You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- MS For MV Cable Pulling ProcedureDocument10 pagesMS For MV Cable Pulling Procedurekbldam100% (2)
- Presentation - QUALITY (SCHEDULE 'Q' REQUIREMENTS)Document55 pagesPresentation - QUALITY (SCHEDULE 'Q' REQUIREMENTS)kbldamNo ratings yet
- Breakout - NCR Writing and ClosureDocument30 pagesBreakout - NCR Writing and ClosureMichael HicksNo ratings yet
- Splicing and Termination of MV Cables Rev.02 Re-Submitted - 9 Apr-15Document8 pagesSplicing and Termination of MV Cables Rev.02 Re-Submitted - 9 Apr-15kbldamNo ratings yet
- Monthly Fire Extinguisher Inspection ChecklistDocument2 pagesMonthly Fire Extinguisher Inspection ChecklistisaacbombayNo ratings yet
- LEEA-036 (B) - Academy ITS Practical Training Courses Jan - June 2020 Version 1 October 2019Document18 pagesLEEA-036 (B) - Academy ITS Practical Training Courses Jan - June 2020 Version 1 October 2019kaito kurabaNo ratings yet
- dSPACE CLP1104 Manual 201663013420Document172 pagesdSPACE CLP1104 Manual 201663013420meghraj01No ratings yet
- Defensive Driving Manual (English) PDFDocument105 pagesDefensive Driving Manual (English) PDFkbldam100% (1)
- Method Statement For PumpDocument7 pagesMethod Statement For PumpkbldamNo ratings yet
- Packaging Materials and Handling Technique: Dr. Ranjeet SinghDocument48 pagesPackaging Materials and Handling Technique: Dr. Ranjeet Singharon demagiba100% (1)
- Ultrasonic TestingDocument36 pagesUltrasonic TestingRaj Kumar100% (4)
- Presentation Induction Quaity NewDocument31 pagesPresentation Induction Quaity Newkbldam67% (6)
- BI 10-01429 Kick-Off Meeting Presentation (Quality)Document12 pagesBI 10-01429 Kick-Off Meeting Presentation (Quality)kbldamNo ratings yet
- BI 10-01429 Kick-Off Meeting Presentation (Quality)Document12 pagesBI 10-01429 Kick-Off Meeting Presentation (Quality)kbldamNo ratings yet
- Autocad Lab ManualDocument84 pagesAutocad Lab ManualRaghu RamNo ratings yet
- BI 10-01429 Kick-Off Meeting Presentation (Quality)Document12 pagesBI 10-01429 Kick-Off Meeting Presentation (Quality)kbldamNo ratings yet
- Expediting ProcedureDocument16 pagesExpediting Procedurekbldam94% (17)
- ZTE UMTS KPI Optimization Analysis Guide V1 1 1Document62 pagesZTE UMTS KPI Optimization Analysis Guide V1 1 1GetitoutLetitgo100% (1)
- Aircraft Control Systems, Basic Construction, Wing and Fuselage ConstructionDocument146 pagesAircraft Control Systems, Basic Construction, Wing and Fuselage ConstructionTAMILSELVAM NALLUSAMYNo ratings yet
- Empowerment Technologies: Quarter 3 - 8: Imaging and Design Fo R The Online Environment IDocument14 pagesEmpowerment Technologies: Quarter 3 - 8: Imaging and Design Fo R The Online Environment IShaira Jane Estrella UcolNo ratings yet
- R 17 11 Procurement Management Internal Audit FinalDocument22 pagesR 17 11 Procurement Management Internal Audit FinalkarthiNo ratings yet
- Control and Tracking NDT Result Procedure Rev 04Document9 pagesControl and Tracking NDT Result Procedure Rev 04kbldamNo ratings yet
- RT SlideDocument36 pagesRT SlidekbldamNo ratings yet
- Booster Pump Foundation Excavation ProcedureDocument9 pagesBooster Pump Foundation Excavation ProcedurekbldamNo ratings yet
- Energization Procedure For Switchrack X56-SR-009 June 08 2015Document3 pagesEnergization Procedure For Switchrack X56-SR-009 June 08 2015kbldamNo ratings yet
- Manual On Training, Qualification and Certification of Quality Assurance PersonnelDocument122 pagesManual On Training, Qualification and Certification of Quality Assurance PersonnelkbldamNo ratings yet
- Auditing Welds Under ASME IX PDFDocument21 pagesAuditing Welds Under ASME IX PDFkbldamNo ratings yet
