You might also like
- SPE Phase Behavior Monograph CH 5Document27 pagesSPE Phase Behavior Monograph CH 5Juan Marcelo AguirreNo ratings yet
- Polyvance The BookDocument20 pagesPolyvance The BookBrianCookNo ratings yet
- ASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Document27 pagesASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Anonymous gBMz178No ratings yet
- ASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Document27 pagesASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Anonymous gBMz178No ratings yet
- XIIth ChemistryDocument508 pagesXIIth Chemistrynil kumarNo ratings yet
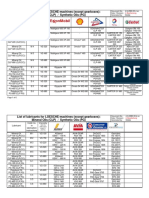
- Loesche List of Lubricants 03 2015 - enDocument6 pagesLoesche List of Lubricants 03 2015 - enphucdc095041No ratings yet
- Asphatene Ppt. in Crude Oils PDFDocument19 pagesAsphatene Ppt. in Crude Oils PDFOguamahIfeanyiNo ratings yet
- CLEANING AND SANITATION IN MEAT PLANTSDocument8 pagesCLEANING AND SANITATION IN MEAT PLANTSLina HerlinaNo ratings yet
- Topic 4 TestDocument10 pagesTopic 4 TestRitik YadavNo ratings yet
- Astom Products CatalogueDocument10 pagesAstom Products Cataloguelkumar4454No ratings yet
- SPE 80262 Asphaltene Deposition Prediction and Control in A North MonagasDocument8 pagesSPE 80262 Asphaltene Deposition Prediction and Control in A North MonagasEdgar GonzalezNo ratings yet
- Spe 181756 PaDocument12 pagesSpe 181756 Pawsanchez_soteloNo ratings yet
- Demulsif SaltDocument12 pagesDemulsif SaltLidiya KirilovaNo ratings yet
- Spe 190377 MsDocument21 pagesSpe 190377 MsSeyedeh Maryam MousaviNo ratings yet
- ASP in Carbonate ReservoirDocument25 pagesASP in Carbonate ReservoiribhavinNo ratings yet
- Asphaltene Temperature PDFDocument9 pagesAsphaltene Temperature PDFmarcoesteban97No ratings yet
- 2 - Spe 194706 MSDocument15 pages2 - Spe 194706 MSMaresEGPNo ratings yet
- SARA Method D4124Document9 pagesSARA Method D4124mahamuninaresh1No ratings yet
- Effects of Surfactants and Alkalis On The Stability of Heavy-Oil-in-Water EmulsionsDocument10 pagesEffects of Surfactants and Alkalis On The Stability of Heavy-Oil-in-Water EmulsionsEliasNo ratings yet
- An Investigation Into Surfactant Flooding and Alkaline-Surfactant-Polymer Flooding For Enhancing Oil Recovery From Carbonate Reservoirs: Experimental Study and SimulationDocument13 pagesAn Investigation Into Surfactant Flooding and Alkaline-Surfactant-Polymer Flooding For Enhancing Oil Recovery From Carbonate Reservoirs: Experimental Study and SimulationNur InsaniNo ratings yet
- J Petrol 2019 03 074Document9 pagesJ Petrol 2019 03 074wilfred gomezNo ratings yet
- Sharma 2018Document13 pagesSharma 2018Suelem SáNo ratings yet
- Journal of Molecular Liquids: Iman Nowrouzi, Amir H. Mohammadi, Abbas Khaksar ManshadDocument9 pagesJournal of Molecular Liquids: Iman Nowrouzi, Amir H. Mohammadi, Abbas Khaksar ManshadfirdaNo ratings yet
- SPE-190231-MS Alkaline Surfactant Polymer ASP Process For Shaley Formation With PyriteDocument23 pagesSPE-190231-MS Alkaline Surfactant Polymer ASP Process For Shaley Formation With PyriteDIKE PutraNo ratings yet
- SPE-179699-MS Heavy Oil Upgrading and Enhanced Recovery in A Continuous Steam Injection Process Assisted by Nanoparticulated CatalystsDocument16 pagesSPE-179699-MS Heavy Oil Upgrading and Enhanced Recovery in A Continuous Steam Injection Process Assisted by Nanoparticulated Catalysts叶芊No ratings yet
