You might also like
- Finning CAT Event CodesDocument20 pagesFinning CAT Event CodesSebastian Rodrigo Octaviano100% (2)
- Astm A574-17Document7 pagesAstm A574-17HongHaiDuongNo ratings yet
- Astm A574Document7 pagesAstm A574Michael Frereault-LerouxNo ratings yet
- Astm F 1545Document8 pagesAstm F 1545Ivan Alaniz100% (2)
- Oxygen-Free Copper in Wrought Forms For Electron DevicesDocument6 pagesOxygen-Free Copper in Wrought Forms For Electron DevicesErick Vargas100% (1)
- 2012 HCO Oriented Core ProceduresDocument30 pages2012 HCO Oriented Core ProceduresPancho Perez100% (1)
- Astm A 478 - 97Document2 pagesAstm A 478 - 97neno2405No ratings yet
- Astm A574-16Document7 pagesAstm A574-16Marcos Verissimo Juca de Paula100% (1)
- C13330 PDFDocument2 pagesC13330 PDFJose VasquezNo ratings yet
- ABS Rules For Piping and FittingsDocument2 pagesABS Rules For Piping and Fittingsmaha100% (1)
- Astm B148 - 2018Document6 pagesAstm B148 - 2018mario neri67% (6)
- IL6 AdvtDocument9 pagesIL6 AdvtManoj Kumar100% (1)
- Astm b622Document6 pagesAstm b622Jamil Salman100% (1)
- En 10305-4Document21 pagesEn 10305-4lorenzinho290100% (1)
- Astm B423Document4 pagesAstm B423pritam sarkarNo ratings yet
- Astm B 729 - 2000 PDFDocument2 pagesAstm B 729 - 2000 PDFLemir LopezNo ratings yet
- IE 337 Metal Casting Processes & TerminologyDocument48 pagesIE 337 Metal Casting Processes & TerminologylinkinunNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Asme Sec II Part B 2017Document1 pageAsme Sec II Part B 2017Lipika Gayen0% (1)
- B705 Acpt1003Document3 pagesB705 Acpt1003taya1401No ratings yet
- ASTM B705 (2009) - Standard Specification For Nickel-Alloy (UNS N06625, N06219 and N08825) Welded PipeDocument3 pagesASTM B705 (2009) - Standard Specification For Nickel-Alloy (UNS N06625, N06219 and N08825) Welded PipeanoopNo ratings yet
- PDFsam_B 424 - 11 (2016)Document4 pagesPDFsam_B 424 - 11 (2016)mike.jensen0581No ratings yet
- Nickel-Alloy (UNS N06625, N06219and N08825) Welded Pipe: Standard Specification ForDocument2 pagesNickel-Alloy (UNS N06625, N06219and N08825) Welded Pipe: Standard Specification ForGreg YeeNo ratings yet
- ASTM B423 (2011) - Standard Specification For Nickel-Iron-Chromium-Molybdenum-Copper Alloy (UNS N08825, N08221, and N06845) Seamless Pipe and TubeDocument4 pagesASTM B423 (2011) - Standard Specification For Nickel-Iron-Chromium-Molybdenum-Copper Alloy (UNS N08825, N08221, and N06845) Seamless Pipe and TubeLalit PatelNo ratings yet
- ASTM - B127 05 - Nickel Copper - Alloy Plate Sheet StripDocument6 pagesASTM - B127 05 - Nickel Copper - Alloy Plate Sheet StriptkNo ratings yet
- Copper-Beryllium Alloy Seamless Tube: Standard Specification ForDocument5 pagesCopper-Beryllium Alloy Seamless Tube: Standard Specification ForsamehNo ratings yet
- B675 PDFDocument2 pagesB675 PDFffdsNo ratings yet
- Nickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDocument2 pagesNickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDanZel DanNo ratings yet
- PDFsam_B 423 - 11 (2016)Document4 pagesPDFsam_B 423 - 11 (2016)mike.jensen0581No ratings yet
- Astm b658 b658m 2001Document4 pagesAstm b658 b658m 2001Greg YeeNo ratings yet
- Astm B161 - 05Document4 pagesAstm B161 - 05Stéphane LevasseurNo ratings yet
- Nickel-Copper Alloy Plate, Sheet, and Strip: Standard Specification ForDocument7 pagesNickel-Copper Alloy Plate, Sheet, and Strip: Standard Specification ForIbtisam AbudNo ratings yet
- Astm B423 (1999)Document4 pagesAstm B423 (1999)AHMED ALJAAFARNo ratings yet
