You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Generations of ComputersDocument11 pagesGenerations of Computersbunty da83% (12)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- LTE Speech Traffic Dimenshioning For VoipDocument6 pagesLTE Speech Traffic Dimenshioning For VoipRahul GuptaNo ratings yet
- Money Isnt The Problem Class Manual US 1 1Document10 pagesMoney Isnt The Problem Class Manual US 1 1JuliDSNo ratings yet
- Total Quality Management MCQsDocument15 pagesTotal Quality Management MCQsPankaj Vishwakarma100% (14)
- Research Paper of RizalDocument22 pagesResearch Paper of RizalJosel Gigante Caraballe100% (2)
- MODULE 5 - Development of Assessment ToolsDocument16 pagesMODULE 5 - Development of Assessment Toolsjoy castilloNo ratings yet
- ENVIRONMENTAL CHAMBER Measure Uncertainty Iss1Document35 pagesENVIRONMENTAL CHAMBER Measure Uncertainty Iss1Fërnando Rodrîguëz Herrerä100% (1)
- Surface Preparation by Power Tool Cleaning - What To Specify WhenKTA-TatorDocument3 pagesSurface Preparation by Power Tool Cleaning - What To Specify WhenKTA-TatorNsidibe Michael EtimNo ratings yet
- Modulhandbuch 14-09-2022 EnglDocument52 pagesModulhandbuch 14-09-2022 EnglNsidibe Michael EtimNo ratings yet
- Investigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorDocument6 pagesInvestigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorNsidibe Michael Etim100% (1)
- 3 - PCS1 Split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorDocument1 page3 - PCS1 Split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorNsidibe Michael EtimNo ratings yet
- Common Causes - Sherwin-Williams Protective & Marine CoatingsDocument3 pagesCommon Causes - Sherwin-Williams Protective & Marine CoatingsNsidibe Michael EtimNo ratings yet
- The Role of Aluminum inDocument5 pagesThe Role of Aluminum inNsidibe Michael EtimNo ratings yet
- Epoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsDocument9 pagesEpoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsNsidibe Michael EtimNo ratings yet
- Passivation - American Galvanizers AssociationDocument1 pagePassivation - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Questions To Pose To Customer For - American Galvanizers AssociationDocument3 pagesQuestions To Pose To Customer For - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Customer Complaints About Wet Storage Stain - American Galvanizers AssociationDocument3 pagesCustomer Complaints About Wet Storage Stain - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Thermax Limited: Inspection Procedure For GalvanizingDocument14 pagesThermax Limited: Inspection Procedure For GalvanizingNsidibe Michael EtimNo ratings yet
- Stripping and Regalvanizing - American Galvanizers AssociationDocument3 pagesStripping and Regalvanizing - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Gettin MaturaDocument12 pagesGettin MaturaMaciek BryńczakNo ratings yet
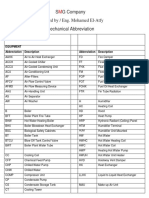
- Prepared by / Eng. Mohamed El-Atfy: S G CompanyDocument4 pagesPrepared by / Eng. Mohamed El-Atfy: S G CompanyRolandNo ratings yet
- A Lok Tube FittingsDocument88 pagesA Lok Tube FittingsCesarNo ratings yet
- PL Series: Plastic Push Pull InterconnectsDocument13 pagesPL Series: Plastic Push Pull InterconnectsJorge Escalona HernandezNo ratings yet
- Class 9 Unit 1 Communication Skills NotesDocument5 pagesClass 9 Unit 1 Communication Skills Notessuryanshkharwar59No ratings yet
- Lab 9Document4 pagesLab 9SHEILA HADIDNo ratings yet
- 033000-Cast-In-Place Concrete (Sanitized) PDFDocument47 pages033000-Cast-In-Place Concrete (Sanitized) PDFugurNo ratings yet
- Engaging in The Concepts of SociologyDocument6 pagesEngaging in The Concepts of SociologylovellaNo ratings yet
- Sharp Lc-60 Le 630 U-A - lc-60 Le 6300 U-A-b - lc-70 Le 735 U - PWB - Unit - EditionDocument38 pagesSharp Lc-60 Le 630 U-A - lc-60 Le 6300 U-A-b - lc-70 Le 735 U - PWB - Unit - EditionRabshaqa100% (1)
- Phys 181 CH 2122 Sample ProblemsDocument4 pagesPhys 181 CH 2122 Sample Problemsluis atenciaNo ratings yet
- Sparrow: Autonomous Industrial DroneDocument3 pagesSparrow: Autonomous Industrial DroneVersátil IdiomasNo ratings yet
- ST101X W03 C08 NewDocument1 pageST101X W03 C08 NewCheshta KwatraNo ratings yet
- 2 - Regulation For The Appoinment - Promotions of FacultyDocument28 pages2 - Regulation For The Appoinment - Promotions of FacultyabidzahidNo ratings yet
- Systems ApproachDocument14 pagesSystems ApproachMa'am Maila100% (1)
- Localización en Neurología ClínicaDocument1 pageLocalización en Neurología ClínicaDanielGiraldoNo ratings yet
- PIX-PowerWare Pulleys Catalogue (With Narrow Profile)Document50 pagesPIX-PowerWare Pulleys Catalogue (With Narrow Profile)Ricardo TurlaNo ratings yet
- NITTTR PHD Within 7 YearsDocument20 pagesNITTTR PHD Within 7 YearsFeroz IkbalNo ratings yet
- KolDocument4 pagesKolxmlbioxNo ratings yet
- Dark Souls II EUR PS3BLES01959Dark Souls II EUR PS3BLES01959 PDFDocument4 pagesDark Souls II EUR PS3BLES01959Dark Souls II EUR PS3BLES01959 PDFDorisNo ratings yet
- Ang Mundo Sa Mata NG Isang OFWDocument3 pagesAng Mundo Sa Mata NG Isang OFWLuna KimNo ratings yet
- User Guide: Gps Pathfinder Proxrt ReceiverDocument131 pagesUser Guide: Gps Pathfinder Proxrt ReceiverJuan CarlosNo ratings yet
- Uas Ii4041 13507054 PDFDocument130 pagesUas Ii4041 13507054 PDFgasibuteaNo ratings yet
- 11 Midtermexam Fluid-Mechanics July-8-2022 ProblemsDocument4 pages11 Midtermexam Fluid-Mechanics July-8-2022 ProblemsPagba, Bryan MaldonadoNo ratings yet