You might also like
- TYPES OF COMPRESSORS AND THEIR APPLICATIONSDocument7 pagesTYPES OF COMPRESSORS AND THEIR APPLICATIONSWade Coleman100% (1)
- Industrial Compressor: Presented byDocument81 pagesIndustrial Compressor: Presented byAmit Kumar JaiswalNo ratings yet
- Pump & Compressor PositioningDocument32 pagesPump & Compressor PositioningAeffandii SamawiNo ratings yet
- Air Compresser: Motion of Piston or Rotary Motion of BladesDocument28 pagesAir Compresser: Motion of Piston or Rotary Motion of BladesYogesh ShindeNo ratings yet
- Positive Displacement and Dynamic, DynamicDocument15 pagesPositive Displacement and Dynamic, DynamicdausszNo ratings yet
- Air Compressors: Chapter No: 3Document59 pagesAir Compressors: Chapter No: 3Eric CookNo ratings yet
- Air Compressors and Pneumatic Control SystemsDocument7 pagesAir Compressors and Pneumatic Control SystemsBader Shrbaji100% (2)
- Chapter No 3 Air CompressorsDocument59 pagesChapter No 3 Air Compressorsahsan8arshad-4No ratings yet
- Compressor Equipment in Oil and Gas IndustryDocument4 pagesCompressor Equipment in Oil and Gas IndustryHamid HameedNo ratings yet
- Compressors LectureDocument33 pagesCompressors LectureEric CookNo ratings yet
- API-21-Positive Displacement Compressors OCRDocument103 pagesAPI-21-Positive Displacement Compressors OCRNaseem Chandio100% (1)
- Compressors: Me7313 Industrial Automation and ControlDocument13 pagesCompressors: Me7313 Industrial Automation and ControlNuwan DinushaNo ratings yet
- Flashing and CavitationDocument8 pagesFlashing and CavitationNakarin Potidokmai100% (1)
- CavitationDocument11 pagesCavitationSalim Chohan0% (1)
- Compressed Air SystemDocument11 pagesCompressed Air SystemsandystaysNo ratings yet
- Navigation Search Wikipedia:Village Pump Pump (Disambiguation)Document22 pagesNavigation Search Wikipedia:Village Pump Pump (Disambiguation)Aldren Delina RiveraNo ratings yet
- Assignment: Name Muhammad ArsalanDocument8 pagesAssignment: Name Muhammad ArsalanMuhammad Arsalan TariqNo ratings yet
- Rotary Screw ProcessDocument9 pagesRotary Screw ProcessEagle WingsNo ratings yet
- Study of The Centrifugal Pump Efficiency at Throttling and Speed ControlDocument4 pagesStudy of The Centrifugal Pump Efficiency at Throttling and Speed ControlHassan SouleymanNo ratings yet
- Pump Cavitation and NPSHDocument10 pagesPump Cavitation and NPSHshiel175No ratings yet
- Self-Priming Centrifugal Pumps What You Need To Know PDFDocument2 pagesSelf-Priming Centrifugal Pumps What You Need To Know PDFhumshkhNo ratings yet
- 200905094-Ppt On Classification of Air CompressorsDocument32 pages200905094-Ppt On Classification of Air CompressorsPrasanna Kumar100% (4)
- A1 Management & Technical Consultant Pune: Training Program On Reciprocating CompressorDocument14 pagesA1 Management & Technical Consultant Pune: Training Program On Reciprocating CompressorSandeep KocharNo ratings yet
- Over-Pressure Sources in Pipes and VesselsDocument5 pagesOver-Pressure Sources in Pipes and VesselsToniNo ratings yet
- Screw PumpsDocument4 pagesScrew PumpsElia MekdadNo ratings yet
- Cavitation Analysis CFDDocument4 pagesCavitation Analysis CFDshdjjfNo ratings yet
- Pleated Filter Pressure Drop PDFDocument12 pagesPleated Filter Pressure Drop PDFAmbrish SinghNo ratings yet
- Charge Air System by P.KDocument28 pagesCharge Air System by P.Kkr_abhijeet72356587100% (1)
- Separator ComponentsDocument16 pagesSeparator ComponentsvsroilgasNo ratings yet
- Dynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene BlendsDocument11 pagesDynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene Blendspickpocket27No ratings yet
