You might also like
- Fundamentos Meteorologia DimensionalDocument45 pagesFundamentos Meteorologia DimensionalAndresitoititoNo ratings yet
- Calculo de Tolerancia GeométricasDocument26 pagesCalculo de Tolerancia GeométricasYovani Armenta EscalanteNo ratings yet
- Calculo de Tolerancia GeométricasDocument26 pagesCalculo de Tolerancia GeométricasYovani Armenta EscalanteNo ratings yet
- Normas para Las Tolerancias y AjustesDocument14 pagesNormas para Las Tolerancias y Ajusteskeila trejo100% (1)
- Reloj r66277 RELOJ Errores de MedicionDocument62 pagesReloj r66277 RELOJ Errores de MedicionRenzo PalaciosNo ratings yet
- MICROMETRODocument5 pagesMICROMETROAaron HernandezNo ratings yet
- Clasificacion de Instrumentos y Aparatos de Medicion en Metrologia Dimencional Definiciones e ImagenesDocument11 pagesClasificacion de Instrumentos y Aparatos de Medicion en Metrologia Dimencional Definiciones e ImagenesMrFloresFerrer2No ratings yet
- Apuntes de TFM 1 PDFDocument21 pagesApuntes de TFM 1 PDFyadiego_93No ratings yet
- CEM DI-026 Mesas GiratoriasDocument32 pagesCEM DI-026 Mesas GiratoriasRodrigo CabreraNo ratings yet
- Aparatos de MedicionDocument6 pagesAparatos de MedicionDaniel Fernando Gaona BriseñoNo ratings yet
- DG&T Sistemas de ManufacturaDocument26 pagesDG&T Sistemas de ManufacturaJesús GaonaNo ratings yet
- Resumen Metrologia OpticaDocument13 pagesResumen Metrologia OpticaMAnuel GT0% (1)
- Comparador OpticoDocument9 pagesComparador OpticoEfraín Gastelum RomeroNo ratings yet
- Medición. Primer CustionarioDocument7 pagesMedición. Primer CustionarioMarvin SantanaNo ratings yet
- Procedimiento Calibracion Goniometros - Henao - Hernandez - RoperoDocument17 pagesProcedimiento Calibracion Goniometros - Henao - Hernandez - RoperoMarina100% (2)
- MetalmecanicaDocument11 pagesMetalmecanicaVinicio CarcuzNo ratings yet
- Actividad 2Document10 pagesActividad 2Santos martinezNo ratings yet
- Verificación y Control de Piezas y Máquinas HerramientasDocument7 pagesVerificación y Control de Piezas y Máquinas HerramientasPatricio LaraNo ratings yet
- GD&TDocument8 pagesGD&TLuis Manuel Cortes AmezcuaNo ratings yet
- Comparador de CaratulasDocument5 pagesComparador de CaratulasValentina GaviriaNo ratings yet
- Practica 2 - Mediciones AngularesDocument7 pagesPractica 2 - Mediciones AngularesKaren VintimillaNo ratings yet
- Instrumentos de Medición IndirectaDocument7 pagesInstrumentos de Medición IndirectaJesus MateoNo ratings yet
- Cilindricidad y RedondezDocument7 pagesCilindricidad y RedondezEli GranadosNo ratings yet
- Comparador OpticoDocument3 pagesComparador OpticoLuis NoiolaNo ratings yet
- Informe 2 - Maquinas Herramientas ModernasDocument24 pagesInforme 2 - Maquinas Herramientas ModernasOlcodexNo ratings yet
- Qué Es Un Indicador de CaratulaDocument3 pagesQué Es Un Indicador de CaratulaMaria LopezNo ratings yet
- Investigación ToleranciaDocument10 pagesInvestigación ToleranciaMarcosNo ratings yet
- Tolerancias y Tolerancias GeometricasDocument4 pagesTolerancias y Tolerancias GeometricasAbigail ZuñigaNo ratings yet
- Metrologia DimensionalDocument31 pagesMetrologia DimensionalAngel Peñata DoradoNo ratings yet
- Mediciones Dimensionales Angulares y Sus AplicacionesDocument8 pagesMediciones Dimensionales Angulares y Sus AplicacionesFernando Vazquez GarciaNo ratings yet
- Procedimiento de Calibración de Anillos PatrónDocument6 pagesProcedimiento de Calibración de Anillos Patrónvictor serrano perezNo ratings yet
- Regla de Senos PDFDocument6 pagesRegla de Senos PDFCESAR IVAN AZUARA MUÑOZNo ratings yet
- Calibradores NormasDocument6 pagesCalibradores NormasThomas AparicioNo ratings yet