- Experimental Study of Enhanced-Heavy-Oil Recovery in Berea Sandstone Cores by Use of Nanofluids ApplicationsDocument13 pagesExperimental Study of Enhanced-Heavy-Oil Recovery in Berea Sandstone Cores by Use of Nanofluids ApplicationsAnand aashishNo ratings yet
- Spe 200182 PaDocument11 pagesSpe 200182 PaserviciosNo ratings yet
- SPE/Petroleum Society of CIM/CHOA 79496 Heavy Oil Rheology As A Function of Asphaltene and Resin Content and TemperatureDocument6 pagesSPE/Petroleum Society of CIM/CHOA 79496 Heavy Oil Rheology As A Function of Asphaltene and Resin Content and TemperatureHenry Mauricio Galvis SilvaNo ratings yet
- SPE-182836-MS Simulation of Ionic Liquid Flooding For Chemical Enhance Oil Recovery Using CMG STARS SoftwareDocument14 pagesSPE-182836-MS Simulation of Ionic Liquid Flooding For Chemical Enhance Oil Recovery Using CMG STARS SoftwareVeronicaNo ratings yet
- FACTORS THAT AFFECT CRUDE OIL VISCOSITY AND TECHNIQUES TO REDUCE IT - A REVIEW, Santos, I. C. V. M. 2017, 16 PGDocument16 pagesFACTORS THAT AFFECT CRUDE OIL VISCOSITY AND TECHNIQUES TO REDUCE IT - A REVIEW, Santos, I. C. V. M. 2017, 16 PGjoselosse desantosNo ratings yet
- SPE-191545-MS The Role of Chemicals Loss in Sandstone Formation in ASP Flooding Enhanced Oil RecoveryDocument17 pagesSPE-191545-MS The Role of Chemicals Loss in Sandstone Formation in ASP Flooding Enhanced Oil RecoveryDIKE PutraNo ratings yet
- Modern Research on Asphaltene DepositionDocument13 pagesModern Research on Asphaltene DepositionManafNo ratings yet
- Paper 2Document9 pagesPaper 2Payam ParvasiNo ratings yet
- Laboratory Tests and Modeling of Carbon Dioxide Injection in Chalk With Fracture/Matrix-Transport MechanismsDocument15 pagesLaboratory Tests and Modeling of Carbon Dioxide Injection in Chalk With Fracture/Matrix-Transport MechanismsAllanNo ratings yet
- Ift Drexler2019Document9 pagesIft Drexler2019Murtibaahshe HDNo ratings yet
- Asphalt EnesDocument6 pagesAsphalt EnesCathuu CatalinaNo ratings yet
- SPE-195254-MS Anionic Surfactant and Heavy Oil Interaction During Surfactant-Steam ProcessDocument13 pagesSPE-195254-MS Anionic Surfactant and Heavy Oil Interaction During Surfactant-Steam ProcessSilvana SerranoNo ratings yet
- Xray Diffraction of Nigerian BitumenDocument7 pagesXray Diffraction of Nigerian BitumenAKINMADE OLUWATOSINNo ratings yet
- Studies of Poly Ethylene Acrylic Acid Derivatives As Pour Point Depressants of Waxy Crude OilsDocument7 pagesStudies of Poly Ethylene Acrylic Acid Derivatives As Pour Point Depressants of Waxy Crude Oilssushant0261No ratings yet
- Alkaline-Surfactant-Polymer ModelingDocument24 pagesAlkaline-Surfactant-Polymer ModelingNur InsaniNo ratings yet
- Liu 2008Document12 pagesLiu 2008Rachel PanjaitanNo ratings yet
- Jia 2017Document24 pagesJia 2017Kelly Jhoanna JimenezNo ratings yet
- Temperature Effects On Alkaline Flooding For Heavy Oil Recovery in Heterogeneous and Homogeneous Porous1Document18 pagesTemperature Effects On Alkaline Flooding For Heavy Oil Recovery in Heterogeneous and Homogeneous Porous1Omid AlizadehNo ratings yet
- Favorable Attributes of Alkaline-Surfactant-Polymer FloodingDocument12 pagesFavorable Attributes of Alkaline-Surfactant-Polymer FloodingJuan J MorenoNo ratings yet
