Professional Documents
Culture Documents
Real-Time Shop-Floor Production Performance Analys
Uploaded by
Mustikautsar DianCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Real-Time Shop-Floor Production Performance Analys
Uploaded by
Mustikautsar DianCopyright:
Available Formats
Hindawi Publishing Corporation
Advances in Mechanical Engineering
Volume 2014, Article ID 270749, 10 pages
http://dx.doi.org/10.1155/2014/270749
Research Article
Real-Time Shop-Floor Production Performance Analysis Method
for the Internet of Manufacturing Things
Yingfeng Zhang,1,2 Wenbo Wang,1 Sichao Liu,1 and Gongnan Xie1
1
School of Mechanical Engineering, Northwestern Polytechnical University, Xi’an 710072, China
2
Key Laboratory of Contemporary Design and Integrated Manufacturing Technology, Northwestern Polytechnical University,
Ministry of Education, Xi’an 710072, China
Correspondence should be addressed to Yingfeng Zhang; zhangyf@nwpu.edu.cn
Received 5 December 2013; Accepted 24 March 2014; Published 27 April 2014
Academic Editor: Minvydas Ragulskis
Copyright © 2014 Yingfeng Zhang et al. This is an open access article distributed under the Creative Commons Attribution License,
which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Typical challenges that manufacturing enterprises are facing now are compounded by lack of timely, accurate, and consistent
information of manufacturing resources. As a result, it is difficult to analyze the real-time production performance for the shop-
floor. In this paper, the definition and overall architecture of the internet of manufacturing things is presented to provide a new
paradigm by extending the techniques of internet of things (IoT) to manufacturing field. Under this architecture, the real-time
primitive events which occurred at different manufacturing things such as operators, machines, pallets, key materials, and so forth
can be easily sensed. Based on these distributed primitive events, a critical event model is established to automatically analyze the
real-time production performance. Here, the up-level production performance analysis is regarded as a series of critical events, and
the real-time value of each critical event can be easily calculated according to the logical and sequence relationships among these
multilevel events. Finally, a case study is used to illustrate how to apply the designed methods to analyze the real-time production
performance.
1. Introduction Two streams of literature are relevant to this research.
They are real-time production management technique and
Recent developments in wireless sensors, communication, real-time manufacturing information capturing. In the field
and information network technologies (e.g., radio frequency of real-time production management technique, Huang et
identification-RFID or Auto-ID, Bluetooth, Wi-Fi, etc.) have al. [2] designed a RFID-based wireless manufacturing for
created a new era of the internet of things (IoT). The term walking-worker assembly shops with fixed-position layouts.
of the IoT has first been proposed by Kevin [1]. It refers Considering the difference businesses in different companies,
to uniquely identifiable objects (things) and their virtual in our previous work, Zhang et al. presented an agent-
representations in an Internet-alike structure. based workflow management strategy [3] and a smart objects
According to our investigation of several collaborative management system [4] for RFID-enabled real-time recon-
manufacturing enterprises, typical challenges that they are figurable manufacturing. By extending and adopting the
facing now are compounded by lack of timely, accurate, concept of cloud computing for manufacturing, Wang and
and consistent information of distributed manufacturing Xu [5] proposed an interoperable manufacturing perspective.
resources during manufacturing execution. In order to Huang et al. [6] discussed a conceptual WM framework
improve the rapid response and optimal decision of shop- by using the RFID technology to collect and manage the
floor level, real-time manufacturing data and information real-time data from manufacturing shop-floors. Equipped
tracking and tracing play a significant role [2–4]. Automated with active RFID tags, an innovative and ecological packag-
identification, as the core technique of IoT, has been widely ing/transporting unit named MT has been implemented by
adapted to shop-floor for capturing the real-time data. the Spanish company Ecomovistand for the grocery supply
Downloaded from ade.sagepub.com by guest on August 26, 2015
2 Advances in Mechanical Engineering
chain [7]. Zhang et al. [8] designed an RFID-based smart monitor, control, and optimize the production process by
Kanban system to implement just in time (JIT) production introducing Auto-ID devices to traditional manufacturing
and control the work in progress (WIP) stock. In the field things. The second challenge is to build up an events-driven
of real-time manufacturing information capturing, Zang and real-time production performance analysis model to process
Fan [9] implemented an event processing mechanism in the huge real-time data captured by distributed Auto-ID
enterprise information systems based on RFID, including devices to meaningful and value-added manufacturing infor-
the architecture, data structures, optimization strategies, and mation. The third challenge is to design the corresponding
algorithm to address the challenges posed by the fast moving process method and procedures to calculate the real-time
market. Jiang et al. [10] presented an “event-triggering time- critical event related to production performance based on the
state” graphical schema-based operation model for describ- captured manufacturing data.
ing and formalizing material flow. Fang et al. [11] presented Considering the advantages of IoT, in this paper, an
an event-driven shop-floor work in progress (WIP) man- overall architecture of the IoMT is presented to provide a
agement platform for creating a ubiquitous manufacturing new paradigm by extending the IoT to the manufacturing
(UM) environment to process the huge amount of RFID field. In contrast to previous framework, the proposed IoMT
data into useful information for managerial uses. Zappia aims to design an easy to deployment infrastructure to
et al. [12] proposed a lightweight and extensible complex form an active sensing manufacturing environment and to
event processing system based on a layered architectural timely monitor, control, and optimize the production process.
