You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sudhakar SQL Server NotesDocument100 pagesSudhakar SQL Server Notessalman91% (11)
- Evaluation of Activity Coefficient Using VLE DataDocument109 pagesEvaluation of Activity Coefficient Using VLE Datamiseb100% (1)
- Nassim Haramein Answers His CriticsDocument7 pagesNassim Haramein Answers His Criticsr.viola9101No ratings yet
- Industrial Crops and Products: Katrina Pui Yee Shak, Ta Yeong WuDocument10 pagesIndustrial Crops and Products: Katrina Pui Yee Shak, Ta Yeong WuAngela Paul PeterNo ratings yet
- Thermodynamic and Economic Analysis of A Binary Geothermal Power Plant Feasibility Study4Document24 pagesThermodynamic and Economic Analysis of A Binary Geothermal Power Plant Feasibility Study4Angela Paul PeterNo ratings yet
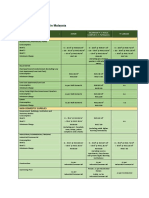
- Water Tariff: Table 29: Water Rates in MalaysiaDocument12 pagesWater Tariff: Table 29: Water Rates in MalaysiaAngela Paul PeterNo ratings yet
- Moringa PDFDocument7 pagesMoringa PDFAngela Paul PeterNo ratings yet
- Ie 500084 WDocument13 pagesIe 500084 WAngela Paul PeterNo ratings yet
- Process SynthesisDocument14 pagesProcess SynthesisAngela Paul PeterNo ratings yet
- Energy: B. SuphanitDocument10 pagesEnergy: B. SuphanitAngela Paul PeterNo ratings yet
- Fluidization of Potato StarchDocument6 pagesFluidization of Potato StarchAngela Paul PeterNo ratings yet
- Problem 2.4 SolutionDocument2 pagesProblem 2.4 SolutionAngela Paul PeterNo ratings yet
- Lecture 3 (16-17) - Thermo Model, Hypo, SubflowsheetDocument15 pagesLecture 3 (16-17) - Thermo Model, Hypo, SubflowsheetAngela Paul PeterNo ratings yet
- MCE 403-Pelton Turbine Experiment SheetDocument7 pagesMCE 403-Pelton Turbine Experiment SheetBIPIN SHARMANo ratings yet
- Lecture 2 (16-17) - Intro To HYSYSDocument16 pagesLecture 2 (16-17) - Intro To HYSYSAngela Paul PeterNo ratings yet
- PumpsDocument32 pagesPumpsAngela Paul PeterNo ratings yet
- Class 11 Maths NCERT Textbook Chapter 6 Linear InequalitiesDocument23 pagesClass 11 Maths NCERT Textbook Chapter 6 Linear InequalitiesAnju JangidNo ratings yet
- Mohr's CircleDocument7 pagesMohr's CircleSaurabh GawadeNo ratings yet
- Seminar Kejar Form 4 Maths MR Uzairi 22.07.2021Document7 pagesSeminar Kejar Form 4 Maths MR Uzairi 22.07.2021haziq zaperiNo ratings yet
- Ch6 Matrix, Determinant and System of Linear EquationsDocument114 pagesCh6 Matrix, Determinant and System of Linear EquationsChun Hin ChanNo ratings yet
- Instructional Material Week 3 - Evaluating FunctionsDocument30 pagesInstructional Material Week 3 - Evaluating Functionssephia kristineNo ratings yet
- An Overview of Traffic Sign Detection Methods: Karla Brki CDocument9 pagesAn Overview of Traffic Sign Detection Methods: Karla Brki CMik MillNo ratings yet
- Design of Machinery - 5Th Ed. Solution Manual 3-65-1Document1 pageDesign of Machinery - 5Th Ed. Solution Manual 3-65-1David SánchezNo ratings yet
- Partial Differencial Equations BookDocument790 pagesPartial Differencial Equations BookaxjulianNo ratings yet
- Root Mean Square (RMS) and Overall LevelDocument20 pagesRoot Mean Square (RMS) and Overall LevelManoj SinghNo ratings yet
- Cafferky2 Chap OneDocument7 pagesCafferky2 Chap OneMomentum PressNo ratings yet
- JMO 2024 (5,6) Question PaperDocument2 pagesJMO 2024 (5,6) Question PaperSrikar tejNo ratings yet
- Sextus Empiricus and Ancient Physics AlgraDocument442 pagesSextus Empiricus and Ancient Physics AlgraCarmelo GomezNo ratings yet
- Interactive Drafting Por DiegoDocument493 pagesInteractive Drafting Por DiegoiagomouNo ratings yet
- NUMBER SYSTEM-QUESTIONS+AnsDocument12 pagesNUMBER SYSTEM-QUESTIONS+AnsSamar D'melloNo ratings yet
- DPP-3 VisioninjDocument1 pageDPP-3 VisioninjJames BondNo ratings yet
- 2.1. Classification of Data: Unit 2 Data Collection and PresentationDocument21 pages2.1. Classification of Data: Unit 2 Data Collection and PresentationJOHN CONo ratings yet
- Week 6 - Module 5 Karnaugh MapsDocument12 pagesWeek 6 - Module 5 Karnaugh MapsBen GwenNo ratings yet
- MECH215 L1 Introduction PDFDocument57 pagesMECH215 L1 Introduction PDFTuanHungNo ratings yet
- Intro To PdesDocument16 pagesIntro To PdesJihan PacerNo ratings yet
- Module - Data Management (Part 2)Document31 pagesModule - Data Management (Part 2)Nikki Jean HonaNo ratings yet
- Crux v1n03 MayDocument15 pagesCrux v1n03 MayacelinornNo ratings yet
- Digital Protective RelayDocument3 pagesDigital Protective RelayjannumitsNo ratings yet
- Oil Well PerformanceDocument38 pagesOil Well PerformanceAnhad TanejaNo ratings yet
- Fire Load CalculationDocument8 pagesFire Load Calculation4045 VIKRAM KNo ratings yet
- PHY103A: Lecture # 2: Semester II, 2017-18 Department of Physics, IIT KanpurDocument21 pagesPHY103A: Lecture # 2: Semester II, 2017-18 Department of Physics, IIT KanpurSABARI BALANo ratings yet
- Geometric Brownian MotionDocument25 pagesGeometric Brownian MotionPanagiotis BraimakisNo ratings yet
- Pushover Analysis in SapDocument5 pagesPushover Analysis in SapSiddharthJoshiNo ratings yet