You might also like
- Teoria de Redes y Gestión de ProyectosDocument49 pagesTeoria de Redes y Gestión de ProyectosLony P. RamirezNo ratings yet
- El EmpawermentDocument8 pagesEl EmpawermentLony P. RamirezNo ratings yet
- Programacion Dinamica DeterministicaDocument8 pagesProgramacion Dinamica DeterministicaLony P. Ramirez0% (2)
- Integración NuméricaDocument19 pagesIntegración NuméricaLony P. RamirezNo ratings yet
- 10a-Longitud de ArcoDocument16 pages10a-Longitud de ArcoLony P. RamirezNo ratings yet
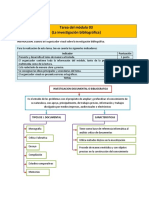
- Lectura - La MonografíaDocument2 pagesLectura - La MonografíaLony P. RamirezNo ratings yet
- Investigación BibliograficaDocument1 pageInvestigación BibliograficaLony P. RamirezNo ratings yet
- Mecánica de La LecturaDocument23 pagesMecánica de La LecturaLony P. RamirezNo ratings yet
- Trapecio SimpsonDocument2 pagesTrapecio SimpsonLony P. Ramirez100% (1)
- Integración NuméricaDocument19 pagesIntegración NuméricaLony P. RamirezNo ratings yet
- Costumbres de TrujilloDocument4 pagesCostumbres de TrujilloLony P. Ramirez100% (2)
- Introduccion A Los CostosDocument17 pagesIntroduccion A Los CostosLony P. RamirezNo ratings yet
- 1 Dispositivos - ElectronicosDocument229 pages1 Dispositivos - ElectronicosAnonymous dsgFJ1No ratings yet
- Control de Banda Transportadora - ClasificadorDocument4 pagesControl de Banda Transportadora - ClasificadorWalter Quispe100% (1)
- 02 Modelado Con Ecuaciones DiferencialesDocument7 pages02 Modelado Con Ecuaciones DiferencialesLihuelMujicaNo ratings yet
- Inv e 702 DuctilidadDocument6 pagesInv e 702 DuctilidadSantiago Quintero OvalleNo ratings yet
- Examen Mate Parte 2Document3 pagesExamen Mate Parte 2Mirko Hans Mamani RamosNo ratings yet
- Informe Laboratorio Esfera de Van Der GraafDocument5 pagesInforme Laboratorio Esfera de Van Der GraafJuan Farfan GalvizNo ratings yet
- Taller 4 CompletoDocument21 pagesTaller 4 CompletoGabriel Fernando Baquero RomeroNo ratings yet
- Cotizacion Aire Acondicionado)Document2 pagesCotizacion Aire Acondicionado)Alfonzo Abel Sanchez Ramirez100% (2)
- Instalaciones Eléctricas en Viviendas PDFDocument29 pagesInstalaciones Eléctricas en Viviendas PDFtxungoNo ratings yet
- III - La Iluminacion en Las Artes Escenicas. Las Tecnicas de Iluminacion y Los Espacios EscenicosDocument25 pagesIII - La Iluminacion en Las Artes Escenicas. Las Tecnicas de Iluminacion y Los Espacios Escenicosfortuny.alfor100% (22)
- Unidad 2.3 Biorreactores para FESDocument45 pagesUnidad 2.3 Biorreactores para FESAle Jácome LaraNo ratings yet
- Guía para La Caracterización de Resíduo Sólidos y Determinación Del Porcentaje de Humedad de Residuos SolidosDocument16 pagesGuía para La Caracterización de Resíduo Sólidos y Determinación Del Porcentaje de Humedad de Residuos SolidosJaider DiazNo ratings yet
- Metalurgia Del OroDocument2 pagesMetalurgia Del OroJuan Pablo Huanca RamosNo ratings yet
- Formativa Matematica - Funcion Cuadratica.1Document4 pagesFormativa Matematica - Funcion Cuadratica.1Carolina Noemi Condori VizaNo ratings yet
- Tema 3 - Manual Sima648 PDFDocument123 pagesTema 3 - Manual Sima648 PDFAndres Migueles ProNo ratings yet
- Matematicas Tareas #3Document3 pagesMatematicas Tareas #3Anayely Acurio LeonNo ratings yet
- TESIS Cahuana Coaquira Roger EmersonDocument143 pagesTESIS Cahuana Coaquira Roger EmersonmagnoliaNo ratings yet
- Sistema de Medida Portatil Ferroscan Fs 10Document47 pagesSistema de Medida Portatil Ferroscan Fs 10Ximena Cruz RuizNo ratings yet
- Estudio de La Geometría Fractal Con Aplicaciones A Finanzas y VulcanologíaDocument84 pagesEstudio de La Geometría Fractal Con Aplicaciones A Finanzas y VulcanologíaJulio C VasquezNo ratings yet
- Que Es Un Modelo MatematicosDocument7 pagesQue Es Un Modelo MatematicosDana Griselda OrtizNo ratings yet
- Solar Photovoltaic (072 163) .En - EsDocument93 pagesSolar Photovoltaic (072 163) .En - EsantonioNo ratings yet
- Osciladores DiscretosDocument13 pagesOsciladores DiscretosXavier PalaciosNo ratings yet
- Clase 4 Mediciones de NivelDocument70 pagesClase 4 Mediciones de NivelAnthony Mills100% (2)
- Estructura y Propiedades de Los MaterialesDocument28 pagesEstructura y Propiedades de Los MaterialesJesus Roberto RomoNo ratings yet
- Analisis de Sistemas de Potencia SilabusDocument3 pagesAnalisis de Sistemas de Potencia SilabusDany PamoNo ratings yet
- Enfoque Sistemico en Ingenieria CivilDocument10 pagesEnfoque Sistemico en Ingenieria CivilLuis Fco GutierrezNo ratings yet
- Material Clase Grado 10 B MatematicaDocument10 pagesMaterial Clase Grado 10 B Matematicaluis miguel galarcio pachecoNo ratings yet
- Calculos para El Diseño Del Nucleo en ColumnasDocument7 pagesCalculos para El Diseño Del Nucleo en ColumnasKarianaSmitterNo ratings yet
- Curso de Liderazgo Multidireccional2Document34 pagesCurso de Liderazgo Multidireccional2Kuroi TnshiNo ratings yet