design to extract meaningful events from raw data streams Under this architecture, the manufacturing things such as
originated by sensing infrastructures. Li et al. [13] presented a operators, machines, pallets, and materials can be embedded
hybrid method of mixture of Gaussian hidden Markov model with sensors to interact with each other. Then, an event
(MG-HMM) and fixed size least squares support vector model is adopted to implement the real-time production
regression (FS-LSSVR) for fault prognostic in equipment performance analysis, which may provide important man-
health management system. Xu and Liu [14] proposed a smart ufacturing information for up-level decision. The presented
metering network system based on the IPv6 network protocol model and method of this research will improve shop-floor
and ZigBee protocol for residential power measurement. Li et productivity and quality, reduce the wastes of manufacturing
al. [15] proposed a fault diagnosis method combining wavelet resources, cut the costs in manufacturing system, reduce the
packet decomposition (WPD) and support vector machine risk, and improve the efficiency of online supervision and the
(SVM) for monitoring belt conveyors with the focus on the responsiveness to production changes.
detection of idler faults. Based on the traditional theodolite The rest of the paper is organized as follows. Section 2
measuring methods, Wu and Wang [16] introduced the describes the definition and overall architecture of the
mechanism of vision measurement principle and presented internet of manufacturing things. The real-time production
a novel automatic measurement method for large-scale space performance analysis model and method are designed in
and large work pieces (equipment) combined with the laser Section 3. Section 4 illustrates how to apply the designed
theodolite measuring and vision guiding technologies. critical event model to implement the real-time production
The above researches have provided the advanced con- performance analysis under the architecture of the internet
ception and technologies for improving the real-time man- of manufacturing things. Conclusions and future works are
agement for production process. However, in the framework given in Section 5.
of [2], it is only responsible for one application (e.g., assembly
shops) in applying RFID technique. It means the framework
may be redesigned if the application is changed. In some 2. Overview of the Internet of
frameworks in [3, 5], the conception is good. But how to Manufacturing Things
easily apply the concept design into real-life manufacturing
plants should be further investigated. For the real-time man- 2.1. The Definition of IoMT. Before giving the definition of
ufacturing information processing, the event model has been IoMT, it is better to define the manufacturing things first.
widely adopted as seen in [9–12]. References [13–16] describe In this research the manufacturing things are the physical
some predicted models for manufacturing exceptions. Obvi- manufacturing objects used to convert raw materials, compo-
ously, the event model has advantages in dealing with the nents, or parts into finished products. For example, the man,
events which occurred at the Auto-ID devices. However, in machine, work in progress (WIP) items, tools, forklift, pallet,
this research, for the purpose of analyzing the dynamical and so forth are typical manufacturing things.
performance of the production process, some value-added IoMT is defined as multisource real-time manufacturing
information processing method should be designed based information driven optimal management system for shop-
on the events. And the hierarchy and processing model of floors. It is used to timely monitor and optimally control the
the different level events should be further classified and process from the production orders assigned to the shop-
systematically designed. floors until the required WIP/products are produced. The
According to the analysis of the above researches, the multisource manufacturing information of the various man-
following challenges may exist in many real-life manufac- ufacturing resources could be connected and timely sensed
turing companies in applying IoT technologies. The first each other by introducing the IoT technologies (e.g., RFID,
challenge is to establish an overall architecture to form an Auto-ID) to traditional manufacturing shop-floors. IoMT
active sensing manufacturing environment and to timely includes two main parts, hardware and software. In terms
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 3
IoMT architecture
Application services for production management
Process track and trace service Quality control service
Performance analysis service Dynamical optimization service
Materials delivery service Integration service
Real-time manufacturing information processing
ISA 95 schema
B2MML schema
···⟩
⟩
Definition Rules Value added Data schema
Real-time data sensing and capturing
Sensor Real-time
···
manager
Data
Configuration of sensor network
···
Traceable
manu. things
Operator Manufacturing Key component
with HF tag Quality data with UHF tag Pallet with UHF tag
scene
Figure 1: Overall architecture of IoMT.
of hardware, IoMT includes a number of Auto-ID devices data. Based on the configuration result, the real-time data
which are used to automatically capture the multisource of manufacturing things during production process can be
manufacturing data. In terms of software, IoMT integrates sensed and captured. For example, when a manufacturing
a series of application services to provide decision supports thing comes to a sensing area, this event can be sensed by
(e.g., real-time scheduling) for process control based on the the registered sensor. Through the communication protocol,
captured real-time manufacturing data. the sensor can capture the data of the coming manufacturing
things. In this module, the sensor manager (SM) is used to
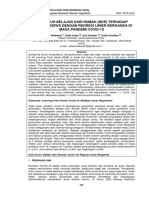
2.2. A Referenced Architecture of IoMT. Based on the above centrally manage the different sensors and transmit the real-
definition, a referenced architecture of IoMT is designed time data through web service technology. Manufacturing
as seen in Figure 1. It aims to build up a referenced real- information processing is used to process the insignificant
time information capturing and integration framework to data captured by sensors to form meaningful manufacturing
implement dynamical monitoring and controlling during the information. It includes four modules, namely, definition,
manufacturing execution stage. rules, value-added, and data schema. The definition module
Under this architecture, the dynamical parameters such is used to establish the manufacturing things and the sensors.