- QA Rules and ResposibilitiesDocument24 pagesQA Rules and ResposibilitieskbldamNo ratings yet
- MANIFA - Quality Initiative.1Document32 pagesMANIFA - Quality Initiative.1kbldamNo ratings yet
- Questions For QC ManagerDocument9 pagesQuestions For QC Managerkbldam100% (3)
- QA Rules and ResposibilitiesDocument24 pagesQA Rules and ResposibilitieskbldamNo ratings yet
- Qa Question - 2Document4 pagesQa Question - 2kbldamNo ratings yet
- Coating Pro APCODocument27 pagesCoating Pro APCOkbldam100% (1)
- Toolbox Talks - Material ReceivingDocument6 pagesToolbox Talks - Material ReceivingkbldamNo ratings yet
- Intro To NDTDocument34 pagesIntro To NDTkbldamNo ratings yet
- Tool Box Meeting For NDT ReqDocument1 pageTool Box Meeting For NDT ReqkbldamNo ratings yet
- Stop Smoking Before It's Too LateDocument22 pagesStop Smoking Before It's Too LatekbldamNo ratings yet
- PR900 Operator ManualDocument21 pagesPR900 Operator ManualAlan TanNo ratings yet
- Philips HD5 enDocument5 pagesPhilips HD5 enmohamed boufasNo ratings yet
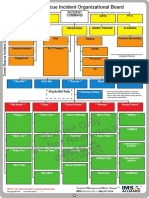
- Sample Only Do Not Reproduce: Trench Rescue Incident Organizational BoardDocument1 pageSample Only Do Not Reproduce: Trench Rescue Incident Organizational BoardLuis Diaz CerdanNo ratings yet
- 16 Balance TestDocument15 pages16 Balance Testelga saniNo ratings yet
- Chapter 1 and 2Document67 pagesChapter 1 and 2Tle SupawidNo ratings yet
- Logicroof V-RP enDocument1 pageLogicroof V-RP enCristina DogariNo ratings yet
- Pres. Quirino Treasured Child School, Inc.: Grade 8-St. Joseph & ST MatthewDocument2 pagesPres. Quirino Treasured Child School, Inc.: Grade 8-St. Joseph & ST MatthewChristian jade QuijanoNo ratings yet
- Calculation of Carbon Footprint: HouseDocument3 pagesCalculation of Carbon Footprint: HouseUmut ÇağırganNo ratings yet
- Magellans of The Sky - Prologue - Summer 2010Document12 pagesMagellans of The Sky - Prologue - Summer 2010Prologue MagazineNo ratings yet
- Drawing and Reading Structural FormulasDocument12 pagesDrawing and Reading Structural FormulasVy Nguyen100% (1)
- Interfacial Phenomena in Pharmaceutical FormulationDocument21 pagesInterfacial Phenomena in Pharmaceutical FormulationNickson DrabeNo ratings yet
- Aam April 2023Document198 pagesAam April 2023Adhitya DewantaraNo ratings yet
- Rental Range Powered by YANMAR Diesel GeneratorDocument6 pagesRental Range Powered by YANMAR Diesel GeneratorJonathan CastilloNo ratings yet
- Ex 2013 1 (Recurrent)Document30 pagesEx 2013 1 (Recurrent)alh basharNo ratings yet
- Airway Management in The Critically Ill: ReviewDocument9 pagesAirway Management in The Critically Ill: ReviewQuarmina HesseNo ratings yet
- Caelus TT - Caelus Product TrainingDocument93 pagesCaelus TT - Caelus Product TrainingYader Daniel Ortiz CerdaNo ratings yet
- Char Lynn 104 2000 Series Motor Data SheetDocument28 pagesChar Lynn 104 2000 Series Motor Data Sheetsyahril boonieNo ratings yet
- Material ManagementDocument106 pagesMaterial ManagementRomi AfriansyahNo ratings yet
- Measurement of Level in A Tank Using Capacitive Type Level ProbeDocument13 pagesMeasurement of Level in A Tank Using Capacitive Type Level ProbeChandra Sekar100% (1)
- Waste Management in Vienna. MA 48Document12 pagesWaste Management in Vienna. MA 484rtttt4ttt44No ratings yet
- A Drop of Blood: Casting Time Range Components Duration Casting Time Range Components DurationDocument6 pagesA Drop of Blood: Casting Time Range Components Duration Casting Time Range Components DurationCristobal RencoretNo ratings yet
- Ic M802 UDocument79 pagesIc M802 Uharis_fikriNo ratings yet