- Pump PrimingDocument1 pagePump PrimingronakuchNo ratings yet
- Compressed Air Systems: Engr. Rey P. Dumalaba, RMP, MEDocument37 pagesCompressed Air Systems: Engr. Rey P. Dumalaba, RMP, MEKyuubi Rey DumalabaNo ratings yet
- Pumping SystemsDocument36 pagesPumping SystemsXin Yang ChanNo ratings yet
- Positive Displacement: Reciprocating CompressorDocument54 pagesPositive Displacement: Reciprocating CompressorJordan MosesNo ratings yet
- Atmospheric Relief Valve ManualDocument12 pagesAtmospheric Relief Valve ManualTarun ChandraNo ratings yet
- Mep All QuestionsDocument79 pagesMep All QuestionsbabaNo ratings yet
- HOW To Design A Pump SystemDocument9 pagesHOW To Design A Pump SystemPierre NorrisNo ratings yet
- 7 Tips On Compressor DesignDocument18 pages7 Tips On Compressor DesignkrazylionNo ratings yet
- Reciprocating Air CompressorsDocument20 pagesReciprocating Air CompressorsAshleen MarshallNo ratings yet
- Basic Compressor Types Explained Under 40 CharactersDocument38 pagesBasic Compressor Types Explained Under 40 CharactersCarlos JuárezNo ratings yet
- Positive Displacement PumpsDocument1 pagePositive Displacement PumpsAnonymous 1zdRSWskhg100% (1)
- High Pressure Pump For Water Jet CuttingDocument15 pagesHigh Pressure Pump For Water Jet CuttingktpcoeoNo ratings yet
- Design and Use of Check ValvesDocument10 pagesDesign and Use of Check Valvesjenshid0% (1)
- Centrifugal Pump System TutorialDocument58 pagesCentrifugal Pump System TutorialolumNo ratings yet
- Hydraulic Resevoir Design Criteria PDFDocument10 pagesHydraulic Resevoir Design Criteria PDF2345421No ratings yet
- The Affinity Laws of Centrifugal PumpsDocument8 pagesThe Affinity Laws of Centrifugal PumpsArunkumar SubramanianNo ratings yet
- Level GaugeDocument3 pagesLevel Gaugemerijan10No ratings yet
- PumpsDocument45 pagesPumpsMehmood Ul Hassan100% (1)
- Guide Compressed Air BasicsDocument20 pagesGuide Compressed Air BasicsKaten MistryNo ratings yet
- Selecting A Centrifugal Pumps by System Analysis PDFDocument27 pagesSelecting A Centrifugal Pumps by System Analysis PDFmishraenggNo ratings yet
- Centrifugal Pump CharacteristicsDocument27 pagesCentrifugal Pump Characteristicskarioke mohaNo ratings yet
- Vacuumpump SihiDocument9 pagesVacuumpump SihikzwinnenNo ratings yet
- Gas Loads in Vacuum SystemsDocument7 pagesGas Loads in Vacuum SystemsEduardo LopesNo ratings yet
- Lecture 5 - Pump SelectionDocument12 pagesLecture 5 - Pump SelectionZakariya MohamedNo ratings yet
- Compressed Air SystemsDocument40 pagesCompressed Air SystemsUsamaNo ratings yet
- PUMP TYPEDocument63 pagesPUMP TYPEKaushik SreenivasNo ratings yet
- How Liquid Ring Vacuum Pumps Work - EnggcyclopediaDocument3 pagesHow Liquid Ring Vacuum Pumps Work - EnggcyclopediaJAGADEESHNo ratings yet
- Pneumatic Forging MachineDocument28 pagesPneumatic Forging MachineSaravanan Viswakarma83% (6)
- Compressors - Written ReportDocument17 pagesCompressors - Written ReportJenina Rosa P. LlanesNo ratings yet
- Centrifugal Compressors RecentDocument34 pagesCentrifugal Compressors RecentMOAB FIFA mobileNo ratings yet
- Introduction To Fibre Reinforced CompositesDocument14 pagesIntroduction To Fibre Reinforced CompositesSriram SuryaNo ratings yet
- Neural network predicts parison swell in blow moldingDocument5 pagesNeural network predicts parison swell in blow moldingSriram SuryaNo ratings yet
- Introduction To Jute Fibre Reinforced CompositesDocument4 pagesIntroduction To Jute Fibre Reinforced CompositesSriram SuryaNo ratings yet
- MMM Class - 2-3Document144 pagesMMM Class - 2-3Sriram SuryaNo ratings yet