as movement and real-time status of the manufacturing Then, the changed data of manufacturing things can be timely
things can be timely sensed. Then, the real-time production captured by the auto-ID sensors. Rules module is used to
performance can be dynamically monitored and analyzed. classify the real-time data of different types of manufacturing
The proposed IoMT consists of four parts from the bottom things (e.g., man, machine, WIP items, tools, etc.). Value-
to the top, namely, configuration of sensor networks, real- added module is used to further calculate the distributed
time data sensing and capturing, real-time manufacturing manufacturing data to form more meaningful information
information processing, and applications services. for up-level decision. Data schema module is responsible for
Configuration of sensor networks is responsible for build- providing a standard schema for real-time manufacturing
ing up a low-cost and a high-reliability sensing manufactur- information so that it can be easily shared and integrated in
ing environment for capturing the real-time manufacturing heterogeneous enterprise information systems. Application
Downloaded from ade.sagepub.com by guest on August 26, 2015
4 Advances in Mechanical Engineering
Real-time production performance analysis
Database
Manufacturing
resource
Real-time progress analysis Real-time cost analysis Real-time quality analysis
Real-time
performance
Key performance data
Information extracting process based on critical events
Critical event ···
Production
plan
Hierarchy SEQ Causality Custom-rules Aggregation Plan-compare Extract rules
Complex event ···
Infield Outfield Stay Process Collection Wait
Basic event T1 T2 · · · Event base
Real-time
Pallet Vehicle Work-piece Worker Machine Work-piece Machine Tool information
Primitive event
Real-time data
Real-time production information collection
Raw material area Manufacture area Finished product area Collected
information
Configuration
Tags Terminal
RFID reader Worker
Information transformation
Figure 2: Real-time production performance analysis model.
services are used to provide the upper level monitor and con- module, the multilevel event model is used to process the
trol of the manufacturing execution based on the real-time distributed manufacturing data of the primitive events to
manufacturing information. Six types of services, namely, meaningful manufacturing information. Four types of events
process track and trace service, production performance (Primitive Event, Basic Event, Complex Event, and Critical
analysis service, materials delivery service, quality control Event) are involved in this research, which will be described
service, dynamical optimization service, and integration with in Section 3.2. The third module is real-time production
other enterprise information systems service, are designed in performance analysis module. It is used to establish the
this module. These services can work as an independent tool, relationships between the key performance monitor points
as well as a plug-in unit integrated with the third part systems. and the relevant primitive events, and then the value of the
key production performance could be easily calculated once
primitive events occur at the corresponding manufacturing
3. Critical Event Based Real-Time Production
things.
Performance Analysis Model
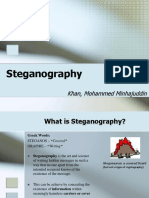
3.1. Real-Time Production Performance Analysis Model. 3.2. Critical Event Based Real-Time Key Production Per-
Figure 2 shows the model of critical event based real-time formance Analysis Method. Because each key production
production performance analysis under the IoMT architec- performance monitor point can be regarded as a critical
ture. It includes three main modules. event, in this section, the hierarchy and extraction process of
The first module is real-time production data collec- critical event will be described in detail.
tion. It is used to capture the real-time data of distributed
manufacturing things embedded with smart sensors. The 3.2.1. The Hierarchy of Critical Event. The key issue of event
second module is information extracting process. In this process is a precise event model, which reflects the different
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 5
Critical event
CrE
Complex event Complex event Complex event
CE1 CEi (i = 2 − n − 1) CEn
Basic event Basic event Basic event Basic event
infield outfield stay collected
Primitive event, Primitive event, Primitive event, Primitive event,
exist event nonexist event exist event exist event
Figure 3: The hierarchy of the multilevel event.
stages of event processing. In order to extract the useful represent the time and space condition and have relation
information effectively, this paper divides the event process between each other according to the complex event rule, they
into four layers, as seen in Figure 3. can be used to acquire the status of complex events.
Primitive events (PE) are events generated during the
interaction between readers and tagged objects. Because of Definition 3. Complex events can be defined as CE = (CE ID,
the high speed and automatic reading when the reader reads Attributes, Context, Time), where CE ID is the unique ID of
the tags, it is unavoidable to receive a high volume of data. event, Attributes stand for the attributes of the event, such as
However, those data are often missed and duplicated reading, the event hierarchy, Context specifies the context information
and unreliable readings may cause outliers; the primitive needed to describe the complex event, including the material
events must be preprocessed in order to provide enough- and the process ID, or the relation between subevents, and
quality data. Time is the point when event occurs and it can be a time point
or a period of time.
