You might also like
- Street Light BOQ & SpecificationDocument4 pagesStreet Light BOQ & SpecificationRajesh Raman100% (3)
- BS4620 1970Document15 pagesBS4620 1970K H V V MADUSHANKA100% (1)
- Modular Solar Battery ChargerDocument7 pagesModular Solar Battery ChargerPoushan ShresthaNo ratings yet
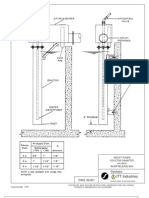
- Airlift Pump DWGDocument18 pagesAirlift Pump DWGravichandiran_a2001100% (2)
- Sistema para El Control Motores UnipolaresDocument6 pagesSistema para El Control Motores UnipolaresEmernelsonNo ratings yet
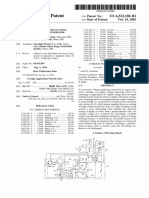
- US6522106 AVR Generator Patent HondaDocument8 pagesUS6522106 AVR Generator Patent HondaBruno LambertNo ratings yet
- Bn-Ye Nane: N2KkntDocument4 pagesBn-Ye Nane: N2KkntMichael MurphyNo ratings yet
- Us 4785300Document12 pagesUs 4785300MasoudNo ratings yet
- United States PatentDocument17 pagesUnited States PatentYusuf Gürcan ŞahinNo ratings yet
- United States Patent (19) : Meretsky Et Al. (11) 4,210,859Document17 pagesUnited States Patent (19) : Meretsky Et Al. (11) 4,210,859Pierre ClaudeNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7,109,625 B1Document34 pagesUnited States Patent: (12) (10) Patent No.: US 7,109,625 B1Paul D. GenoveseNo ratings yet
- United States Patent (19) 11 Patent Number: 5,825,152: Eriksson (45) Date of Patent: Oct. 20, 1998Document24 pagesUnited States Patent (19) 11 Patent Number: 5,825,152: Eriksson (45) Date of Patent: Oct. 20, 1998jeevan sankarNo ratings yet
- Compact FusionDocument7 pagesCompact Fusionpaperoni iNo ratings yet
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphNo ratings yet
- Infrared TransoucertransmitterDocument9 pagesInfrared TransoucertransmitterFava yavarNo ratings yet
- Us5955039 PDFDocument8 pagesUs5955039 PDFMayur B NeveNo ratings yet
- US4241370 ReleDocument13 pagesUS4241370 ReleJosé Paulo Pereira de SouzaNo ratings yet
- US7743601Document4 pagesUS7743601Alien GmpNo ratings yet
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Document22 pages59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopNo ratings yet
- United States Patent (19) : Bourell Et AlDocument15 pagesUnited States Patent (19) : Bourell Et AlYusuf Gürcan ŞahinNo ratings yet
- US8055010Document9 pagesUS8055010Morena SlpNo ratings yet
- Us4808262 Method For DevolatilizingDocument12 pagesUs4808262 Method For DevolatilizingBilly FowlerNo ratings yet
- IIII: United States PatentDocument9 pagesIIII: United States PatentVansala GanesanNo ratings yet
- United States Patent (19) : Tributed Therein For Applying Germicidal Ultraviolet RadiDocument8 pagesUnited States Patent (19) : Tributed Therein For Applying Germicidal Ultraviolet Radipppppp5No ratings yet
- Us5844037 PDFDocument12 pagesUs5844037 PDFKelly GuerreroNo ratings yet
- United States Patent: Cheung Et A) - (45) Date of Patent: Oct. 30, 2007Document19 pagesUnited States Patent: Cheung Et A) - (45) Date of Patent: Oct. 30, 2007Shahzada IrshadNo ratings yet
- Electronic Ignition SystemDocument9 pagesElectronic Ignition SystemozguryilmazmailiNo ratings yet
- United States Patent (19) : Benway Et Al. (45) Date of PatentDocument9 pagesUnited States Patent (19) : Benway Et Al. (45) Date of PatentAngel GutierrezNo ratings yet
- United States Patent (10) Patent No.: US 6,634,175 B1: Kawata Et Al. (45) Date of Patent: Oct. 21, 2003Document22 pagesUnited States Patent (10) Patent No.: US 6,634,175 B1: Kawata Et Al. (45) Date of Patent: Oct. 21, 2003RohitNo ratings yet
