting Inspection Procedure PDFDocument1 pagePainting Inspection Procedure PDFPhạm Văn Đảng67% (3)
- Distortion in Weld JointDocument54 pagesDistortion in Weld JointDiVik BhargAva100% (1)
- Bored Cast in Situ Method LogyDocument77 pagesBored Cast in Situ Method LogySujan RajkumarNo ratings yet
- BDE Long Span Bridges SupplementDocument60 pagesBDE Long Span Bridges Supplementaktc100% (10)
- Welded Joint Design and ProductionDocument116 pagesWelded Joint Design and ProductionGilbertoUGONo ratings yet
- Arc Welding Specific SteelsDocument169 pagesArc Welding Specific Steelsmario fisgaNo ratings yet
- 6 Weld Joint DesignDocument29 pages6 Weld Joint DesignDaffa Alim100% (2)
- CJ 46-X100D Drilling Jack-Up Unit PDFDocument2 pagesCJ 46-X100D Drilling Jack-Up Unit PDFPhạm Văn Đảng0% (1)
- Types of Welding ElectrodesDocument2 pagesTypes of Welding Electrodessinghanimesh12345No ratings yet
- Welding TechDocument348 pagesWelding Techniteenkardi100% (2)
- Job Procedure For Concreting: Petron Engineering Construction Ltd. JBF Mangalore Document No.: Pecl/Til - Msc-006Document11 pagesJob Procedure For Concreting: Petron Engineering Construction Ltd. JBF Mangalore Document No.: Pecl/Til - Msc-006mahesh naikNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- Trussteel Design Manual 2012Document78 pagesTrussteel Design Manual 2012Daniel Kane50% (2)
- Fillet Welded Joints - A Review of The Practicalities - Job Knowledge 66Document4 pagesFillet Welded Joints - A Review of The Practicalities - Job Knowledge 66Anuj ShahiNo ratings yet
- Housekeeping Chapter 3 AND 5Document50 pagesHousekeeping Chapter 3 AND 5jonidgreat75% (8)
- AESS - Steel StructureDocument56 pagesAESS - Steel Structurevirginia_aureliaNo ratings yet
- WeldingDocument752 pagesWeldingAndres_Pastor1987100% (3)
- BS en 10279-2000 PDFDocument10 pagesBS en 10279-2000 PDFPhạm Văn Đảng100% (1)
- OSCOP P V6.60 E50417-H1076-C170-A5 enDocument402 pagesOSCOP P V6.60 E50417-H1076-C170-A5 enRinda_RaynaNo ratings yet
- 02 SpecificationsDocument194 pages02 SpecificationsNabeel Adeeb Alshare100% (1)
- Int J Nautical Archaeology - May 1982 - Blackmann - Ancient Harbours in The Mediterranean Part 1Document26 pagesInt J Nautical Archaeology - May 1982 - Blackmann - Ancient Harbours in The Mediterranean Part 1Thomas Iossifidis100% (2)
- BRIDGE Steel Welding GuideDocument2 pagesBRIDGE Steel Welding GuideANTONYLEONo ratings yet
- FCAWDocument6 pagesFCAWshravan.office11No ratings yet
- Astm C157Document3 pagesAstm C157E Hammam El MissiryNo ratings yet
- en 13067 2003 PDFDocument36 pagesen 13067 2003 PDFPhạm Văn Đảng100% (1)
- S3LDocument1 pageS3LkcarmachNo ratings yet
- 9 Welding Processes Cwip 3.1Document12 pages9 Welding Processes Cwip 3.1Jawed AkhterNo ratings yet
- Visual Guide To Weld Defects & DiscontinuitiesDocument44 pagesVisual Guide To Weld Defects & DiscontinuitiesGTPATELNo ratings yet
- ESAB Lesson 1Document35 pagesESAB Lesson 1Shahid HussainNo ratings yet
- 01 - Different Types of Metal Joining ProcessesDocument44 pages01 - Different Types of Metal Joining ProcessesMetwally NaserNo ratings yet
- Miller - 2010 Welding Heavy Structural Steel SucessfulyyDocument15 pagesMiller - 2010 Welding Heavy Structural Steel SucessfulyyLleiLleiNo ratings yet
- SHS WeldingDocument42 pagesSHS Weldingrusf123No ratings yet
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsweldmindNo ratings yet
- DesignManualAUGUST2014 Watermarked PDFDocument35 pagesDesignManualAUGUST2014 Watermarked PDFAbdelaziz BrakhliaNo ratings yet
- STRUCTURAL STEEL Rev.1Document11 pagesSTRUCTURAL STEEL Rev.1mohdNo ratings yet