Definition 1. Primitive events can be defined as PE = (𝑟, 𝑜, 𝑡),
Critical events (CrE) are methodically defined composite,
where r represents the reader ID which is unique “String”
high-level events; its state change will have a critical signifi-
type, 𝑜 represents the content of the object (e.g., a tag), and
cance and often infers the change of shop-floor manufacture
t represents the observation time.
resources performance. The event can be diverse sides of
the shop-floor according to the different needs of various
Basic events (BE) are events generated by the aggregation
applications, for example, the total cost of product and the
of cleaned data, which reflect the real-time space or space
overall operation status of machine.
change of one or one class of product. While the cleaned
primitive data is too fine-grained and still uncorrelated, they Definition 4. Critical events can be defined as CrE = (CrE ID,
bear no business meaning and applications may only be Attributes, Context, Time), where CrE ID is the unique ID
interested in the case when an object enters one area (infield), of the critical event, Attributes stand for the attributes of the
when an object leaves the area (outfield), how long the object event, Context specifies the context information needed to
stays in the area (stay), and how many objects exist in one describe the critical event, and Time is the time when event
area (collected) in order to update real-time WIP situation occurs.
automatically. The first three kinds of events infer the objects
flow through one area, while the last infers the number of one 3.2.2. Extraction Process of Critical Event. The event hierarchy
kind of material. reflects the extraction process, which can be understood as a
sequence of event processing steps. Based on the ECA rules
Definition 2. Basic events can be defined as BE𝑘𝑖,𝑗 = (e or es, and the SQL query language, this section gives the universal
location, ts, te, context), 𝑗 = (1, 2, 3, 4), 𝑖 = (1, . . . , 𝑚), 𝑘 = algorithm to acquire the upper level event.
(1, . . . , 𝑛).
(1) The Extraction Process of Basic Event. Basic events are
Here BE𝑘𝑖,𝑗 represents jth event of location i for material derived by mapping the primitive data to space change data;
for example, we can acquire the “Infield event” when the
k; m and n are the total number of the readers and materials.
object is read for the first time, the “out event” when the
E or es represent the EPC of object; location represents the
smart object is read for the last time, the “stay event” based
location where event happens. Ts and te represent the start
on the above two events, and the “collected event” based on
and end time, and ts equals te when the event is temporal
the object read by the same reader at one time. The extraction
event (e.g., infield, outfield, collected event). Context is used
process from primitive event to basic event can be described
to interpret the event.
by the pseudo code shown in Algorithm 1.
Complex events (CE) are events that reflect one class of
product processing state, such as the progress of an assembly (2) The Extraction Process of Complex Event. To acquire
and the accept event of a product. While the basic events the complex event, the process rule is the key issue. The
Downloaded from ade.sagepub.com by guest on August 26, 2015
6 Advances in Mechanical Engineering
//The extraction process from primitive event to basic event
//Input: Primitive Events PE = (𝑟, 𝑜, 𝑡)
//Output: Basic Events BE𝑘𝑖,𝑗 = (𝑒 or es, 𝐿 𝑖 , ts, te, context), 𝑗 = (1, 2, 3, 4), 𝑖 = (1, . . ., 𝑛), 𝑘 = (1, . . ., 𝑚).
(1) For each incoming event PE
(2) For (𝑖 = 1; 𝑖 <= 𝑛; 𝑖 + +) //𝑖 represent the 𝑖th reader of the process line
(3) For (𝑘 = 1; 𝑘 <= 𝑚; 𝑘 + +) //𝐾 represent the material number
(4) if the object 𝑘 was first read by reader 1 at 𝑇1 //Reader 1 represent the entrance reader of the process line
(5) then Create event BE𝑘0,1 = (𝑘.ID, 𝐿 0 , 𝑇1(ts), launch) //New product launch
(6) else if the object 𝑘 was last read by reader 𝑛 at 𝑇2 //Reader 𝑛 represent the exit reader of the process line
(7) then Create event BE𝑘𝑛,4 = (𝑘.ID, 𝐿 𝑛 , 𝑇2(te), finish) //The product is finished
(8) else the object 𝑘 was read by reader 𝑖 at 𝑇3 //The reader in the process line
(9) if first read
(10) then Create event BE𝑘𝑖,1 = (𝑘.ID, 𝐿 𝑖 , 𝑇3(ts), infield) //The infield event
(11) and BE𝑘𝑖,2 = (𝑘.ID, 𝐿 𝑖−1 , 𝑇1(ts), 𝑇3(te), stay) //The stay event
(12) and BE𝑘𝑖,3 = (𝑘.ID, 𝐿 𝑖−1 , 𝑇3(te), outfield) //The outfield event
(13) Else Create event BE𝑘𝑖,2 = (𝑘.ID, 𝐿 𝑖−1 , 𝑇1(ts), 𝑇3(𝑡 now), stay) //The stay event
Algorithm 1: The extraction process from primitive event to basic event.
rules can be acquired according to the inherent logical and both of the assembly processes were composed of two
relationship of the basic events; for example, we can acquire procedures, as shown in Figure 4.
the logistic of the material according to the read record based
on its ID. Meanwhile the rules can also be defined by the
application level, such that we can figure out whether product 4.2. Real-Time Production Performance Analysis
is acceptable according to the direction after the detection
process. Once the basic event is acquired, if the complex rule 4.2.1. Real-Time Progress and Deviation Analysis. The
is ready, they will be processed to the complex event instances progress and deviation (PaD) is an important aspect of
based on the algorithm shown in Algorithm 2. production management. The real process time can be
acquired by querying the basic events, so the progress
(3) The Extraction Process of Critical Event. The critical of assembly or product can be obtained according to the
event is composed of several complex events. To acquire hierarchy relationship of the process. Compared with the
the key monitor points, while the complex events represent plan process time, the deviation which can be acquired by the
one aspect of the process status of product, combined with equation “the deviation time/the plan time” can be obtained.