- Di-016 Calibracion Patrones Cilindricos de DiametroDocument26 pagesDi-016 Calibracion Patrones Cilindricos de DiametroJAVIERENSAYOSLLANTASNo ratings yet
- Comprador ÓpticoDocument7 pagesComprador ÓpticoRodrigo de JesusNo ratings yet
- Tipos de CalibradoresDocument10 pagesTipos de CalibradoresTito Fernando Muñoz100% (1)
- Metrología Y Normalización: Parcial No. 2Document7 pagesMetrología Y Normalización: Parcial No. 2Sebastian BCNo ratings yet
- Instrumentos Mecánicos de Medicion Expo 2Document24 pagesInstrumentos Mecánicos de Medicion Expo 2Juan Del Angel PabloNo ratings yet
- Capacitacion Metrologia en El Taller MecanicoDocument11 pagesCapacitacion Metrologia en El Taller MecanicoMarlon Geronimo50% (2)
- Clasificacion de Instrumentos y Equipos de MedicionDocument8 pagesClasificacion de Instrumentos y Equipos de MedicionAle Olmedo DiazNo ratings yet
- Reporte de Practica 2 y 3, Angel Vergara Shamed Num de Control, 21TE0180Document9 pagesReporte de Practica 2 y 3, Angel Vergara Shamed Num de Control, 21TE0180Shamed AngelNo ratings yet
- Deber ProcesosDocument9 pagesDeber ProcesosLuis TapiaNo ratings yet
- Presentación MetrologíaDocument16 pagesPresentación MetrologíaAnonymous 7wsaY2L9rYNo ratings yet
- Curso de Metrologia AvanzadaDocument18 pagesCurso de Metrologia Avanzadaalfred100aNo ratings yet
- G 2 Metrologia PDFDocument21 pagesG 2 Metrologia PDFemilioC5No ratings yet
- Practica 1Document8 pagesPractica 1beto 123No ratings yet
- MetrologíaDocument6 pagesMetrologíaValentín VeintemillaNo ratings yet
- Qué Es Un Comparador ÓpticoDocument5 pagesQué Es Un Comparador ÓpticoMarisol CJNo ratings yet
- Comparadores Mecanicos 1Document8 pagesComparadores Mecanicos 1Furia Nocturna MartínezNo ratings yet
- U2 Analisis y Diseño de Una PiezaDocument23 pagesU2 Analisis y Diseño de Una PiezaJoSseDanieelRamoZz50% (2)
- Ajustes y ToleranciasDocument16 pagesAjustes y ToleranciasAngel CerriteñoNo ratings yet
- Maquina de Medicion Por Coordenadas, Sensores de Temperaturas, Sensor de Presion, Comparador OpticoDocument13 pagesMaquina de Medicion Por Coordenadas, Sensores de Temperaturas, Sensor de Presion, Comparador Opticoallangamez94No ratings yet
- EscuadrasDocument51 pagesEscuadrasOscar OmañaNo ratings yet
- Indicadores de Caratula2Document29 pagesIndicadores de Caratula2Luis Giovanny Salcido MoralesNo ratings yet
- Equipo 3 Comparador OpticoDocument6 pagesEquipo 3 Comparador OpticoFabianMgNo ratings yet
- Propiedades GeométricasDocument17 pagesPropiedades GeométricasDaniel Roberto Navarro GutierrezNo ratings yet
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónFrom EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónRating: 4 out of 5 stars4/5 (1)
- Interpretación de mapas y planos topográficos y dibujo de planos sencillos. AGAJ0308From EverandInterpretación de mapas y planos topográficos y dibujo de planos sencillos. AGAJ0308No ratings yet
- UF1254 - Reparación o sustitución de elementos estructurales de vehículosFrom EverandUF1254 - Reparación o sustitución de elementos estructurales de vehículosRating: 4.5 out of 5 stars4.5/5 (3)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208From EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Rating: 4 out of 5 stars4/5 (1)
- Calculos de Los Parametros para Motor X.320Document2 pagesCalculos de Los Parametros para Motor X.320Oscar VerzyNo ratings yet
- Mosqueda-6 11 11Document8 pagesMosqueda-6 11 11Oscar VerzyNo ratings yet
- Calculos de Los Parametros para Motor X.320Document9 pagesCalculos de Los Parametros para Motor X.320Oscar VerzyNo ratings yet
- MTH 1Document9 pagesMTH 1Oscar VerzyNo ratings yet