- 05 - 12 - 00 - 00 (05120) - Steel FramingDocument12 pages05 - 12 - 00 - 00 (05120) - Steel FramingMatthew Ho Choon LimNo ratings yet
- SECTION 051200 Structural Steel Part 1 - GeneralDocument8 pagesSECTION 051200 Structural Steel Part 1 - GeneralBrijithNo ratings yet
- 16 - Specification of Work - Part 22Document161 pages16 - Specification of Work - Part 22Yadunath RavikumarNo ratings yet
- The Structure of Financial Supervision PDFDocument256 pagesThe Structure of Financial Supervision PDFPhạm Văn ĐảngNo ratings yet
- Bike Racks PDFDocument8 pagesBike Racks PDFPhạm Văn ĐảngNo ratings yet
- 72 - Welding Distortion PDFDocument1 page72 - Welding Distortion PDFPhạm Văn ĐảngNo ratings yet
- ITW Cored Wire Catalogue ENG PDFDocument70 pagesITW Cored Wire Catalogue ENG PDFPhạm Văn ĐảngNo ratings yet
- Analysis of Plate Straightening ApproachesDocument90 pagesAnalysis of Plate Straightening ApproachesPhạm Văn ĐảngNo ratings yet
- Maritime Stress Sales Catalog QA04-05, REV 4Document20 pagesMaritime Stress Sales Catalog QA04-05, REV 4Phạm Văn ĐảngNo ratings yet
- Ded Jalan Toll Kunciran - Serpong: Borhole NoDocument6 pagesDed Jalan Toll Kunciran - Serpong: Borhole NoAgus WahyudiNo ratings yet
- CSDocument72 pagesCSBoris JhonatanNo ratings yet
- Miele Floor Care BrochureDocument88 pagesMiele Floor Care BrochureBrent SmithNo ratings yet
- Schneider A9n 18357 PDFDocument78 pagesSchneider A9n 18357 PDFjust_4_u_dear_in9549No ratings yet
- 3G NSN Terms VocabularyDocument18 pages3G NSN Terms VocabularyNary RasolomaharoNo ratings yet
- ListOf Cable-CN 894345 000010 EN AI00Document1 pageListOf Cable-CN 894345 000010 EN AI00Anonymous iI88LtNo ratings yet
- Manual Elevador de Haste WeatherfordDocument16 pagesManual Elevador de Haste WeatherfordJosevan BatistaNo ratings yet
- Peng The Contribution of Landscape Ecology To Sustainable Land Use ResearchDocument10 pagesPeng The Contribution of Landscape Ecology To Sustainable Land Use ResearchDaisyNo ratings yet
- Tutorial 6 - Analysis of Statically Indeterminate TrussesDocument4 pagesTutorial 6 - Analysis of Statically Indeterminate TrussesMohd HisyamNo ratings yet
- Design of Multi-Story Light-Frame Shear Walls: Meet Your InstructorDocument21 pagesDesign of Multi-Story Light-Frame Shear Walls: Meet Your Instructor폴로 쥰 차No ratings yet
- Carlos Ortiz Resume TigerDocument4 pagesCarlos Ortiz Resume Tigerapi-381501757No ratings yet
- VectorScribe User ManualDocument10 pagesVectorScribe User Manualgwezerek1No ratings yet
- Analog and Digital Electronic 01Document63 pagesAnalog and Digital Electronic 01rajapeeeNo ratings yet
- Ranjeet 20533Document19 pagesRanjeet 20533ranjeetsingh2908No ratings yet
- D61762GC31 Les02Document20 pagesD61762GC31 Les02henry eduardoNo ratings yet
- Building Construction II: Wood Frame and Light RC ConstructionDocument144 pagesBuilding Construction II: Wood Frame and Light RC ConstructionRoland CepedaNo ratings yet
- Hatch PatternsDocument5 pagesHatch PatternsSofia GaliciaNo ratings yet
- Module 3 - IPTV Architectures and ImplementationDocument57 pagesModule 3 - IPTV Architectures and ImplementationMladen VratnicaNo ratings yet
- STE - D Digital Power Line CarrierDocument37 pagesSTE - D Digital Power Line CarrierAnonymous S29FwnFNo ratings yet
- HP Compaq 8100 Elite Business PC Data Sheet FINALv2Document2 pagesHP Compaq 8100 Elite Business PC Data Sheet FINALv2Gelen Raymundo AcuñaNo ratings yet
- Project of Gang Saw Processing Plant For Marble: 1.LANDDocument6 pagesProject of Gang Saw Processing Plant For Marble: 1.LANDSudheer VarakalaNo ratings yet
- Ansible TebotDocument30 pagesAnsible Tebotvinodbabu24No ratings yet