the plan information, they can be aggregated to acquire The complex event that represents PaD of assembly can
the key monitor points according to the different needs of be represented as
various level applications. The extraction process of progress
and deviation from complex event to critical event can be
described by the pseudo code shown in Algorithm 3. CE PaDh = (CE ID, assemblyh.ID, 𝑝ℎ , 𝑑ℎ ),
4. Application of Critical Event
∑𝑛𝑘=1 ∑𝑚 ℎ𝑘 ℎ𝑘
𝑖=1 (BE𝑖,2 .te − BE𝑖,2 .ts)
Based Real-Time Production 𝑝ℎ = ⋅ 100%,
Performance Analysis ∑𝑛𝑘=1 ∑𝑚 ℎ𝑘
𝑖=1 PT𝑖
This section presents an industrial case study on applying ℎ
Δ𝑇deviation
the proposed event model to a shop-floor to analyze its key 𝑑ℎ = ⋅ 100%,
production performance. ∑𝑛𝑘=1 ∑𝑚 ℎ𝑘
𝑖=1 PT𝑖
(1)
4.1. Description of the Case. The designed shop-floor has
a complicated structure in the sense that numerous com-
ponents are involved in the product assembly. However, it where CE ID is the unique ID of the complex event assembly,
can be simplified into three major assembly lines: assembly ID is the unique ID of the assembly, BEℎ𝑘𝑖,2 is the stay event of
line 1 which has two parts processed in the shop-floor, part hk, ts and te are the infield and outfield time, 𝑝ℎ is the
assembly 2 with one part processed in the shop-floor, and the progress of the assembly, 𝑑ℎ is the deviation, and PT is the
final assembly procedure, while many parts and accessories process time in plan.
manufactured are outsourced to suppliers and shareholding The critical event that represents the PaD of product can
subsidiaries. All of the three parts have three processes, be represented as
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 7
//The extraction process from basic event to complex event
//Input: Basic Events BEℎ𝑘
𝑖,𝑗 . Where, ℎ𝑘 represents the part 𝑘 of assembly ℎ.
//Output: Complex Events CE = (CE ID, Attributes, Context, Time).
(1) For each incoming basic event BEℎ𝑘 𝑖,𝑗
(2) Do IF Some complex process rule related to the BE is ready //Query the related rule
(3) Then trigger the event rule
(4) and Insert into Complex Event //Create Complex Event
(5) Select complex event ID as CE ID,
(6) Location as process.id,
(7) EPC as product.ID or WIP.ID,
(8) Calculations as attr1, . . ., attr 𝑖, //Calculation based on the different complex event rule
(9) Ts as ts,
(10) Te as te
(11) From BE, Calculation Process
Algorithm 2: The extraction process from primitive event to basic event.
//The extraction process from complex event to critical event
//Input: Complex Event CE = (CE ID, process.ID, WIP.ID, Attributes, Time),
//Output: Critical Event CrE = (CrE ID, Attributes, Context, Time).
(1) For each incoming complex event CE
(2) Do IF Some process rule related to the CE is ready //Query the related rule
(3) Then trigger the event rule
(4) and Insert into Critical Event //Create New Critical Event
(5) Select critical event.ID,
(6) Process.ID,
(7) Product.ID,
(8) Calculations as attr1, . . ., attr 𝑖, //Calculation based on the different complex event rule
(9) Ts as ts,
(10) Te as te
(11) From CE, Calculation Process
(12) Where CE.process.ID = CrE.process.ID
(13) or CE.WIP.ID = part of product.ID
Algorithm 3: The extraction process from complex event to critical event.
Critical Event CrE = (CrE ID, Product.ID, p, d), the manufacture cost can be computed by the logistic or the
where manufacture time, and the material cost is added if we detect
the material that was used.
∑𝑒ℎ=1 ∑𝑛𝑘=1 ∑𝑚 ℎ𝑘 ℎ𝑘
𝑖=1 (BE𝑖,2 .te − BE𝑖,2 .ts) The logistic cost is the cost generated in the logistic
𝑝= ⋅ 100%,
∑𝑒ℎ=1 ∑𝑛𝑘=1 ∑𝑚 ℎ𝑘
𝑖=1 PT𝑖
process. The logistic time can be acquired from the sensor
(2) events according to the object ID; then, we can know
Δdeviation the logistic cost combined with the unit time logistic cost
𝑑= 𝑒 ⋅ 100%,
∑ℎ=1 ∑𝑛𝑘=1 ∑𝑚 ℎ𝑘
𝑖=1 PT𝑖
(𝐶logistic ). The complex event can be descripted as
where CrE ID is the unique ID of the critical event, p is the CE LC = (CE ID, logistic cost, product.ID, cost, T),
progress of the assembly, and d is the deviation. Figure 5(a) where
shows the real-time progress and deviation analysis of this
case. 𝑛 𝑚
CE LC.cost = 𝐶logistic × ( ∑ ∑ (BE𝑘𝑖,1 .𝑡 − BE𝑘𝑖−1,3 .𝑡)) . (3)
𝑘=1 𝑖=1
4.2.2. Real-Time Cost Analysis. There are two kinds of prod-
uct cost: the fixed cost and the variable cost; the fixed cost is
the salary, energy, and machine cost, which is often shared
by every product at end. The variable cost is the cost related The manufacture cost is computed by the unit manufac-
𝑖
to the manufacture process including the logistic cost, the ture cost of machines (𝐶manufacture ) and the stay time in the
material cost, and the manufacture cost. The logistic and machine. It can be descripted as
Downloaded from ade.sagepub.com by guest on August 26, 2015
8 Advances in Mechanical Engineering
Process of part 1 of
assembly 1
vel
Process of
-le
assembly 1
ent Process of part 2 of
egm
assembly 1 Final
assembly
es
Lin
Process of part 1 of Process of
assembly 2 assembly 2
P111 P112 P113
PA11 PA12
vel
P121 P122 P123 FA
e-le
chin
Ma
P211 P212 P213 PA21 PA22
Ware House
In-buffer RFID reader
Out-buffer RFID tag
Operator Work-in-progress
Road
Acquired data
Trolley
Useful data
Figure 4: Configuration of the internet of manufacturing things.
