You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5809)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Monitoring InfrastructureDocument82 pagesMonitoring InfrastructureJohn Deere100% (1)
- Omweso PDFDocument26 pagesOmweso PDFclaidemoreNo ratings yet
- Holt Algebra 1 - Chapter 01 - Standardized TestDocument8 pagesHolt Algebra 1 - Chapter 01 - Standardized TestStanley100% (1)
- Chap 05 HMWK SolDocument72 pagesChap 05 HMWK Solapi-3841575No ratings yet
- Grain BoundariesDocument5 pagesGrain Boundariesdon donNo ratings yet
- Chapter 8 - Portfolio ManagementDocument81 pagesChapter 8 - Portfolio ManagementTRANG NGUYỄN THUNo ratings yet
- Example Earth Resistance CalculationDocument14 pagesExample Earth Resistance CalculationRifki FathurrahmanNo ratings yet
- Rapid Transverse and Feed Control Hydraulic CircuitDocument10 pagesRapid Transverse and Feed Control Hydraulic CircuitAditya GosiNo ratings yet
- 1.4.1, 1.4.2 Databases (MT)Document6 pages1.4.1, 1.4.2 Databases (MT)Lisani DubeNo ratings yet
- Permeability Prediction From MICP and NMR Data Using An Electrokinetic ApproachDocument12 pagesPermeability Prediction From MICP and NMR Data Using An Electrokinetic Approachari_si100% (1)
- Automatic Music Transcription An OverviewDocument10 pagesAutomatic Music Transcription An OverviewJasper ChenNo ratings yet
- Lab 6 Sinusoidal Steady State Power Measurements & Power Factor CorrectionDocument4 pagesLab 6 Sinusoidal Steady State Power Measurements & Power Factor CorrectionTayyab AhmedNo ratings yet
- Monolight CCDocument6 pagesMonolight CCsavio77No ratings yet
- Squeeze CementingDocument11 pagesSqueeze CementingMohammadFidiAbganisHermawanNo ratings yet
- As 244Document20 pagesAs 244Robert ShermanNo ratings yet
- Tom Gerou, Linda Lusk - Essential Dictionary of Music Notation (1996)Document82 pagesTom Gerou, Linda Lusk - Essential Dictionary of Music Notation (1996)veskovac1No ratings yet
- Lecture 10 DBMSDocument32 pagesLecture 10 DBMSBazigh KianiNo ratings yet
- Trigonometry FormulasDocument5 pagesTrigonometry Formulasshreyanshdwivedi15No ratings yet
- 4350 PDFDocument15 pages4350 PDFankit kadamNo ratings yet
- Vertical DrainsDocument85 pagesVertical DrainsDương NguyễnNo ratings yet
- Introduction To ProgrammingDocument9 pagesIntroduction To Programmingsanjeevdas123No ratings yet
- IT 601: Mobile Computing: GSM (Most of The Slides Stolen From Prof. Sridhar Iyer's Lectures)Document60 pagesIT 601: Mobile Computing: GSM (Most of The Slides Stolen From Prof. Sridhar Iyer's Lectures)Spaf SrivenkateshNo ratings yet
- Huawei AirEngine 5761-11 Access Point Datasheet-1Document15 pagesHuawei AirEngine 5761-11 Access Point Datasheet-1Anoop PattatNo ratings yet
- Grade Five Music TheoryDocument6 pagesGrade Five Music Theoryggeorge20No ratings yet
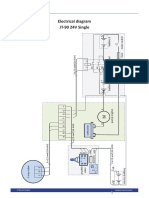
- Electrical Diagram JT-90 24V SingleDocument5 pagesElectrical Diagram JT-90 24V SingleCatherine RiquelmeNo ratings yet
- All Things of AnesthesiaDocument451 pagesAll Things of AnesthesiaPrincess Palak0% (1)
- Module 1 SMAW 11 12 Q2 1Document13 pagesModule 1 SMAW 11 12 Q2 1Marc CadalinNo ratings yet
- Users Manual: Sgp10Xxs Series Direct Digital Synthesis (DDS) Signal GeneratorDocument7 pagesUsers Manual: Sgp10Xxs Series Direct Digital Synthesis (DDS) Signal GeneratorCarbon Nano TubeNo ratings yet
- HPLCdetectorsDocument34 pagesHPLCdetectorsShiva Kumar RamachandraNo ratings yet
- Eci en 01-2017Document84 pagesEci en 01-2017BrendisNo ratings yet