You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Tesis Quimiólisis PoliuretanoDocument293 pagesTesis Quimiólisis PoliuretanoR_M_M_No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- PET flakes recycled into UV-curable resinsDocument10 pagesPET flakes recycled into UV-curable resinsR_M_M_No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Absorption of Nitrous GasesDocument377 pagesAbsorption of Nitrous GasesZach AdamsonNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- P&ID HandoutDocument18 pagesP&ID HandoutVu Hoang VoNo ratings yet
- Facility Piping Specifications GuideDocument161 pagesFacility Piping Specifications GuideR_M_M_No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Experimental Study and CFD Simulation of Mass Transfer Characteristics in a Gas-Induced Pulsating Flow Bubble ColumnDocument9 pagesExperimental Study and CFD Simulation of Mass Transfer Characteristics in a Gas-Induced Pulsating Flow Bubble ColumnR_M_M_No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- DunadiellaDocument247 pagesDunadiellaR_M_M_No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Modeling AbsorptionDocument57 pagesModeling AbsorptionAbdul MalikNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Well stirredScrubberResultsatatmosphericpressure Univ - Ofnewcastle 1 PDFDocument62 pagesWell stirredScrubberResultsatatmosphericpressure Univ - Ofnewcastle 1 PDFDes MshenguNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Mass Transfer at The Air Water Interface PDFDocument21 pagesMass Transfer at The Air Water Interface PDFR_M_M_No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- 2E-3 Gas Cleaning in Flue Gas From Combustion of BiomassDocument32 pages2E-3 Gas Cleaning in Flue Gas From Combustion of BiomassAisha Nabeel100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Scribd ForeverDocument8 pagesScribd ForeverR_M_M_No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Absorption of Nitric Oxide From Flue Gas Using Ammoniacal Cobalt (II) Solutions (Eth (YU, Hesheng) (Waterloo Univ 2012) (207s) PDFDocument207 pagesAbsorption of Nitric Oxide From Flue Gas Using Ammoniacal Cobalt (II) Solutions (Eth (YU, Hesheng) (Waterloo Univ 2012) (207s) PDFR_M_M_No ratings yet
- Venturi Scrubber Unit. Operator's Manual (Ecom) (Techne 02-2007) (41s) PDFDocument41 pagesVenturi Scrubber Unit. Operator's Manual (Ecom) (Techne 02-2007) (41s) PDFR_M_M_No ratings yet
- Evaluation of Wet Scrubber SystemsDocument126 pagesEvaluation of Wet Scrubber Systemsthlim19078656No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- ScrubberDocument64 pagesScrubberPrashant Rajput100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Evaluation of Wet Scrubber SystemsDocument126 pagesEvaluation of Wet Scrubber Systemsthlim19078656No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
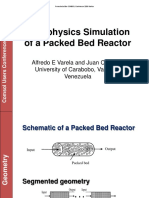
- Multiphysics Simulation of A Packed Bed ReactorDocument20 pagesMultiphysics Simulation of A Packed Bed ReactorR_M_M_No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Nfluence of Oxidizing Reactor On Flue Gas Denitrification by Ozonation and Possibility of by Product SeparationDocument15 pagesNfluence of Oxidizing Reactor On Flue Gas Denitrification by Ozonation and Possibility of by Product SeparationR_M_M_No ratings yet
- Flue Gas Process - ScrubbingDocument8 pagesFlue Gas Process - ScrubbingR_M_M_No ratings yet
- Dr. Hatem Alsyouri: Heat and Mass Transfer OperationsDocument52 pagesDr. Hatem Alsyouri: Heat and Mass Transfer OperationsHARSH JADAVNo ratings yet
- Modeling of Coal Combustion and NOx Formation in A W-Shaped Boiler Furnace (SJ) (FAN Et Al) (Chem Eng J v71 1998) (10s) #PG (233-242)Document10 pagesModeling of Coal Combustion and NOx Formation in A W-Shaped Boiler Furnace (SJ) (FAN Et Al) (Chem Eng J v71 1998) (10s) #PG (233-242)R_M_M_No ratings yet
- Gas DispersionDocument279 pagesGas DispersionR_M_M_No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- NOx ControlDocument170 pagesNOx ControlR_M_M_No ratings yet
- Solutions To Air Pollution Control. Corrosion Resistant Air Emissions Equipement (Ecom) (PlasticAir ) (24s) PDFDocument24 pagesSolutions To Air Pollution Control. Corrosion Resistant Air Emissions Equipement (Ecom) (PlasticAir ) (24s) PDFR_M_M_No ratings yet
- CEment EmissionsDocument145 pagesCEment EmissionsR_M_M_No ratings yet