(a)
Real-time Progress and
deviation analysis
(b)
Real-time cost analysis
(c)
Real-time quality analysis
Figure 5: The screens of the developed production performance analysis prototype.
Downloaded from ade.sagepub.com by guest on August 26, 2015
Advances in Mechanical Engineering 9
CE ManC = (CE ID, manufacture cost, product.ID, where
cost, T), where
CrE.MC.𝑅accept
𝑛 𝑚
𝑖 CE PA.size
CE ManC.cost = ∑ ∑𝐶manufacture × (BE𝑘𝑖,2 .te − BE𝑘𝑖,2 .ts) . =
𝑘=1 𝑖=1
CE PA.size + CE PR.size + CE PRM.size
(4) CrE.MC.𝑅reject
CE PR.size (10)
The material cost can be got by searching the material =
CE PA.size + CE PR.size + CE PRM.size
that the product has used and the price of used material
(Materialℎ𝑘 CrE.MC.𝑅remanu
𝑖 ). Then, it can be represented as
CE PRM.size
CE MatC = (CE ID, material cost, product.ID, cost, = .
CE PA.size + CE PR.size + CE PRM.size
T), where
Figure 5(c) shows the real-time quality analysis of the
𝑒 𝑛 𝑚 developed prototype for this case.
CE MatC.cost = ∑ ∑ ∑Materialℎ𝑘
𝑖 . (5)
ℎ=1 𝑘=1 𝑖=1 4.2.4. Discussion of Reducing the Deviations. The deviations
between the real-time performances (e.g., progress, cost,
and quality) and those of planned targets could be timely
The critical event that reflect total variable cost of product
calculated by the proposed method. It provides important
can be depicted as
information and inputs for further decision. The optimization
strategy and method can be used to reduce the deviations. For
CrE PC = (CrE ID, product cost, product.ID, cost, example, if the progress deviates from the target far away, an
T), where outsourcing strategy should be considered to reduce the devi-
ation. If the progress deviation is controllable, a rescheduling
CrE PC.cost = CE LC.cost + CE ManC.cost method should be used to reorganize the manufacturing
(6) resources to reduce the deviation.
+ CE MatC.cost.
5. Conclusion
Figure 5(b) shows the real-time cost analysis of this case.
Real-time production performance analysis plays an impor-
tant role. Currently, due to the lack of real-time status
4.2.3. Real-Time Quality Analysis. The complex event of information of the manufacturing resources, it is very difficult
single WIP can be represented as to evaluate the runtime key production performances which
provide significant information for up-level production deci-
CE pc𝑘𝑖,𝑗 = (CE ID, process condition, process𝑖 .ID, sions. Therefore, applying the IoT concept and multievent
(7) based real-time monitor of the production process to man-
wip𝑗 .ID, status, 𝑡) . ufacturing system could improve the online supervision,
shop-floor productivity and quality, reduce the wastes of
manufacturing resources, and cut the costs in manufacturing
Then we can have the collected events based on CE pc.
system.
status. Here, we give the event reflect the accept process; the
This paper has described an overall architecture of the
reject and remanufacture situation is similar.
internet of manufacturing things to sense the changed status
Consider the following:
of distributed manufacturing things and provide the real-
time data driven application services for improving the per-
CE PA = (CE ID, product accept, process𝑖 .ID, size, ts, te) , formance of the manufacturing system. Three contributions
(8) are important in this research. The first contribution is the
definition and architecture of the internet of manufacturing
where CE PC𝑖 .status = accept and size is the quantity of things (IoMT). The designed IoMT and its key components
accept events. can be used to sense the real-time manufacturing data of the
Finally, we can have the pass condition of process I, manufacturing things such as operators, machines, pallets,
represented as and materials and process and exchange the real-time infor-
mation in the heterogeneous enterprise information systems.
