You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Welder Continuity LogDocument3 pagesWelder Continuity Log942519100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
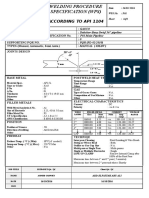
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Advance Welding Complete-MergedDocument312 pagesAdvance Welding Complete-MergedKunal Rastogi100% (1)
- Industrial Applications of Refrigeration: Refrigeration Is Also Essential For Many Medical Applications, IncludingDocument5 pagesIndustrial Applications of Refrigeration: Refrigeration Is Also Essential For Many Medical Applications, IncludingAmish VermaNo ratings yet
- FORM-AT-MANU-015-E Welding Inspection ReportDocument3 pagesFORM-AT-MANU-015-E Welding Inspection ReportBOUZAIDANo ratings yet
- Piping Database 1Document16 pagesPiping Database 1faizanAkhtarNo ratings yet
- Index 32 559999548Document2 pagesIndex 32 559999548lamostedyno458No ratings yet
- Welded JointsDocument30 pagesWelded JointsOmkar Kumar JhaNo ratings yet
- FX03Document11 pagesFX03gap88No ratings yet
- Welding ProcessesDocument28 pagesWelding ProcessesJitendra UmaraliyaNo ratings yet
- Welding Process Audit ChecklistDocument15 pagesWelding Process Audit ChecklistruchitssNo ratings yet
- Examen Parte CDocument7 pagesExamen Parte CIsmael HernándezNo ratings yet
- SMAW Written ExamDocument2 pagesSMAW Written ExamNell Sabas AdolfoNo ratings yet
- SMAW Module 6Document8 pagesSMAW Module 6Mclawrence SaquingNo ratings yet
- Gas Welding: Butt JointDocument5 pagesGas Welding: Butt JointTejesh MannemNo ratings yet
- Welding ConsumablesDocument128 pagesWelding ConsumablesAsad Bin Ala Qatari100% (1)
- ISO 2768-mk EN ISO 13920-BF: Tanasa C. Tanasa CDocument1 pageISO 2768-mk EN ISO 13920-BF: Tanasa C. Tanasa CDaniel ProncoschiNo ratings yet
- Chapter 5 (Welding)Document35 pagesChapter 5 (Welding)hemant_durgawaleNo ratings yet
- Summary of Findings, Conclusion and RecommendationDocument21 pagesSummary of Findings, Conclusion and RecommendationEugine BalomagaNo ratings yet
- SKM Package UnitDocument44 pagesSKM Package UnitmhmdjdgmailcomNo ratings yet
- Ducted Split Air Conditioner: Service ManualDocument19 pagesDucted Split Air Conditioner: Service ManualLuis Ernesto Cabrera MartinezNo ratings yet
- ERNiCr 3Document1 pageERNiCr 3Cemal NergizNo ratings yet
- Orca Share Media1661901265298 6970519124644998154Document6 pagesOrca Share Media1661901265298 6970519124644998154Mirasol QuintoNo ratings yet
- Analisis Sifat Mekanik Hasil Pengelasan Aluminium Aa 1100 Dengan Metode Friction Stir Welding (FSW)Document5 pagesAnalisis Sifat Mekanik Hasil Pengelasan Aluminium Aa 1100 Dengan Metode Friction Stir Welding (FSW)Wildan WidiantoNo ratings yet
- Welder Monitoring SheetDocument1 pageWelder Monitoring SheetQC apollohx100% (1)
- M08 - Gmaw & FcawDocument30 pagesM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்No ratings yet
- Lennox Cbx27uh Air Handler DataDocument28 pagesLennox Cbx27uh Air Handler DataAENo ratings yet
- WC-514 - Weld Discontinuities PDFDocument1 pageWC-514 - Weld Discontinuities PDFNathanLaertePiaiNo ratings yet
- Welding TechnologyDocument18 pagesWelding TechnologySanjoy Biswas100% (3)
- Adax FolderDocument20 pagesAdax FolderESUSTENTALNo ratings yet