- Práctica de Sistema Eléctrico ESIMEDocument5 pagesPráctica de Sistema Eléctrico ESIMEOscar VerzyNo ratings yet
- Solopc Tit IADocument2 pagesSolopc Tit IAOscar VerzyNo ratings yet
- RiascosViverosJheferson PDFDocument281 pagesRiascosViverosJheferson PDFJuan Sebastian Becerra Villamil100% (1)
- Informe Técnico Semana 3 (07-03-22) - (12-03-22) (Cheny)Document6 pagesInforme Técnico Semana 3 (07-03-22) - (12-03-22) (Cheny)henry emerson barrueta aguirreNo ratings yet
- Procedimietno T.S Maquina PlanaDocument10 pagesProcedimietno T.S Maquina PlanaSyE Seguridad y SaludNo ratings yet
- Tercera Practica Califica Fisica Ii - Fb401w-Fiis-2021-IiDocument2 pagesTercera Practica Califica Fisica Ii - Fb401w-Fiis-2021-IiJAMES ALBERTO TORRES LUCASNo ratings yet
- Constructora Ar SDocument2 pagesConstructora Ar SCarlos RamirezNo ratings yet
- El Dinero en Al ActualidadDocument4 pagesEl Dinero en Al ActualidadOscar CastroNo ratings yet
- Informacion PITDocument5 pagesInformacion PITcarlosfranco2013No ratings yet
- 2 ORGANIZACIONES DE LA SOcial CIVIL QUE DEFIENDEN A LOS Derechos HUMANOSDocument3 pages2 ORGANIZACIONES DE LA SOcial CIVIL QUE DEFIENDEN A LOS Derechos HUMANOSLuly FloNo ratings yet
- Marte y El Enigma de La Vida 8Document2 pagesMarte y El Enigma de La Vida 8Jorge Luis Martinez MazaNo ratings yet
- CASO PRACTICO Proceso de Atencion Yamileth MercadoDocument6 pagesCASO PRACTICO Proceso de Atencion Yamileth MercadoBetty MirandaNo ratings yet
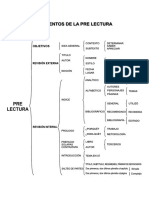
- Elementos de La Pre LecturaDocument1 pageElementos de La Pre LecturaFernando YzfNo ratings yet
- Practica de Compresión A MorterosDocument18 pagesPractica de Compresión A MorterosLuis Flores100% (2)
- Or4-105 Batallon de Infanteria LigeraDocument117 pagesOr4-105 Batallon de Infanteria Ligeraalferga100% (7)
- Teoría Del Productor MarketingDocument3 pagesTeoría Del Productor MarketingjeisoncamargoNo ratings yet
- Tabla Contaminantes Químicos Karina IñiguezDocument3 pagesTabla Contaminantes Químicos Karina IñiguezKarina IñiguezNo ratings yet
- CVRFGRDocument8 pagesCVRFGREduardo VBaezaNo ratings yet
- AnaximandroDocument10 pagesAnaximandroyanceliangel1994No ratings yet
- Practico 1Document2 pagesPractico 1Belen EchegoyenNo ratings yet
- PR301-01A3 Manual de Instrucciones v01Document42 pagesPR301-01A3 Manual de Instrucciones v01Jay Cee RizoNo ratings yet
- Modelo OficiosDocument3 pagesModelo OficiosCamila LopezNo ratings yet
- Qué Son Los Cuerpos RedondosDocument7 pagesQué Son Los Cuerpos RedondosPame Olivera Reyes0% (1)
- Proyecto ProductivoDocument60 pagesProyecto ProductivoZairha Daniela Peña BalantaNo ratings yet
- Vive Un Inicio Ganador en YanbalDocument1 pageVive Un Inicio Ganador en YanbalAmparo HuancaNo ratings yet
- MPRL (3) Examen Inc 4Document26 pagesMPRL (3) Examen Inc 4fernandoNo ratings yet
- Caso Clínico Ii - Anatomía Funcional: Tania Hernández Agudelo Lency Camila Núñez Leyton Juliana Gil DuqueDocument18 pagesCaso Clínico Ii - Anatomía Funcional: Tania Hernández Agudelo Lency Camila Núñez Leyton Juliana Gil DuqueTania HernandezNo ratings yet
- Mat Cua 3ero 1T AlumnoDocument46 pagesMat Cua 3ero 1T AlumnoMagaza EduNo ratings yet
- El Meme Desde La SemióticaDocument7 pagesEl Meme Desde La SemióticaDiana GimenezNo ratings yet
- Guìa AnteriorDocument18 pagesGuìa AnteriorMafer Araujo0% (1)
- Foro TematicoDocument5 pagesForo TematicoYIMER JESUS RAMIREZ LAURENTENo ratings yet
- Arotherm Split Manual de Usuario Unidad Interior MH 8kw 1627285 1Document72 pagesArotherm Split Manual de Usuario Unidad Interior MH 8kw 1627285 1Inmaculada AsensioNo ratings yet
- Rebeldes y PatriotasDocument54 pagesRebeldes y PatriotasSantiago de la EsperanzaNo ratings yet