The second contribution is the critical event based real-
CrE MC𝑖 = (CrE ID, Quality Condition, process𝑖 .ID,
time production performance analysis model, which aims to
(9) establish the logical relationships between the key production
𝑅accept 𝑅reject , 𝑅remanufacture , ts, te) , performance monitor point and the distributed primitive
Downloaded from ade.sagepub.com by guest on August 26, 2015
10 Advances in Mechanical Engineering
events which occurred at the distributed manufacturing [9] C. Zang and Y. Fan, “Complex event processing in enterprise
things. Then, the real-time value of each key production information systems based on RFID,” Enterprise Information
performance monitor point could be easily calculated. The Systems, vol. 1, no. 1, pp. 3–23, 2007.
third contribution is the application of three key production [10] P. Y. Jiang, Y. B. Fu, Q. Q. Zhu, and M. Zheng, “Event-driven
performance monitor points, namely, real-time progress and graphical representative schema for job-shop-type material
deviation analysis, real-time cost analysis, and real-time flows and data computing usingautomatic identification of
quality analysis. The prototype illustrates the feasibility of the radio frequency identification tags,” Proceedings of the Institu-
model and method designed in this research. tion of Mechanical Engineers B: Journal of Engineering Manufac-
ture, vol. 226, no. 2, pp. 339–352, 2011.
Future works will focus mainly on how to predict the
new trend of the manufacturing system according to the real- [11] J. Fang, G. Q. Huang, and Z. Li, “Event-driven multi-agent ubiq-
uitous manufacturing execution platform for shop floor work-
time production performance information. In addition, the
in-progress management,” International Journal of Production
integration of this research with the real-time data driven Research, vol. 51, no. 4, pp. 1168–1185, 2013.
production scheduling method is also considered.
[12] I. Zappia, F. Paganelli, and D. Parlanti, “A lightweight and
extensible Complex Event Processing system for sense and
Conflict of Interests respond applications,” Expert Systems with Applications, vol. 39,
no. 12, pp. 10408–10419, 2012.
The authors declare that there is no conflict of interests [13] X.-B. Li, J. Qian, and G.-G. Wang, “Fault prognostic based on
regarding the publication of this paper. hybrid method of state judgment and regression,” Advances in
Mechanical Engineering, vol. 2013, Article ID 149562, 10 pages,
2013.
Acknowledgments [14] D. Xu and J.-M. Liu, “IPv6-based smart metering network
for monitoring building electricity,” Advances in Mechanical
The authors would like to acknowledge financial supports Engineering, vol. 2013, Article ID 913638, 8 pages, 2013.
of National Science Foundation of China (51175435), the
[15] W. Li, Z.-W. Wang, Z.-C. Zhu, G.-B. Zhou, and G.-A. Chen,
Program for New Century Excellent Talents in University “Design of online monitoring and fault diagnosis system for belt
(NCET-12-0463), the Doctoral Fund of Ministry of Education conveyors based on wavelet packet decomposition and support
of China (20136102110022), and the 111 Project Grant (B13044) vector machine,” Advances in Mechanical Engineering, vol. 2013,
of NPU. Article ID 797183, 10 pages, 2013.
[16] B. Wu and B. Wang, “Automatic measurement in large-scale
space with the laser theodolite and vision guiding technology,”
References Advances in Mechanical Engineering, vol. 2013, Article ID
[1] A. Kevin, “That ’Internet of Things’ Thing,” RFID Journal, 2009. 629385, 8 pages, 2013.
[2] G. Q. Huang, Y. F. Zhang, and P. Y. Jiang, “RFID-based
wireless manufacturing for walking-worker assembly islands
with fixed-position layouts,” Robotics and Computer-Integrated
Manufacturing, vol. 23, no. 4, pp. 469–477, 2007.
[3] Y.-F. Zhang, G. Q. Huang, T. Qu, and O. Ho, “Agent-based work-
flow management for RFID-enabled real-time reconfigurable
manufacturing,” International Journal of Computer Integrated
Manufacturing, vol. 23, no. 2, pp. 101–112, 2010.
[4] Y.-F. Zhang, G. Q. Huang, T. Qu, O. Ho, and S. Sun, “Agent-
based smart objects management system for real-time ubiqui-
tous manufacturing,” Robotics and Computer-Integrated Manu-
facturing, vol. 27, no. 3, pp. 538–549, 2011.
[5] X. V. Wang and X. W. Xu, “An interoperable solution for Cloud
manufacturing,” Robotics and Computer-Integrated Manufac-
turing, vol. 29, no. 4, pp. 232–247, 2013.
[6] G. Q. Huang, Y. F. Zhang, X. Chen, and S. T. Newman, “RFID-
enabled real-time wireless manufacturing for adaptive assembly
planning and control,” Journal of Intelligent Manufacturing, vol.
19, no. 6, pp. 701–713, 2008.
[7] A. S. Martı́nez-Sala, E. Egea-López, F. Garcı́a-Sánchez, and J.
Garcı́a-Haro, “Tracking of Returnable Packaging and Transport
Units with active RFID in the grocery supply chain,” Computers
in Industry, vol. 60, no. 3, pp. 161–171, 2009.
[8] Y.-F. Zhang, P.-Y. Jiang, and G.-Q. Huang, “RFID-based smart
Kanbans for Just-In-Time manufacturing,” International Jour-
nal of Materials and Product Technology, vol. 33, no. 1-2, pp. 170–
184, 2008.
