You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- LJ 55 - Pilot Training Manual - (Vol 1)Document84 pagesLJ 55 - Pilot Training Manual - (Vol 1)Cassiano Capellassi100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Inisimulations A300 ON THE LINE Official Manual WindowsDocument50 pagesInisimulations A300 ON THE LINE Official Manual WindowsCristianoVelosodeQueirozNo ratings yet
- A320neo Checklist - FlybywireDocument3 pagesA320neo Checklist - FlybywireFilipe Gonçalves FerreiraNo ratings yet
- King Air 350 Proline 21 Initial Pilot CourseDocument38 pagesKing Air 350 Proline 21 Initial Pilot CourseMILTON P92% (13)
- GK HV CurveDocument8 pagesGK HV CurvegkNo ratings yet
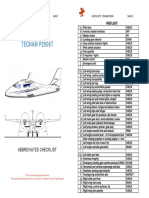
- Tecnam p2006t ChklistDocument5 pagesTecnam p2006t ChklistFlyingTuscany AirOpsNo ratings yet
- King Air C90Gtx: Pilot Pre-Course Study GuideDocument34 pagesKing Air C90Gtx: Pilot Pre-Course Study GuideFelipe Pedroso100% (4)
- Basic Operations in The MiG-21bis Fishbed-NDocument11 pagesBasic Operations in The MiG-21bis Fishbed-NBranislav LackovicNo ratings yet
- C400 PohDocument161 pagesC400 PohMichael TenenbaumNo ratings yet
- C172 SOP June 2020Document13 pagesC172 SOP June 2020Peter Hoole-jacksonNo ratings yet
- MV-22B Osprey TestAndEvaluationDocument16 pagesMV-22B Osprey TestAndEvaluationmuhammad haidar razan hilmiNo ratings yet
- Tool Kit: FSF ALAR Briefing Note 8.3 - Landing DistancesDocument6 pagesTool Kit: FSF ALAR Briefing Note 8.3 - Landing DistancesYoussef BelalNo ratings yet
- Runway Excursion Analysis 2004-2009: (RERR 2nd Edition - Issued 2011)Document37 pagesRunway Excursion Analysis 2004-2009: (RERR 2nd Edition - Issued 2011)Valmir AndradeNo ratings yet
- C425 B-CA AnalysisDocument5 pagesC425 B-CA AnalysisEmonAzzameen100% (1)
- Concorde TutorialDocument88 pagesConcorde TutorialMatias100% (1)
- 757-767 Study GuideDocument176 pages757-767 Study GuideThanhoa Vo100% (1)
- (With or Without Fs2 Crew) Guide - Checklist & Procedures For Ms Flight Simulator by Jaydee V1.25.2Document9 pages(With or Without Fs2 Crew) Guide - Checklist & Procedures For Ms Flight Simulator by Jaydee V1.25.2HaborymNo ratings yet
- Lockheed Martin - The Complete Beasley IIDocument75 pagesLockheed Martin - The Complete Beasley IIpaulbowesNo ratings yet
- Capstone Concorde SSTDocument20 pagesCapstone Concorde SSTapi-583415219No ratings yet
- Aircraft LightingDocument29 pagesAircraft LightingKiel HerreraNo ratings yet
- AIR PORT ProjectDocument16 pagesAIR PORT ProjectsaivihariNo ratings yet
- Slick 540 Aerobatic Aircraft Pilots Operating Handbook-AERO-CAM (Pty) LTD (2004)Document16 pagesSlick 540 Aerobatic Aircraft Pilots Operating Handbook-AERO-CAM (Pty) LTD (2004)crocomodxNo ratings yet
- Flight Test Guide AC25-7CDocument422 pagesFlight Test Guide AC25-7CMarie-laure Groud100% (1)
- Landing On Contaminated RunwaysDocument15 pagesLanding On Contaminated RunwaysDidiet YudhistiraNo ratings yet
- Flight Planning Guide: Citation MustangDocument32 pagesFlight Planning Guide: Citation MustangDumitru Enin100% (1)
- Boeing 737 800 ChecklistDocument5 pagesBoeing 737 800 ChecklistCostel Mirzac100% (3)
- King Air B200 Operating Handbook 2010Document174 pagesKing Air B200 Operating Handbook 2010Vorrataa KulkeitpravatNo ratings yet
- Helicopter PerformanceDocument10 pagesHelicopter PerformanceKeyzo MasinambowNo ratings yet
- 198508-1985 American Aircraft Falcon XPDocument4 pages198508-1985 American Aircraft Falcon XPfabianmeschiniNo ratings yet
- Pa28 Warrior ChecklistDocument2 pagesPa28 Warrior ChecklistBen HestonNo ratings yet