- US6804943Document6 pagesUS6804943Abdullah KhanNo ratings yet
- United States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Document20 pagesUnited States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Ronan RojasNo ratings yet
- US5198281 Towpreg FabricDocument20 pagesUS5198281 Towpreg FabricyigitilgazNo ratings yet
- United States Patent (191: Ruskouski (11) Patent Number: (45) Date of PatentDocument12 pagesUnited States Patent (191: Ruskouski (11) Patent Number: (45) Date of Patentachmad ainulNo ratings yet
- 15-sy45M12220SE2: V. VntynxaarDocument7 pages15-sy45M12220SE2: V. VntynxaarWilton CarvalhoNo ratings yet
- US5730844 Liquid PA Recovery Using Distillation Exxon 1998 (Has Conditions&components)Document16 pagesUS5730844 Liquid PA Recovery Using Distillation Exxon 1998 (Has Conditions&components)daraj darajNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,658,762 (45) Date of Patent: Apr. 21, 1987Document7 pagesUnited States Patent (19) : 11 Patent Number: 4,658,762 (45) Date of Patent: Apr. 21, 1987xyz7890No ratings yet
- United States Patent (19) 11 Patent Number: 4,863,538: Deckard 45 Date of Patent: Sep. 5, 1989Document12 pagesUnited States Patent (19) 11 Patent Number: 4,863,538: Deckard 45 Date of Patent: Sep. 5, 1989Yusuf Gürcan ŞahinNo ratings yet
- Air To Fuel Ratio Control For Gas Engine and Method of OperationDocument6 pagesAir To Fuel Ratio Control For Gas Engine and Method of OperationRezaNadianNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- US6797142Document8 pagesUS6797142heryyanto8086No ratings yet
- United States Patent: (10) Patent No.: US 6,838,782 B2Document7 pagesUnited States Patent: (10) Patent No.: US 6,838,782 B2Gepel OntanillasNo ratings yet
- Wheel PWR GenerationDocument8 pagesWheel PWR GenerationAsad Ahmed KhanNo ratings yet
- Us 4432328Document6 pagesUs 4432328Kristee Ann KellyNo ratings yet
- US5455474Document16 pagesUS5455474naturist_medNo ratings yet
- United States Patent (19) : Aerospatiale, FranceDocument7 pagesUnited States Patent (19) : Aerospatiale, Franceingeniomeca8800No ratings yet
- Reducing The Core-End Heating in Large Power GeneratorsDocument12 pagesReducing The Core-End Heating in Large Power GeneratorsMichal KowalczykNo ratings yet
- PCB Helical Resonator and FilterDocument7 pagesPCB Helical Resonator and FilterbaymanNo ratings yet
- Patent DocumentDocument14 pagesPatent Documentcmhg1982No ratings yet
- United States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Document10 pagesUnited States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Mateus GaygerNo ratings yet
- U.S. Pat. 4,809,336, Semiconductor Amplifier With Tube Amplifier Characteristics, Pritchard, 1989.Document10 pagesU.S. Pat. 4,809,336, Semiconductor Amplifier With Tube Amplifier Characteristics, Pritchard, 1989.Duane BlakeNo ratings yet
- United States Patent (191: Radcliffe (11) Patent Number: (45) Date of PatentDocument10 pagesUnited States Patent (191: Radcliffe (11) Patent Number: (45) Date of PatentBukNo ratings yet
- Heated CouplingDocument10 pagesHeated CouplingTUNCAY GUMUSNo ratings yet
- US6351692Document12 pagesUS6351692Aram MorenoNo ratings yet
- Phy 2Document38 pagesPhy 2AlvianiNo ratings yet
- Patente Del Proceso Cryomax FlexDocument7 pagesPatente Del Proceso Cryomax FlexRuben PerezNo ratings yet
- 5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1Document12 pages5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1leonard chokNo ratings yet