Downloaded from ade.sagepub.com by guest on August 26, 2015
You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- NowIKnow TeacherBook Unit3 Level5Document20 pagesNowIKnow TeacherBook Unit3 Level5Mustikautsar DianNo ratings yet
- Algoritma Perancangan Saintifik-5 GFHDocument11 pagesAlgoritma Perancangan Saintifik-5 GFHMustikautsar DianNo ratings yet
- Algoritma Perancangan Saintifik-4 GFHDocument9 pagesAlgoritma Perancangan Saintifik-4 GFHMustikautsar DianNo ratings yet
- Algoritma Perancangan Saintifik-3 GFHDocument9 pagesAlgoritma Perancangan Saintifik-3 GFHMustikautsar DianNo ratings yet
- Pengaruh Belajar Dari Rumah (BDR) Terhadap Prestasi Siswa Dengan Regresi Linier Berganda Di Masa Pandemi Covid-19Document9 pagesPengaruh Belajar Dari Rumah (BDR) Terhadap Prestasi Siswa Dengan Regresi Linier Berganda Di Masa Pandemi Covid-19Mustikautsar DianNo ratings yet
- IC Business Plan Template Updated 8857Document8 pagesIC Business Plan Template Updated 8857Mustikautsar DianNo ratings yet
- The Effectiveness of Single Minute Exchange of Dies For Lean Changeover Process in Printing IndustryDocument5 pagesThe Effectiveness of Single Minute Exchange of Dies For Lean Changeover Process in Printing IndustryMustikautsar DianNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Airline Crew SchedulingDocument12 pagesAirline Crew SchedulingMohamed MansourNo ratings yet
- Mobile GisDocument33 pagesMobile GisBalamuruganNo ratings yet
- Vocalizer 30 Developers Guide PDFDocument134 pagesVocalizer 30 Developers Guide PDFchristianes3No ratings yet
- Summaries of IFRSs and IASsDocument2 pagesSummaries of IFRSs and IASsnehseulNo ratings yet
- Dinas PendidikaniDocument290 pagesDinas PendidikaniAnwar Nugraha0% (1)
- Huawei 4G XML OSS Parameters Dump ParserDocument4 pagesHuawei 4G XML OSS Parameters Dump ParsermosesNo ratings yet
- ESPRIT 2009 ReadMeFirst FloatingLicenseDocument2 pagesESPRIT 2009 ReadMeFirst FloatingLicenseRodrigo Alion Cantano0% (1)
- The Relational ModelDocument58 pagesThe Relational ModelIzza NasirNo ratings yet
- Quality FocusDocument2 pagesQuality FocusGeorge FuryNo ratings yet
- Suryashikhar Resume IndusDocument7 pagesSuryashikhar Resume IndusShikhar GangradeNo ratings yet
- How To Make A Hot Plate For Your Mug From A Dead CPUDocument10 pagesHow To Make A Hot Plate For Your Mug From A Dead CPUEduardo J Villalobos GNo ratings yet
- Case Analysis - PLM FormatDocument3 pagesCase Analysis - PLM FormatCeasar Estrada50% (2)
- Comandos para DSDocument294 pagesComandos para DSAndré MenezesNo ratings yet
- Aficio M C6501SP PDFDocument297 pagesAficio M C6501SP PDFSergeyNo ratings yet
- Netezza Stored Procedures GuideDocument88 pagesNetezza Stored Procedures Guidenek555No ratings yet
- Fasc6a2015 09 23 PDFDocument318 pagesFasc6a2015 09 23 PDFLe Tan PhatNo ratings yet
- Abb 800xa 5.1 PDFDocument616 pagesAbb 800xa 5.1 PDFshyamc2uNo ratings yet
- Welcome in AsDocument84 pagesWelcome in Asdanghe2006No ratings yet
- CPP and Ood The Least You Need To KnowDocument258 pagesCPP and Ood The Least You Need To KnownicksbruceNo ratings yet
- Xi B Computer Science PracticalsDocument2 pagesXi B Computer Science PracticalsmessijayNo ratings yet
- Arijit Bose - KMBDocument3 pagesArijit Bose - KMBArijit BoseNo ratings yet
- Python Cheat SheetDocument2 pagesPython Cheat Sheetebookkarthi100% (2)
- Discrete Fourier Transform (DFT) PairsDocument23 pagesDiscrete Fourier Transform (DFT) PairsgoutamkrsahooNo ratings yet
- ITIL Practice Test 1Document13 pagesITIL Practice Test 1DJNo ratings yet
- Steganography: Khan, Mohammed MinhajuddinDocument13 pagesSteganography: Khan, Mohammed MinhajuddinAnonymous Y3GhNfNo ratings yet
- Olympiad Combinat or Ics Chapter 7Document34 pagesOlympiad Combinat or Ics Chapter 7marinknezevicNo ratings yet
- Manual Apollo AnalysisDocument114 pagesManual Apollo AnalysisvrapciudorianNo ratings yet
- Introduction To QBasicDocument27 pagesIntroduction To QBasicMBHladilek100% (1)
- Umbraco Manual 7.1 - How To Create An Umbraco Website From Flat HTML FilesDocument29 pagesUmbraco Manual 7.1 - How To Create An Umbraco Website From Flat HTML FileschsNo ratings yet
- ShortBus Quick StartDocument23 pagesShortBus Quick StartNosbor SilvaNo ratings yet