You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (347)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 3M Tapes and AdhesivesDocument48 pages3M Tapes and AdhesivesArshadNo ratings yet
- Failure PVC PipeDocument31 pagesFailure PVC PipeHAJEYYNo ratings yet
- Application of Enzymes in TextilesDocument7 pagesApplication of Enzymes in TextilesSENTHIL KUMARNo ratings yet
- MSDS Petrogrease EPDocument5 pagesMSDS Petrogrease EPSiap Siap100% (1)
- STD 128 PDFDocument47 pagesSTD 128 PDFsanchitaNo ratings yet
- Metal Joining and Cutting ProcessesDocument155 pagesMetal Joining and Cutting Processestuvu100% (4)
- Welding QuestionnaireDocument4 pagesWelding QuestionnaireRai Singh Malhi100% (3)
- Load Management SheetDocument4 pagesLoad Management SheetThabangNo ratings yet
- Control System For Ammonia Synthesis Column: Matei VinatoruDocument8 pagesControl System For Ammonia Synthesis Column: Matei VinatoruThabangNo ratings yet
- CEMDocument15 pagesCEMThabangNo ratings yet
- Kellogg - Ammonia Reactor P&IDDocument65 pagesKellogg - Ammonia Reactor P&IDThabang100% (1)
- Ammonia Paper Little TheoryDocument59 pagesAmmonia Paper Little TheoryThabangNo ratings yet
- Developing and Using Stio Tables NotesDocument27 pagesDeveloping and Using Stio Tables NotesThabangNo ratings yet
- Distillation Tutorial IIDocument11 pagesDistillation Tutorial IIThabangNo ratings yet
- Flocrete SP124M1 MSDS BHDocument4 pagesFlocrete SP124M1 MSDS BHShaik QutubuddinNo ratings yet
- Thermoelectric Module Construction For Low Temperature Gradient Power GenerationDocument4 pagesThermoelectric Module Construction For Low Temperature Gradient Power Generationtasos1970No ratings yet
- IBR - 1950 - Reg. 366Document2 pagesIBR - 1950 - Reg. 366Vijay ParmarNo ratings yet
- STP ShaliTapeFleXDocument2 pagesSTP ShaliTapeFleXRana MahatoNo ratings yet
- MsdsDocument6 pagesMsdsfrespinosagNo ratings yet
- Safety Data Sheet Hycolin Professional Antiviral Multi-Purpose CleanerDocument8 pagesSafety Data Sheet Hycolin Professional Antiviral Multi-Purpose Cleanerdenn mary sidoreNo ratings yet
- Reclaimed Ground Rubber Tire ReinforecedDocument11 pagesReclaimed Ground Rubber Tire ReinforecedHani AlyyanNo ratings yet
- Unit 3 May 2019 Q3 QDocument5 pagesUnit 3 May 2019 Q3 Qnlm malNo ratings yet
- VARIODocument2 pagesVARIOsonytechoNo ratings yet
- Brosura Val NormaleDocument122 pagesBrosura Val NormalemnemonicsNo ratings yet
- AssignDocument2 pagesAssignHabtamu Tkubet EbuyNo ratings yet
- SDFSDF PDFDocument4 pagesSDFSDF PDFdfsfsdNo ratings yet
- Sciencedirect: Analysis of Water Mist Fire Suppression System Applied On Cellulose FireDocument8 pagesSciencedirect: Analysis of Water Mist Fire Suppression System Applied On Cellulose FireS.M.Touhidur RahmanNo ratings yet
- Phase Change UDF Curve FittingDocument25 pagesPhase Change UDF Curve FittingMayank MaroliyaNo ratings yet
- CHEM 1 Activity 1Document2 pagesCHEM 1 Activity 1Hailey Zane IgarashiNo ratings yet
- AN GC Hypercarb SPE Acrylamide Chips - AN20734 - E PDFDocument4 pagesAN GC Hypercarb SPE Acrylamide Chips - AN20734 - E PDFBlanca RozasNo ratings yet
- HMB For Preheat TrainDocument8 pagesHMB For Preheat TrainHassaanNo ratings yet
- Slide Lipide PDFDocument37 pagesSlide Lipide PDFMrr Kva Rmx Music-ProducerNo ratings yet
- Hypro Housing Fa-Mf3Document4 pagesHypro Housing Fa-Mf3Roberto Torres ArancibiaNo ratings yet
- RheovisPE1330 30531090 TDSDocument2 pagesRheovisPE1330 30531090 TDSSam JansenNo ratings yet
- Natur Erevie Wpaper High Entropy CarbideDocument15 pagesNatur Erevie Wpaper High Entropy CarbideSanjeev SahuNo ratings yet
- Chemistry ProjectDocument12 pagesChemistry Projectparth052006No ratings yet
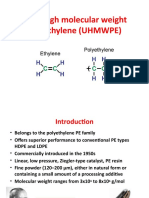
- Ultra High Molecular Weight Polyethylene (UHMWPE)Document32 pagesUltra High Molecular Weight Polyethylene (UHMWPE)Apoorva MNNo ratings yet