- SPE-178133-MS Heavy Crude Oil Rheology Improvement Using Naturally Extracted SurfactantDocument17 pagesSPE-178133-MS Heavy Crude Oil Rheology Improvement Using Naturally Extracted SurfactantRajarshiPanigrahiNo ratings yet
- TWS - Influence of Waste Engine Oil On Bitumen Using Different TestsDocument5 pagesTWS - Influence of Waste Engine Oil On Bitumen Using Different TestsStudentsHeartNo ratings yet
- Ariana A. Melendez-Alvarez, Miguel Garcia-Bermudes, Mohammad Tavakkoli, Rocio H. Doherty, Siqi Meng, Dalia S. Abdallah, Francisco M. VargasDocument11 pagesAriana A. Melendez-Alvarez, Miguel Garcia-Bermudes, Mohammad Tavakkoli, Rocio H. Doherty, Siqi Meng, Dalia S. Abdallah, Francisco M. VargasAlexander GerasimovNo ratings yet
- Agha Razi Dorman I 1990Document8 pagesAgha Razi Dorman I 1990Vinod KanapathyNo ratings yet
- OTC-27226-MS Prediction of Asphaltene Onset Pressure From Dead Oil StabilityDocument10 pagesOTC-27226-MS Prediction of Asphaltene Onset Pressure From Dead Oil StabilityAnonymous 8te2h1No ratings yet
- Interacción Surfactante-Polímero Sobre Las Propiedades Interfaciales de Una SustanciaDocument9 pagesInteracción Surfactante-Polímero Sobre Las Propiedades Interfaciales de Una SustanciaJesus BcNo ratings yet
- SPE 115386 Recent Advances in Surfactant EORDocument35 pagesSPE 115386 Recent Advances in Surfactant EORFachrul saktiNo ratings yet
- Spe 190026 MsDocument13 pagesSpe 190026 MsAndres Camilo BenitezNo ratings yet
- SPE 102564 The Effect of Wettability On Oil Recovery of Alkaline/Surfactant/P Olymer FloodingDocument8 pagesSPE 102564 The Effect of Wettability On Oil Recovery of Alkaline/Surfactant/P Olymer FloodingClyde San VicenteNo ratings yet
- Blending and Diffusion of Reclaimed Asphalt Pavement and Virgin Asphalt BindersDocument36 pagesBlending and Diffusion of Reclaimed Asphalt Pavement and Virgin Asphalt BindersLeonardo JaimesNo ratings yet
- Impact of A Novel Scale Inhibitor System On The Wettability of Paleozoic Unayzah Sandstone Reservoir, Saudi ArabiaDocument6 pagesImpact of A Novel Scale Inhibitor System On The Wettability of Paleozoic Unayzah Sandstone Reservoir, Saudi ArabiaRosa K Chang HNo ratings yet
- SPE-190473-MS Surfactants As Steam Foam Additives For Thermal EOR ProcessesDocument12 pagesSPE-190473-MS Surfactants As Steam Foam Additives For Thermal EOR ProcessesFachrul saktiNo ratings yet
- Esteban A. Taborda, Camilo A. Franco, Sergio H. Lopera, Vladimir Alvarado, Farid B. CortésDocument11 pagesEsteban A. Taborda, Camilo A. Franco, Sergio H. Lopera, Vladimir Alvarado, Farid B. CortésAdela CarbajalNo ratings yet
- Fuel Processing Technology: Jun Wang, Tian-Lu Liu, Qun-Xing Huang, Zeng-Yi Ma, Yong Chi, Jian-Hua YanDocument7 pagesFuel Processing Technology: Jun Wang, Tian-Lu Liu, Qun-Xing Huang, Zeng-Yi Ma, Yong Chi, Jian-Hua YanIulia StanciuNo ratings yet
- 185313-MS (1)Document11 pages185313-MS (1)Raka NugrohoNo ratings yet
- Spe 174486 MS PDFDocument12 pagesSpe 174486 MS PDFSajad FalahNo ratings yet
- Polymer Flooding Boosts Heavy Oil RecoveryDocument17 pagesPolymer Flooding Boosts Heavy Oil RecoveryLorena Cardoso BatistaNo ratings yet
- SPE-191947-MS Novel Eco-Friendly Cationic Surfactant For Improving Oil Recovery From Carbonate ReservoirsDocument11 pagesSPE-191947-MS Novel Eco-Friendly Cationic Surfactant For Improving Oil Recovery From Carbonate ReservoirsGabriel SNo ratings yet
