You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- New Microsoft Excel WorksheetDocument2 pagesNew Microsoft Excel WorksheetDima RotariNo ratings yet
- Concawe Review 27 1 - Webfile PDFDocument52 pagesConcawe Review 27 1 - Webfile PDFDima RotariNo ratings yet
- Upgrade FCC Performance 2009Document0 pagesUpgrade FCC Performance 2009Edgar Enrique Diaz MarquinaNo ratings yet
- New Microsoft Excel WorksheetDocument2 pagesNew Microsoft Excel WorksheetDima RotariNo ratings yet
- UOP FCC Energy Optimization Tech Paper1Document30 pagesUOP FCC Energy Optimization Tech Paper1MONANo ratings yet
- Upgrade FCC Performance 2009Document0 pagesUpgrade FCC Performance 2009Edgar Enrique Diaz MarquinaNo ratings yet
- FCC Revamp 21cm X 27cm FinalDocument2 pagesFCC Revamp 21cm X 27cm FinalDima RotariNo ratings yet
- STAR Method - Inteview PreparationDocument2 pagesSTAR Method - Inteview PreparationjdfdfererNo ratings yet
- Concawe Review 27 1 - Webfile PDFDocument52 pagesConcawe Review 27 1 - Webfile PDFDima RotariNo ratings yet
- English Studying PDFDocument304 pagesEnglish Studying PDFDima RotariNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 15 TOP Compressors, Gas Turbines & Jet Engines LAB VIVA Questions and Answers PDF Gas Turbines & Jet Engines LAB VIVA Questions and AnswersDocument4 pages15 TOP Compressors, Gas Turbines & Jet Engines LAB VIVA Questions and Answers PDF Gas Turbines & Jet Engines LAB VIVA Questions and AnswersAB MalikNo ratings yet
- SIM SCIENCE 7 Metals and NonmetalsDocument4 pagesSIM SCIENCE 7 Metals and NonmetalsAileen I ReyesNo ratings yet
- Cementol SPADocument2 pagesCementol SPAcipyyyy100% (1)
- Airbase 13671Document6 pagesAirbase 13671ssarangNo ratings yet
- 12v 40ah Lifepo4 Lithium Ion BatteryDocument10 pages12v 40ah Lifepo4 Lithium Ion BatteryBenjamín Andres Lagos BerriosNo ratings yet
- Young's Modulus ExperimentDocument4 pagesYoung's Modulus ExperimentPriyansh MishraNo ratings yet
- CSWIP 3.1 Exam Prep NotesDocument12 pagesCSWIP 3.1 Exam Prep NotesMeritorious Khan100% (2)
- Application of Automation in Geotechnical TestingDocument101 pagesApplication of Automation in Geotechnical TestingTravis Kilkenny100% (1)
- DFT Calculations of Molecular Magnetic Properties of Coordination CompoundsDocument23 pagesDFT Calculations of Molecular Magnetic Properties of Coordination CompoundslitespaklaNo ratings yet
- Blue Shield 12 & 14 MsdsDocument8 pagesBlue Shield 12 & 14 MsdssalcabesNo ratings yet
- Hydrology 5: Evaporation & TranspirationDocument20 pagesHydrology 5: Evaporation & TranspirationAve de GuzmanNo ratings yet
- How Oil Circuit Breakers Extinguish Electric ArcsDocument9 pagesHow Oil Circuit Breakers Extinguish Electric ArcsRogelio RevettiNo ratings yet
- Fock space definition and propertiesDocument5 pagesFock space definition and propertiesAdedokun AbayomiNo ratings yet
- NDE Procedure - Flare KOD - Structure Rev ADocument90 pagesNDE Procedure - Flare KOD - Structure Rev ARajesh K PillaiNo ratings yet
- Detection of Amitraz, A Formamidine Based Pesticide Using Chromogenic Spray Reagent by Thin Layer ChromatographyDocument4 pagesDetection of Amitraz, A Formamidine Based Pesticide Using Chromogenic Spray Reagent by Thin Layer ChromatographyArtem KulikovNo ratings yet
- CFD Analysis of Economizer in A Tengential Fired Boiler: Krunal P. Mudafale & Hemant S. FarkadeDocument5 pagesCFD Analysis of Economizer in A Tengential Fired Boiler: Krunal P. Mudafale & Hemant S. Farkadesagar patelNo ratings yet
- Use of Bentonite Calcined Clay As An Adsorbent: Equilibrium and Thermodynamic Study of Rhodamine B Adsorption in Aqueous SolutionDocument11 pagesUse of Bentonite Calcined Clay As An Adsorbent: Equilibrium and Thermodynamic Study of Rhodamine B Adsorption in Aqueous SolutionBelenNo ratings yet
- Chemical Process CalculationsDocument3 pagesChemical Process CalculationsRusheenRathore0% (1)
- GJ 11Document7 pagesGJ 11vijayakumarNo ratings yet
- Organic Compounds Containing OxygenDocument73 pagesOrganic Compounds Containing OxygenGepsa AprilianaNo ratings yet
- Service AS30C2BCDocument29 pagesService AS30C2BCÁlvaro Manterola LazcanoNo ratings yet
- Ultrasonic Velocity Determination in Binary Liquid Mixtures: R. Natarajan and P. RameshDocument7 pagesUltrasonic Velocity Determination in Binary Liquid Mixtures: R. Natarajan and P. RameshphysicsjournalNo ratings yet
- Department of Chemical Engg. ASSIGNMENT-3, Mass Transfer IDocument3 pagesDepartment of Chemical Engg. ASSIGNMENT-3, Mass Transfer IKimberly BautistaNo ratings yet
- Bacteriogenic Manganese OxidesDocument8 pagesBacteriogenic Manganese OxidesjeecanNo ratings yet
- Practical Approach On Heating Ventilation & Air Conditioning Technology - Best in HVAC-Designing, A - AMRUTHA RAO MALLIDocument198 pagesPractical Approach On Heating Ventilation & Air Conditioning Technology - Best in HVAC-Designing, A - AMRUTHA RAO MALLIsitender kumarNo ratings yet
- Artcure Difussional Patch PatentDocument8 pagesArtcure Difussional Patch PatentJohn CañaveralNo ratings yet
- 9 Surfing - Equilibrium & TemperatureDocument2 pages9 Surfing - Equilibrium & TemperatureEliNo ratings yet
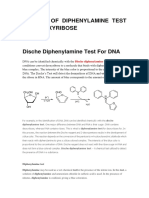
- History of Diphenylamine TestDocument2 pagesHistory of Diphenylamine Testkenneth VonNo ratings yet
- Chapter 36 37Document31 pagesChapter 36 37HumairaNo ratings yet
- SYSTEMIC FUNGICIDES - Benomyl, Carboxin, Oxycarboxin, Metalaxyl, Carbendazim,-Characteristics and UseDocument11 pagesSYSTEMIC FUNGICIDES - Benomyl, Carboxin, Oxycarboxin, Metalaxyl, Carbendazim,-Characteristics and UseLekshmiNo ratings yet