You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ASM Metals-Heat-Resistant Material-ASM PDFDocument585 pagesASM Metals-Heat-Resistant Material-ASM PDFJhon Alexander Villada100% (1)
- Welding NOTESDocument5 pagesWelding NOTESAnonymous utfuIcnNo ratings yet
- Zone MeltingDocument3 pagesZone MeltingpradyumnavaikuntNo ratings yet
- Nitronic 30 BrochureDocument24 pagesNitronic 30 BrochuremkozinNo ratings yet
- 7 01-7 11Document12 pages7 01-7 11Surya PrakashNo ratings yet
- Evolution of Microstructural BandingDocument8 pagesEvolution of Microstructural BandingvishalNo ratings yet
- A 890 - A 890M - 99 Qtg5mc05oq - PDFDocument4 pagesA 890 - A 890M - 99 Qtg5mc05oq - PDFMung Duong XuanNo ratings yet
- Metallugraphic Etching of Aluminum and Its AlloysDocument49 pagesMetallugraphic Etching of Aluminum and Its Alloysshiraniasghar100% (1)
- Cast Valve Materials For Seawater Service Nickel-Aluminium Bronze and Its RivalsDocument19 pagesCast Valve Materials For Seawater Service Nickel-Aluminium Bronze and Its RivalsLymeparkNo ratings yet
- Minerals Resources of Nepal and Their Present StatusDocument9 pagesMinerals Resources of Nepal and Their Present StatusBiraj GautamNo ratings yet
- Fa - 635507654687500000sciencedirect54d62fa4 E253 20140520090039 PDFDocument19 pagesFa - 635507654687500000sciencedirect54d62fa4 E253 20140520090039 PDFahmadnahrowiNo ratings yet
- Physics Data BookletDocument14 pagesPhysics Data BookletAbeer ZeestNo ratings yet
- Docslide - Us - Callister Concept Check AnswersDocument58 pagesDocslide - Us - Callister Concept Check AnswersJayant ChaudhariNo ratings yet
- THE CORROSION RATE OF Pb-Ca ALLOYS IN SULFURIC ACID SOLUTIONSDocument7 pagesTHE CORROSION RATE OF Pb-Ca ALLOYS IN SULFURIC ACID SOLUTIONScekmilanNo ratings yet
- Case HardeningDocument38 pagesCase HardeningsatyaNo ratings yet
- Catalogue Excellence FRDocument44 pagesCatalogue Excellence FRapi-253617788No ratings yet
- Sandvik SS GradesDocument3 pagesSandvik SS Gradespipedown456No ratings yet
- Lime in Iron OreDocument14 pagesLime in Iron Oreranjeet_nismNo ratings yet
- Australian Mineral ExplorationDocument18 pagesAustralian Mineral Explorationtherockhound99No ratings yet
- Commentary Submerged Arc FurnaceDocument4 pagesCommentary Submerged Arc FurnaceMortaza Mohseni100% (1)
- Nickel Al Bronze For SeawaterDocument21 pagesNickel Al Bronze For Seawaterhinsome LeeNo ratings yet
- Metallurgy - Question BankDocument12 pagesMetallurgy - Question BankSayantan Chatterjee100% (1)
- M CHOICE in Ra Để Mang Ve NhaDocument102 pagesM CHOICE in Ra Để Mang Ve NhaDinh Quang NhamNo ratings yet
- ALS Santiago Mineral Services Centre - MetallurgyDocument8 pagesALS Santiago Mineral Services Centre - MetallurgyPrimitivo GonzálezNo ratings yet
- Foundation Engineering by Ralph B.peck, Walter E - by Civildatas - Blogspot.inDocument530 pagesFoundation Engineering by Ralph B.peck, Walter E - by Civildatas - Blogspot.inHari RamNo ratings yet
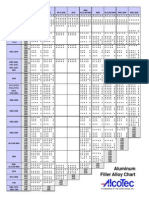
- Aluminum Filler Alloy Selection Chart-2Document2 pagesAluminum Filler Alloy Selection Chart-2Necati DayıNo ratings yet
- NME101/201, BASIC MANUFACTURINGPROCESSES:Questions and Answers:a CollectionDocument4 pagesNME101/201, BASIC MANUFACTURINGPROCESSES:Questions and Answers:a CollectionJeetender Singh KushawahaNo ratings yet
- Sa 194Document14 pagesSa 194Raju SkNo ratings yet
- Bahasa Inggris - Makalah SaltDocument10 pagesBahasa Inggris - Makalah SaltNurul Fuadi PratiwiNo ratings yet