- Astm A574Document7 pagesAstm A574박준용No ratings yet
- Alloy Steel Socket-Head Cap Screws: Standard Specification ForDocument7 pagesAlloy Steel Socket-Head Cap Screws: Standard Specification ForMARCELO DOS SANTOS BARRETOSNo ratings yet
- SB-409 - ASME BPVC 2021 Sección II Part BDocument6 pagesSB-409 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Astm B444Document3 pagesAstm B444AbabNo ratings yet
- Nickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip: Standard Specification ForDocument6 pagesNickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip: Standard Specification Fordiego molanoNo ratings yet
- B470-02 (2012) Standard Specification For Bonded Copper Conductors For Use in Hookup Wires For Electronic EquipmentDocument3 pagesB470-02 (2012) Standard Specification For Bonded Copper Conductors For Use in Hookup Wires For Electronic EquipmentislamakthamNo ratings yet
- Nickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDocument2 pagesNickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForEduardoNo ratings yet
- Astm B 444Document4 pagesAstm B 444Jamil SalmanNo ratings yet
- B815 PDFDocument3 pagesB815 PDFROHITNo ratings yet
- PDFsam_B 409 - 06 (2016)Document5 pagesPDFsam_B 409 - 06 (2016)mike.jensen0581No ratings yet
- Nickel-Iron-Chromium-Molybdenum-Copper Alloy (UNS N08825 and N08221) Seamless Pipe and TubeDocument4 pagesNickel-Iron-Chromium-Molybdenum-Copper Alloy (UNS N08825 and N08221) Seamless Pipe and TubeRio WitcandraNo ratings yet
- Copper Flat Products With Finished (Rolled or Drawn) Edges (Flat Wire and Strip)Document6 pagesCopper Flat Products With Finished (Rolled or Drawn) Edges (Flat Wire and Strip)Isma RioNo ratings yet
- B573Document3 pagesB573rohit kumarNo ratings yet
- Astm A574 17Document3 pagesAstm A574 17Kadir YavuzNo ratings yet
- ASTM B444 (Alloy Pipe)Document3 pagesASTM B444 (Alloy Pipe)Bilel RebaiNo ratings yet
- B49 - Specification For Copper Redraw Rod For Electrical PurposeDocument7 pagesB49 - Specification For Copper Redraw Rod For Electrical PurposeJerry ChuaNo ratings yet
- Astm B673Document3 pagesAstm B673Alexandre FreitasNo ratings yet
- B 938 - 04 - Cu Be AlloyDocument4 pagesB 938 - 04 - Cu Be Alloyvelu.gNo ratings yet
- A27-17 Steel Castings, Carbon, For General ApplicationDocument4 pagesA27-17 Steel Castings, Carbon, For General ApplicationJosh HansenNo ratings yet
- A574MDocument7 pagesA574MmsbarretosNo ratings yet
- Welded UNS N08120, UNS N08800, UNS N08810, and UNS N08811 Alloy TubesDocument3 pagesWelded UNS N08120, UNS N08800, UNS N08810, and UNS N08811 Alloy TubesRed RedNo ratings yet
- Astm A27-A27m (2020)Document4 pagesAstm A27-A27m (2020)AHMED SAMIR ALEMDARNo ratings yet
- Copper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled BarDocument5 pagesCopper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled Barruben castroNo ratings yet
- PDFsam_B 427 - 09 (2015)Document4 pagesPDFsam_B 427 - 09 (2015)mike.jensen0581No ratings yet
- Specification For Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDocument4 pagesSpecification For Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceMauricio FernándezNo ratings yet
- B197B197M-07 (Reapproved 2013)Document6 pagesB197B197M-07 (Reapproved 2013)AtlanticNo ratings yet
- Tough-Pitch Fire-Refined Copper-Refinery Shapes: Standard Specification ForDocument6 pagesTough-Pitch Fire-Refined Copper-Refinery Shapes: Standard Specification ForAhmad JrDtNo ratings yet