- Castro 2010Document15 pagesCastro 2010Raka Fajar NugrohoNo ratings yet
- Spe-194030-Stu Rheological Demonstration of Heavy Oil Viscosity Reduction by Nio/Sio Nanoparticles-Assisted Ultrasound CavitationDocument12 pagesSpe-194030-Stu Rheological Demonstration of Heavy Oil Viscosity Reduction by Nio/Sio Nanoparticles-Assisted Ultrasound CavitationLaura CastilloNo ratings yet
- Synthesis of Activated Charcoal From Saw-Dust and Characterization For Adsorptive Separation of Oil From Oil-In-Water EmulsionDocument18 pagesSynthesis of Activated Charcoal From Saw-Dust and Characterization For Adsorptive Separation of Oil From Oil-In-Water EmulsionNitin ThombreNo ratings yet
- Rheological, Microscopic, and Chemical Characterization of The Rejuvenating Effect On Asphalt BindersDocument10 pagesRheological, Microscopic, and Chemical Characterization of The Rejuvenating Effect On Asphalt BindersHendri HadisiNo ratings yet
- Journal of Petroleum Science and EngineeringDocument8 pagesJournal of Petroleum Science and EngineeringDbaltNo ratings yet
- Uydt 5 YudDocument4 pagesUydt 5 YudDaniel FelipeNo ratings yet
- Guide To Installing CMGSoftware On Windows - Oct2017Document18 pagesGuide To Installing CMGSoftware On Windows - Oct2017Baffour EnninNo ratings yet
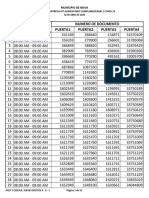
- Puerta1 Puerta2 Puerta3 Puerta4 Numero de Documento HoraDocument52 pagesPuerta1 Puerta2 Puerta3 Puerta4 Numero de Documento HoraDaniel FelipeNo ratings yet
- Puerta1 Puerta2 Puerta3 Puerta4 Numero de Documento HoraDocument52 pagesPuerta1 Puerta2 Puerta3 Puerta4 Numero de Documento HoraDaniel FelipeNo ratings yet
- SPE 139239 Effects of Induced Migration of Fines On Water Cut During WaterfloodingDocument19 pagesSPE 139239 Effects of Induced Migration of Fines On Water Cut During WaterfloodingAdri Coca SuaznabarNo ratings yet
- Rheological Response of Viscoelastic Asphaltene Films and The Effect On Drop Coalescence.Document31 pagesRheological Response of Viscoelastic Asphaltene Films and The Effect On Drop Coalescence.Daniel FelipeNo ratings yet
- Possible Role of Asphaltenes in Stabilization of Water-In-Crude Oil EmulsionsDocument2 pagesPossible Role of Asphaltenes in Stabilization of Water-In-Crude Oil EmulsionsDaniel FelipeNo ratings yet
- SPE-171076-MS The Role of Asphaltenes in Emulsion Formation For Steam Assisted Gravity Drainage (SAGD) and Expanding Solvent - SAGD (ES-SAGD)Document14 pagesSPE-171076-MS The Role of Asphaltenes in Emulsion Formation For Steam Assisted Gravity Drainage (SAGD) and Expanding Solvent - SAGD (ES-SAGD)Daniel FelipeNo ratings yet
- Spe 178034 MS PDFDocument21 pagesSpe 178034 MS PDFDaniel FelipeNo ratings yet
- CamScanner Document ScansDocument75 pagesCamScanner Document ScansDaniel FelipeNo ratings yet
- Mapa Geologico Con PlegamientosDocument2 pagesMapa Geologico Con PlegamientosDaniel FelipeNo ratings yet
- ASTM D95-05 (Metodo de Prueba Estandar para Agua en Productos Del Petroleo y Materiales Bituminosos Por Destilación) PDFDocument6 pagesASTM D95-05 (Metodo de Prueba Estandar para Agua en Productos Del Petroleo y Materiales Bituminosos Por Destilación) PDFDaniel FelipeNo ratings yet