- Earl KoenigDocument7 pagesEarl KoenigStere Stere0% (1)
- Us 5239846Document11 pagesUs 5239846Logesh kumarNo ratings yet
- Connector Assembly PatternDocument14 pagesConnector Assembly Patternwy6279No ratings yet
- US5615831Document11 pagesUS5615831arun manchekarNo ratings yet
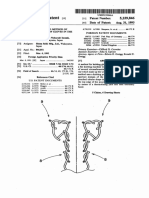
- United States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000ahmadNo ratings yet
- United States Patent 19: 45 Date of Patent: Jul. 14, 1998Document16 pagesUnited States Patent 19: 45 Date of Patent: Jul. 14, 1998sudeep kumarNo ratings yet
- BCA-Course Structure and Syllabus - Batch 2018 - ADCDocument91 pagesBCA-Course Structure and Syllabus - Batch 2018 - ADCNarendra KumarNo ratings yet
- CLAP - Brief To MentorsDocument19 pagesCLAP - Brief To Mentorsd2687681No ratings yet
- Type RS232 Isolation Unit, Splitter Unit and Power Supply: Application Notes R4082EDocument11 pagesType RS232 Isolation Unit, Splitter Unit and Power Supply: Application Notes R4082ERinda_Rayna100% (1)
- 10.assignment 8Document7 pages10.assignment 8IRSHAD HUSSAINNo ratings yet
- Jci Kodiak 300Document44 pagesJci Kodiak 300Francisco Agustín FernandezNo ratings yet
- Op 275Document13 pagesOp 275cvbNo ratings yet
- 307 - T5F 0 03l17a - Turbo Charger Oil Return HoseDocument3 pages307 - T5F 0 03l17a - Turbo Charger Oil Return HoseBarbu RalucaNo ratings yet
- Risk Management Plan Form - Greenlight GuruDocument5 pagesRisk Management Plan Form - Greenlight Gurupawanhv1454No ratings yet
- Full C Rio Dev GuideDocument285 pagesFull C Rio Dev GuidesriswathiNo ratings yet
- PD41 PD42 Spec WebDocument2 pagesPD41 PD42 Spec WebHồ ThànhNo ratings yet
- Electronic Amplifier - Wikipedia, The Free EncyclopediaDocument17 pagesElectronic Amplifier - Wikipedia, The Free Encyclopediaapc3211100% (1)
- BGP Lab CefipaDocument1 pageBGP Lab CefipaAnonymous k2SY4zdI3No ratings yet
- Class SQLDocument67 pagesClass SQLanisul haqueNo ratings yet
- Guide To Build Steam RoomDocument2 pagesGuide To Build Steam RoomsidNo ratings yet
- Cybenetics Evaluation Report Corsair RM750x 2021Document13 pagesCybenetics Evaluation Report Corsair RM750x 2021Ivankica DrevNo ratings yet
- Asme Sec 5 QuestionsDocument13 pagesAsme Sec 5 Questionsanasseeksscribd100% (1)
- I3000 Brochure PDFDocument20 pagesI3000 Brochure PDFKevin NgoNo ratings yet
- Structural Geology IIDocument10 pagesStructural Geology IIsivabharathamurthyNo ratings yet
- Connectors Connector Seals Repair Wires Test LeadsDocument1 pageConnectors Connector Seals Repair Wires Test LeadsReynaldo MarianoNo ratings yet
- Electric Motor ToshibaDocument3 pagesElectric Motor ToshibaMaulana Rifaldi100% (1)
- Objective: Mechanical EngineeringDocument1 pageObjective: Mechanical EngineeringShreyas MunotNo ratings yet
- Sample Cleaning Using SpearDocument29 pagesSample Cleaning Using SpearraffaeleNo ratings yet
- Brave Ville SubdivisionDocument7 pagesBrave Ville SubdivisionRiFTzCuTLeR -YTNo ratings yet
- Signal Digitization in DSPDocument5 pagesSignal Digitization in DSPegaupc2123No ratings yet
- Quality Control: Mcgraw-Hill/IrwinDocument40 pagesQuality Control: Mcgraw-Hill/IrwinMinal SinghNo ratings yet
- SPECIFICATION-TOLL ROAD - 8 APRIL 2015-ENGLISH UPLOADDocument456 pagesSPECIFICATION-TOLL ROAD - 8 APRIL 2015-ENGLISH UPLOADTaufik GeodetikNo ratings yet
- Administrators Guide Right Fax 9.4Document355 pagesAdministrators Guide Right Fax 9.4anudocNo ratings yet