- Copper-Clad Aluminum Bar For Electrical Purposes (Bus Bar)Document5 pagesCopper-Clad Aluminum Bar For Electrical Purposes (Bus Bar)Tuanbk NguyenNo ratings yet
- B 42 - 15aDocument7 pagesB 42 - 15aphaindikaNo ratings yet
- A522A522MDocument4 pagesA522A522MAlejandro GonzálezNo ratings yet
- B582-07 (Reapproved 2013)Document3 pagesB582-07 (Reapproved 2013)Luis Jose DuranNo ratings yet
- Age-Hardening Stainless Steel Forgings: Standard Specification ForDocument7 pagesAge-Hardening Stainless Steel Forgings: Standard Specification ForamerNo ratings yet
- ASTM B1Ckeocung-95Document5 pagesASTM B1Ckeocung-95lâm huy cườngNo ratings yet
- Astm F 1183Document4 pagesAstm F 1183Ivan AlanizNo ratings yet
- Astm G 88 - 90Document5 pagesAstm G 88 - 90Ivan AlanizNo ratings yet
- Astm F 722 PDFDocument11 pagesAstm F 722 PDFIvan AlanizNo ratings yet
- Astm G 88 PDFDocument27 pagesAstm G 88 PDFIvan AlanizNo ratings yet
- A 0703 01 Fundicion Acero Presion Requisitos GDocument14 pagesA 0703 01 Fundicion Acero Presion Requisitos GIvan AlanizNo ratings yet
- Astm A 714 (1999) PDFDocument8 pagesAstm A 714 (1999) PDFnisha_khanNo ratings yet
- Determining The Susceptibility of Stainless Steels and Related Nickel-Chromium-Iron Alloys To Stress-Corrosion Cracking in Polythionic AcidsDocument3 pagesDetermining The Susceptibility of Stainless Steels and Related Nickel-Chromium-Iron Alloys To Stress-Corrosion Cracking in Polythionic AcidsIvan AlanizNo ratings yet
- A 0841 01 PL Recipiente TMCPDocument6 pagesA 0841 01 PL Recipiente TMCPIvan AlanizNo ratings yet
- A 0734 97 PL Recipientes Aleado Hsla TempladaDocument2 pagesA 0734 97 PL Recipientes Aleado Hsla TempladaIvan AlanizNo ratings yet
- C014M PDFDocument4 pagesC014M PDFleo_pio_ochoaNo ratings yet
- A 0832 99 PL Recipiente CR Mo VDocument4 pagesA 0832 99 PL Recipiente CR Mo VIvan AlanizNo ratings yet
- A 0732 98 Fundicion Acero C & Aleado CoDocument6 pagesA 0732 98 Fundicion Acero C & Aleado CoIvan AlanizNo ratings yet
- A 0723 99 Forja Acero Aleado Alta PresionDocument4 pagesA 0723 99 Forja Acero Aleado Alta PresionIvan AlanizNo ratings yet
- A 0898 01 Inspeccion Ut Pulsoeco Perfil EstructuralDocument3 pagesA 0898 01 Inspeccion Ut Pulsoeco Perfil EstructuralIvan AlanizNo ratings yet
- A 0709 01 PL Estructural C & Hsla TempladaDocument8 pagesA 0709 01 PL Estructural C & Hsla TempladaIvan AlanizNo ratings yet
- A 0822 00 Tubin Acero C Sistema HidraulicoDocument3 pagesA 0822 00 Tubin Acero C Sistema HidraulicoIvan AlanizNo ratings yet
- A 0829 00 PL Acero Estructural AleadoDocument4 pagesA 0829 00 PL Acero Estructural AleadoIvan AlanizNo ratings yet
- A 0830 00 PL Estructural Acero X ComposicionDocument4 pagesA 0830 00 PL Estructural Acero X ComposicionIvan AlanizNo ratings yet
- A 0841 01 PL Recipiente TMCPDocument6 pagesA 0841 01 PL Recipiente TMCPIvan AlanizNo ratings yet
- A 999 PDFDocument10 pagesA 999 PDFmilecsaNo ratings yet
- A833-1996-OCR-Standard Practice For Indentation Hardness of Metallic Materials by Comparison Hardness Testers PDFDocument2 pagesA833-1996-OCR-Standard Practice For Indentation Hardness of Metallic Materials by Comparison Hardness Testers PDFMohamed Ahmed MaherNo ratings yet
- A 0967 01 Pasivacion Partes Acero InoxDocument7 pagesA 0967 01 Pasivacion Partes Acero InoxIvan AlanizNo ratings yet
- A 0808 00 Acero Estructural Microa TenazDocument2 pagesA 0808 00 Acero Estructural Microa TenazIvan AlanizNo ratings yet
- A 0815 01 Conexion Tuberia Inox PDFDocument7 pagesA 0815 01 Conexion Tuberia Inox PDFIvan AlanizNo ratings yet
