You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Celebrity Endorsement and Brand EquityDocument16 pagesCelebrity Endorsement and Brand EquityMetiya RatimartNo ratings yet
- Preparing A JCR .......Document7 pagesPreparing A JCR .......Challa RamanamurtyNo ratings yet
- MENTORING 6, DAY 25: 19 Jul 2022Document25 pagesMENTORING 6, DAY 25: 19 Jul 2022lakshmipathihsr64246No ratings yet
- OUR Company: MGT 351 Presentation On Human Resource PlanDocument16 pagesOUR Company: MGT 351 Presentation On Human Resource Planaparajita promaNo ratings yet
- Casebook 2.2 Semi FinalDocument1,015 pagesCasebook 2.2 Semi FinalCarol AnnNo ratings yet
- Accounting Techniques Used in A Fraud Investigation: Mary Anne Basilone Diane A. Matthews Carlow UniversityDocument39 pagesAccounting Techniques Used in A Fraud Investigation: Mary Anne Basilone Diane A. Matthews Carlow UniversityDicky AndryNo ratings yet
- Moral Damages in Cases of Illegal DismissalDocument2 pagesMoral Damages in Cases of Illegal DismissalMELLICENT LIANZANo ratings yet
- From Idea To OpportunityDocument29 pagesFrom Idea To OpportunityDanica SolisNo ratings yet
- Executive Administrative Assistant Bookkeeper in San Francisco CA Resume Linda McGaginDocument2 pagesExecutive Administrative Assistant Bookkeeper in San Francisco CA Resume Linda McGaginLindaMcGaginNo ratings yet
- The Social Function of Business: Lesson IIDocument12 pagesThe Social Function of Business: Lesson IIcj jamesNo ratings yet
- Fuji TV vs. EspirituDocument1 pageFuji TV vs. EspirituElla Tho100% (1)
- Internal Strengths Weight Rating Weight ScoreDocument2 pagesInternal Strengths Weight Rating Weight ScoreShu Xin ChuaNo ratings yet
- Business Communication Project WateenDocument41 pagesBusiness Communication Project WateenAamir Raza100% (1)
- Indian Railways Establishment Code (Vol. I) PDFDocument11 pagesIndian Railways Establishment Code (Vol. I) PDFTrinath MohapatraNo ratings yet
- Barton, D 2012 Business Skills 7 - Cross Cultural CommunicationDocument4 pagesBarton, D 2012 Business Skills 7 - Cross Cultural Communicationnickw43No ratings yet
- Ethics, FraudDocument13 pagesEthics, FraudcerapyaNo ratings yet
- Sap Fico ResumeDocument2 pagesSap Fico Resumemanishk93No ratings yet
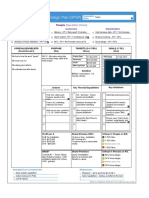
- Strategy: One-Page Strategic Plan (OPSP) : People (Reputation Drivers)Document2 pagesStrategy: One-Page Strategic Plan (OPSP) : People (Reputation Drivers)utkarsh jainNo ratings yet
- B-School List in IndiaDocument468 pagesB-School List in IndiaRG Nawin KrishnaNo ratings yet
- June2008 Q3Document4 pagesJune2008 Q3Mubashar Hussain100% (1)
- Lantul de Aprovizionare (Chain Supply)Document59 pagesLantul de Aprovizionare (Chain Supply)tamasraduNo ratings yet
- 2023 Nigeria Census Field Officer's ManualDocument261 pages2023 Nigeria Census Field Officer's Manuallohyi danielNo ratings yet
- 2018-19 - Part B - 1Document4 pages2018-19 - Part B - 1Shivam DixitNo ratings yet
- EStmtPrintingServlet 3Document5 pagesEStmtPrintingServlet 3Ahmad Al FaizNo ratings yet
- Introduction To The Draft ISO 19650 andDocument3 pagesIntroduction To The Draft ISO 19650 andHugo Mario Ariza PalacioNo ratings yet
- Feasibility Study Guide USDA1Document24 pagesFeasibility Study Guide USDA1Jessica Ddw FianzaNo ratings yet
- 4 Joint Venture AccountsDocument15 pages4 Joint Venture Accountsking brothersNo ratings yet
- Managing Bullwhip EffectDocument13 pagesManaging Bullwhip EffectSyed Ahmed AliNo ratings yet
- Data Interpretation Guide: Tables, Graphs for Competitive ExamsDocument884 pagesData Interpretation Guide: Tables, Graphs for Competitive ExamsDayanandhi ElangovanNo ratings yet