- Preview Fast Heat Detection For TransformersDocument3 pagesPreview Fast Heat Detection For TransformersGuillermo IbarraNo ratings yet
- 964 Turbo DecriptionDocument16 pages964 Turbo Decriptiontonic1988No ratings yet
- ABBREVIATION LIST: 40+ ABBREVIATIONS FOR POWER PLANT TERMSDocument7 pagesABBREVIATION LIST: 40+ ABBREVIATIONS FOR POWER PLANT TERMStuyencntnNo ratings yet
- 2Document2 pages2Tyron CastroNo ratings yet
- Kazunari Sasaki, Hai-Wen Li. Hydrogen Energy Engineering 2016Document578 pagesKazunari Sasaki, Hai-Wen Li. Hydrogen Energy Engineering 2016Fernando SalinasNo ratings yet
- List of Figures: S. No Fig No Name of The Fig Page NoDocument19 pagesList of Figures: S. No Fig No Name of The Fig Page NoAkshitha ManchukondaNo ratings yet
- Gas FlaringDocument14 pagesGas FlaringWaleed El-azabNo ratings yet
- Chemist 500 Series DatasheetDocument12 pagesChemist 500 Series DatasheetIdris FirdausNo ratings yet
- Boiler Non Routine JobsDocument8 pagesBoiler Non Routine JobsBSP CDCPNo ratings yet
- Saline Water Conversion Corporation Strategic Reservoirs at Makkah Phase Ii & Taif Phase IDocument2 pagesSaline Water Conversion Corporation Strategic Reservoirs at Makkah Phase Ii & Taif Phase IAnonymous uLAATWpfNo ratings yet
- Range Fwe Version CT Size 08: CoolingDocument2 pagesRange Fwe Version CT Size 08: Coolingvelikimag87No ratings yet
- 01.introduction To CorrosionDocument18 pages01.introduction To CorrosionIndah ArdiantiNo ratings yet
- IHS Markit HydrogeDocument19 pagesIHS Markit HydrogeXkeiPIngNo ratings yet
- Electric Boiler Adaption With External Tank KatalogDocument2 pagesElectric Boiler Adaption With External Tank KatalogDaxom NavidensNo ratings yet
- c6.6 Acert M200Document2 pagesc6.6 Acert M200rodNo ratings yet
- Power Plant Engineering Case StudyDocument13 pagesPower Plant Engineering Case StudyShubham Gawde100% (1)
- 17V10 Johnson How To Collect Form and Ship SulfurDocument43 pages17V10 Johnson How To Collect Form and Ship SulfurabderrahimnNo ratings yet
- Lecture 3 - Improving Performance - RegenerationDocument5 pagesLecture 3 - Improving Performance - RegenerationMuhammad Alam Zaib KhanNo ratings yet
- Walworth Check ValvesDocument24 pagesWalworth Check ValvesFahad RockingNo ratings yet
- Ma TP2 01+Document251 pagesMa TP2 01+Arvind ShuklaNo ratings yet
- Screw compressors SCK 3 – 40: Maximum benefits for our customersDocument6 pagesScrew compressors SCK 3 – 40: Maximum benefits for our customersAllan MugoNo ratings yet
- Air Standard CycleDocument93 pagesAir Standard CycleJonathan CerdanNo ratings yet
- Natural Gas Production and OperationsDocument2 pagesNatural Gas Production and OperationsHossam M. Abd El RahmanNo ratings yet
- Undra Undra Undra Undra: ChileDocument1 pageUndra Undra Undra Undra: ChileValentin Bustos MolinaNo ratings yet
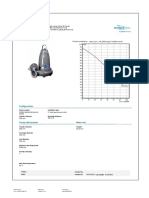
- FP 3202 SH 3~ 273 technical specification and performance curveDocument7 pagesFP 3202 SH 3~ 273 technical specification and performance curveFun TonNo ratings yet
- Gujarat Electricity Regulatory Commission (Gerc)Document39 pagesGujarat Electricity Regulatory Commission (Gerc)kush 9031No ratings yet
- Valve Samson Model 3241 Serial 470 132 B347W701 ENDocument1 pageValve Samson Model 3241 Serial 470 132 B347W701 ENClaudio StadelmannNo ratings yet
- 2014 MPM Catalogue-Web PDFDocument56 pages2014 MPM Catalogue-Web PDFmzaimNo ratings yet
- Automatic Sprinkler Systems Acceptance Test Checklist NFPA 13Document3 pagesAutomatic Sprinkler Systems Acceptance Test Checklist NFPA 13duchoang5000100% (1)
- 1 Mechanical Engineering Dept. CEME NUSTDocument57 pages1 Mechanical Engineering Dept. CEME NUSTMuhammad AliNo ratings yet