- A 0945 00 PL Estructural Hsla Controlada SoldabilidadDocument3 pagesA 0945 00 PL Estructural Hsla Controlada SoldabilidadIvan AlanizNo ratings yet
- A800-2001-OCR-Standard Practice For Steel Casting, Austenitic Alloy, Estimating Ferrite Content Thereof PDFDocument6 pagesA800-2001-OCR-Standard Practice For Steel Casting, Austenitic Alloy, Estimating Ferrite Content Thereof PDFMohamed Ahmed MaherNo ratings yet
- A 0913 01 Perfil Estructural Hsla DuroDocument4 pagesA 0913 01 Perfil Estructural Hsla DuroIvan AlanizNo ratings yet
- A 0941 01 Terminologia Aleacion Inoxidable FerroaDocument7 pagesA 0941 01 Terminologia Aleacion Inoxidable FerroaIvan AlanizNo ratings yet
- Week 7 Cycling Materials in The Ecosystem and How Do Human Activities Affect The Ecosystem 1Document6 pagesWeek 7 Cycling Materials in The Ecosystem and How Do Human Activities Affect The Ecosystem 1lourdes SanchezNo ratings yet
- Department of Education: Republic of The PhilippinesDocument4 pagesDepartment of Education: Republic of The PhilippinesEllen Cabatian BanaguasNo ratings yet
- Modern Methods of TrainingDocument30 pagesModern Methods of Trainingpatridsouza8875% (4)
- StrippingDocument17 pagesStrippingGhavban David0% (1)
- Lithium Carbonate Tablets USPDocument4 pagesLithium Carbonate Tablets USPCesar Alejandro Olguin MarquezNo ratings yet
- Aplac TR 001 Issue 2Document48 pagesAplac TR 001 Issue 2gaunananguyenNo ratings yet
- F 09420010120134020 PP T 07Document19 pagesF 09420010120134020 PP T 07Stevia TjioeNo ratings yet
- Tutorial HMM CIDocument14 pagesTutorial HMM CITrương Tiểu PhàmNo ratings yet
- Basic Electrical-Chapter 3 TheoryDocument13 pagesBasic Electrical-Chapter 3 TheorySankar RijalNo ratings yet
- Acer LCD x193hq Sm080904v1 Model Id Ra19waanuDocument36 pagesAcer LCD x193hq Sm080904v1 Model Id Ra19waanuFrancis Gilbey Joson ArnaizNo ratings yet
- Colonial Philippines in Transition - SEA StudiesDocument197 pagesColonial Philippines in Transition - SEA StudiesYong Mosqueda100% (1)
- Limits of Program VerificationDocument24 pagesLimits of Program VerificationBrian Cantwell SmithNo ratings yet
- Digital Signal Processing Exam QuestionsDocument8 pagesDigital Signal Processing Exam QuestionsecehodaietNo ratings yet
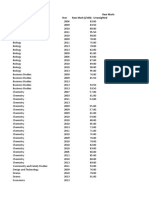
- Raw To Scaled Mark DatabaseDocument10 pagesRaw To Scaled Mark DatabaseKelly ChuNo ratings yet
- Modulus of FunctionsDocument14 pagesModulus of FunctionsVajan SelvaratnamNo ratings yet
- Cs Lab Manual 31.05.14Document195 pagesCs Lab Manual 31.05.14sravanNo ratings yet
- 2 - Chapter Two Horizontal Distance MeasurmentDocument47 pages2 - Chapter Two Horizontal Distance MeasurmentmikeNo ratings yet
- VCS Test01Document27 pagesVCS Test01GyanNo ratings yet
- Self Healing ConcreteDocument20 pagesSelf Healing ConcreteshivangNo ratings yet
- Factors Affecting Online Grocery Shopping Experience: Dhinda Siti Mustikasari, Rifelly Dewi AstutiDocument7 pagesFactors Affecting Online Grocery Shopping Experience: Dhinda Siti Mustikasari, Rifelly Dewi AstutiSiddharth Singh TomarNo ratings yet
- კემპბელი თ16 353 363 დნმ და რეპლიკაციაDocument11 pagesკემპბელი თ16 353 363 დნმ და რეპლიკაციაSosoNo ratings yet
- How you seize the space between next and nowDocument11 pagesHow you seize the space between next and nowMathan J RNo ratings yet
- KidzeeDocument16 pagesKidzeeXLS OfficeNo ratings yet
- HERRAMIENTA DE LLENADO - AutoFill PDFDocument15 pagesHERRAMIENTA DE LLENADO - AutoFill PDFluis alberto franco rodriguezNo ratings yet