- ASTM D323-08 (Metodo de Prueba Estandar para Presión de Vapor de Productos Del Petroleo Método REID) PDFDocument10 pagesASTM D323-08 (Metodo de Prueba Estandar para Presión de Vapor de Productos Del Petroleo Método REID) PDFDaniel FelipeNo ratings yet
- ASTM D287-92 (Metodo de Prueba Estandar para Gravedad API de Petroleo Crudo y Productos Del Petroleo Metodo Del Hidrómetro)Document3 pagesASTM D287-92 (Metodo de Prueba Estandar para Gravedad API de Petroleo Crudo y Productos Del Petroleo Metodo Del Hidrómetro)Juan MonjeNo ratings yet
- Muf0041 Sample SatDocument14 pagesMuf0041 Sample SatCYNo ratings yet
- COM123Document44 pagesCOM123Mùbãrâk MøhàmmãdNo ratings yet
- Dean Close Cheltenham 6th Form Chemistry Sample and GuidanceDocument4 pagesDean Close Cheltenham 6th Form Chemistry Sample and GuidancetheregenofbossNo ratings yet
- Pengembangan Perekat Likuida Dari Limbah Kulit Buah Kakao (Theobroma Cacao L.)Document10 pagesPengembangan Perekat Likuida Dari Limbah Kulit Buah Kakao (Theobroma Cacao L.)fitriNo ratings yet
- ACRYSOL™ ASE-60 Thickener Technical Data Sheet (Asia-Pacific) - 883-00518-01-Acrysol-Ase60-Thickener-TdsDocument2 pagesACRYSOL™ ASE-60 Thickener Technical Data Sheet (Asia-Pacific) - 883-00518-01-Acrysol-Ase60-Thickener-TdsSupport PaintNo ratings yet
- Solubility of Ferulic Acid in Supercritical Carbon Dioxide WithDocument3 pagesSolubility of Ferulic Acid in Supercritical Carbon Dioxide WithJonatas LopesNo ratings yet
- WM 1210Document32 pagesWM 1210Nisa KgNo ratings yet
- Fan Et Al, 2012Document8 pagesFan Et Al, 2012Miranti PuspitasariNo ratings yet
- Food ScienceDocument9 pagesFood ScienceTabasum BhatNo ratings yet
- 2009 Q1 Production PDFDocument20 pages2009 Q1 Production PDFTimBarrowsNo ratings yet
- Clarke Engine Painting With RAL 3001Document2 pagesClarke Engine Painting With RAL 3001Kisinda SasolaNo ratings yet
- Asme Ii B SB-677Document6 pagesAsme Ii B SB-677الGINIRAL FREE FIRENo ratings yet
- Textile Wet Processing UNIT-3Document7 pagesTextile Wet Processing UNIT-3Chaarvi SaranyaNo ratings yet
- Experiment 1 chem english (氮 鋁 熱)Document14 pagesExperiment 1 chem english (氮 鋁 熱)b0409119cguNo ratings yet
- 978 3 330 01994 2 - Coverpreview20Document2 pages978 3 330 01994 2 - Coverpreview20MrLun Lun TitNo ratings yet
- Pre-Medical: Chemistry: Exercise-IDocument6 pagesPre-Medical: Chemistry: Exercise-IAhkil NandaNo ratings yet
- Mobilcut 102 Hoja TecnicaDocument2 pagesMobilcut 102 Hoja TecnicaCAGERIGONo ratings yet
- Chemistry Investigatory Project ReportDocument19 pagesChemistry Investigatory Project ReportPiyush80% (5)
- 5990-3781en Analisis de BiodieselDocument8 pages5990-3781en Analisis de BiodieselAlexis A.González San MartínNo ratings yet
- CHEM 103 Exp 05 Qualitative Analysis Anions Part II NEWDocument4 pagesCHEM 103 Exp 05 Qualitative Analysis Anions Part II NEWGail AidNo ratings yet
- Thermoplastic Products and Recycling ConceptDocument3 pagesThermoplastic Products and Recycling ConceptGERLIEHEARTYNo ratings yet
- MTC Certificate - Doc CHASEDocument1 pageMTC Certificate - Doc CHASEERIC GERARDNo ratings yet
- Synthesis and Characterization of Kraft Lignin-Graft-Polylactide CopolymersDocument12 pagesSynthesis and Characterization of Kraft Lignin-Graft-Polylactide CopolymersRitaSantosNo ratings yet
- Fajan's RuleDocument19 pagesFajan's RuleSaransh GoyalNo ratings yet