You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Final Report-Nhat Tan Bridge Construction Project-English VersionDocument201 pagesFinal Report-Nhat Tan Bridge Construction Project-English VersionVan Cuong PhamNo ratings yet
- BS en 12201 3 PDFDocument32 pagesBS en 12201 3 PDFssdprojects Rex75% (4)
- Next-Generation Nozzle Check Valve Reduce Operating Costs - Engineer LiveDocument3 pagesNext-Generation Nozzle Check Valve Reduce Operating Costs - Engineer LiveTONNo ratings yet
- En 13555 ReportDocument16 pagesEn 13555 ReportTONNo ratings yet
- Manual Klinger ExpertDocument24 pagesManual Klinger ExpertTONNo ratings yet
- Compression and Recovery: The Optimum Gasket Astm F 36 JDocument2 pagesCompression and Recovery: The Optimum Gasket Astm F 36 JTONNo ratings yet
- Engdocs PDFDocument16 pagesEngdocs PDFTONNo ratings yet
- Amali 2015 IOP Conf. Ser.: Mater. Sci. Eng. 87 012055Document8 pagesAmali 2015 IOP Conf. Ser.: Mater. Sci. Eng. 87 012055TONNo ratings yet
- Mcg013 Klinger Global s4Document9 pagesMcg013 Klinger Global s4TONNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument7 pagesIjesrt: International Journal of Engineering Sciences & Research TechnologyTONNo ratings yet
- Abdul Majid 11 PDFDocument233 pagesAbdul Majid 11 PDFTONNo ratings yet
- Expansion and FlexibilityDocument1 pageExpansion and FlexibilityTONNo ratings yet
- Pipe Fea Using AnsysDocument14 pagesPipe Fea Using AnsysTONNo ratings yet
- Pub 36356Document48 pagesPub 36356TONNo ratings yet
- Example 1 (2011) : Crane ScheduleDocument2 pagesExample 1 (2011) : Crane ScheduleTONNo ratings yet
- W044Rev1 PDFDocument41 pagesW044Rev1 PDFTONNo ratings yet
- Standart Toleransi Spring RateDocument1 pageStandart Toleransi Spring RateTONNo ratings yet
- Mps Katalog Gradior en Kap1Document9 pagesMps Katalog Gradior en Kap1TONNo ratings yet
- S&E NR 23 Art 4Document5 pagesS&E NR 23 Art 4TONNo ratings yet
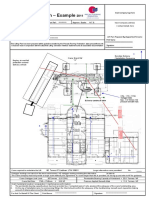
- Lifting Plan Sketch - ExampleDocument2 pagesLifting Plan Sketch - ExampleTONNo ratings yet
- Tp7.1 - Truck Tyre - Road Contact Stress Measurement and Modelling - Anghelache - MoisescuDocument23 pagesTp7.1 - Truck Tyre - Road Contact Stress Measurement and Modelling - Anghelache - MoisescuTONNo ratings yet
- Day2 6 Gabriel AnghelacheDocument29 pagesDay2 6 Gabriel AnghelacheTONNo ratings yet
- Project Report On Pozzolanic CementDocument16 pagesProject Report On Pozzolanic CementMaina EriccNo ratings yet
- Notification BEML SC ST Various VacanciesDocument5 pagesNotification BEML SC ST Various VacanciesAvinash NashNo ratings yet
- Surface Drainage Design150 5320 5cDocument431 pagesSurface Drainage Design150 5320 5cRita Moura FortesNo ratings yet
- AD 306 - Additional Moments in Braced Bays: 1Document2 pagesAD 306 - Additional Moments in Braced Bays: 1symon ellimacNo ratings yet
- SWD Is 456 2000Document78 pagesSWD Is 456 2000Vasu Nanda100% (1)
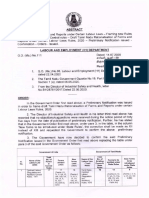
- 12 The Tamil Nadu Rationalisation of Forms and Reports Under Certain Labour Laws Rules 2020 1 1 37Document36 pages12 The Tamil Nadu Rationalisation of Forms and Reports Under Certain Labour Laws Rules 2020 1 1 37Allwin ThomasNo ratings yet
- BQ - Structural Works - CompressedDocument163 pagesBQ - Structural Works - CompressedLee YuxuanNo ratings yet
- d6931 PDFDocument4 pagesd6931 PDFaimen qayyumNo ratings yet
- Quintolubric 888-68 TLDocument4 pagesQuintolubric 888-68 TLKaly7No ratings yet
- Project Quality Plan: Document Title Project Quality Plan Document Ref. No. NRR/PMF - QAC-PQP-01-R00 Date 31-August-2019Document50 pagesProject Quality Plan: Document Title Project Quality Plan Document Ref. No. NRR/PMF - QAC-PQP-01-R00 Date 31-August-2019FahadNo ratings yet
- Parth Potdar DSR MicroProject CertificateDocument3 pagesParth Potdar DSR MicroProject Certificatev adamNo ratings yet
- BDM Example 8 - 20180101Document7 pagesBDM Example 8 - 20180101Felix HartantoNo ratings yet
- Sandman® Mission Pump Parts ListDocument2 pagesSandman® Mission Pump Parts ListMazhar HussainNo ratings yet
- 1000 Series CoxGomyl Brochure 2022Document8 pages1000 Series CoxGomyl Brochure 2022Dean VisitacionNo ratings yet
- Rhinebeck Design StandardsDocument24 pagesRhinebeck Design StandardsKerri KarvetskiNo ratings yet
- General Sheet Piling Construction PracticeDocument14 pagesGeneral Sheet Piling Construction Practicesereng2010No ratings yet
- Master Architects and WorksDocument11 pagesMaster Architects and WorksGenesis SabaleNo ratings yet
- List of International Standards: API Standards Block (25 Nos.)Document4 pagesList of International Standards: API Standards Block (25 Nos.)Siva baalan100% (1)
- Developments in Thermoplastic Door ModulesDocument8 pagesDevelopments in Thermoplastic Door Modulesrake1984No ratings yet
- Unit 9 Project Stakeholder ManagementDocument14 pagesUnit 9 Project Stakeholder ManagementTemesgen ZereabrukNo ratings yet
- Parker Et Al 2021 Thameslink Programme Uk Design and Construction of London Bridge StationDocument10 pagesParker Et Al 2021 Thameslink Programme Uk Design and Construction of London Bridge Stationalihassan122788No ratings yet
- 2017 11 Spider enDocument4 pages2017 11 Spider enDiego Sánchez0% (1)
- Rigid Pavement Design Guidelines - DoRDocument60 pagesRigid Pavement Design Guidelines - DoRPadma Shahi100% (3)
- ICC-ES Evaluation Report ESR-3814Document48 pagesICC-ES Evaluation Report ESR-3814kcNo ratings yet
- 48W Corner Desk: Part Number A173969DDocument20 pages48W Corner Desk: Part Number A173969DSolNo ratings yet
- Model Direct-Acting Relief Valve: Series 2 / Capacity: 50 GPM / Cavity: T-3ADocument2 pagesModel Direct-Acting Relief Valve: Series 2 / Capacity: 50 GPM / Cavity: T-3AJustinNo ratings yet
- Daniel Tian Li: Design CriteriaDocument32 pagesDaniel Tian Li: Design Criteriacurlyjockey100% (1)
- Abri Jardin NoticeDocument24 pagesAbri Jardin Noticejessicalycee72No ratings yet