- A Numerical Analysis of NOx Formation and Control in (... ) Coal Combustors (SJ) (KIM LIOR) (Chem Eng J v71 1998) (11s) #PG (221-231)Document11 pagesA Numerical Analysis of NOx Formation and Control in (... ) Coal Combustors (SJ) (KIM LIOR) (Chem Eng J v71 1998) (11s) #PG (221-231)R_M_M_No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Atmospheric Nitrogen Compounds II: Emissions, Transport, Transformation, Deposition and AssessmentDocument9 pagesAtmospheric Nitrogen Compounds II: Emissions, Transport, Transformation, Deposition and AssessmentR_M_M_No ratings yet
- Ozone and Smog: Nitrogen OxidesDocument9 pagesOzone and Smog: Nitrogen OxidesR_M_M_No ratings yet
- Plastics SolutionsDocument20 pagesPlastics SolutionsGavazzi JuarezNo ratings yet
- AF Contactors - Overload Relays Catalog - 1SXU100109C0201 PDFDocument176 pagesAF Contactors - Overload Relays Catalog - 1SXU100109C0201 PDFABDUL GHAFOOR100% (1)
- Catalogo ToshibaDocument43 pagesCatalogo Toshibapepitito22100% (1)
- CUMMINS - b3.9-c116 Parts Catalog cpl2351 DynapacDocument83 pagesCUMMINS - b3.9-c116 Parts Catalog cpl2351 DynapacLord Eskar100% (1)
- Standard, Hot Smoke, Atex and Ex: Zerax® Axial Flow FansDocument32 pagesStandard, Hot Smoke, Atex and Ex: Zerax® Axial Flow FansYorlevy J. Chirinos M.No ratings yet
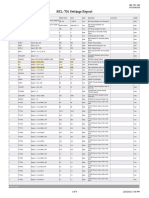
- SEL-701 Settings ReportDocument9 pagesSEL-701 Settings ReportJosé AntonioNo ratings yet
- International Guidelines For Industrial ParksDocument66 pagesInternational Guidelines For Industrial ParksTaraFKhaira100% (1)
- Static TransferDocument13 pagesStatic TransferCristian BandilaNo ratings yet
- Process Design QuestionnaireDocument30 pagesProcess Design QuestionnaireNguyen Anh TungNo ratings yet
- Well Test Course NotesDocument522 pagesWell Test Course NotesBulan BintangNo ratings yet
- Design and Simulation of Solar Roof-Top Projects For An Energy Self-Reliant University CampusDocument11 pagesDesign and Simulation of Solar Roof-Top Projects For An Energy Self-Reliant University Campus@TIKNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chemical Bonding & Molecular Structure - Key NotesDocument8 pagesChemical Bonding & Molecular Structure - Key NotesSagar JaisiNo ratings yet
- OHSAS 18001 Work Instruction and SOPsDocument5 pagesOHSAS 18001 Work Instruction and SOPsAlina Walace0% (1)
- Production of Biodiesel From Used Vegetable OilDocument4 pagesProduction of Biodiesel From Used Vegetable OilEmmanuelNo ratings yet
- Đề luyện 20Document6 pagesĐề luyện 20Anh ThưNo ratings yet
- Codigos Falla Linde h40Document18 pagesCodigos Falla Linde h40adrián castilloNo ratings yet
- TransformersDocument5 pagesTransformersVishakhNo ratings yet
- OTCQB Company ListDocument119 pagesOTCQB Company ListtbconantNo ratings yet
- Katalog ENGDocument9 pagesKatalog ENGIngosvaldoNo ratings yet
- The Indian Coffee House at ThiruvanathapuramDocument13 pagesThe Indian Coffee House at ThiruvanathapuramAdil BackerNo ratings yet
- HatomDocument3 pagesHatomstosicdusanNo ratings yet
- Circuit diagrams guide to reading automotive wiring schematicsDocument128 pagesCircuit diagrams guide to reading automotive wiring schematicsTony Grainger100% (4)
- Part A - Exercises: © Festo Didactic GMBH & Co. KG - 541091Document128 pagesPart A - Exercises: © Festo Didactic GMBH & Co. KG - 541091Franklin BosiNo ratings yet
- Exercise 26 - Hyperchem 8 04 Am1 Calculations Electron Stability of Molecules AromaticityDocument4 pagesExercise 26 - Hyperchem 8 04 Am1 Calculations Electron Stability of Molecules Aromaticityapi-235187189No ratings yet
- Free WRE PM Practice ProblemsDocument45 pagesFree WRE PM Practice ProblemsKahui LimNo ratings yet
- Isc N-Channel MOSFET Transistor IRFP450A: INCHANGE Semiconductor Product SpecificationDocument2 pagesIsc N-Channel MOSFET Transistor IRFP450A: INCHANGE Semiconductor Product Specificationnanang c-kakakNo ratings yet
- Photosynthesis: Light-Dependent and Light-Independent ReactionsDocument12 pagesPhotosynthesis: Light-Dependent and Light-Independent ReactionsMalinda GreeneNo ratings yet
- Green FrameworkDocument22 pagesGreen Frameworkjalees23No ratings yet
- CRNQ-0500-TFD Medium & High Temperature R22 Air Conditioning CompressorDocument2 pagesCRNQ-0500-TFD Medium & High Temperature R22 Air Conditioning Compressorأبو زينب المهندسNo ratings yet
- Thermodynamics MCQ 1800 MCQ With AnswersDocument133 pagesThermodynamics MCQ 1800 MCQ With Answersswai singh76% (119)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet