You might also like
- Sveučilište J. J. Strossmayera U Osijeku Filozofski FakultetDocument23 pagesSveučilište J. J. Strossmayera U Osijeku Filozofski FakultetEmilija MitevskaNo ratings yet
- Diploma Work On British Literature TopicDocument14 pagesDiploma Work On British Literature TopicEmilija MitevskaNo ratings yet
- Personal Info: Signature: DateDocument70 pagesPersonal Info: Signature: DateEmilija MitevskaNo ratings yet
- Content 1.1 History of Ajvar As A Macedonian National MealDocument15 pagesContent 1.1 History of Ajvar As A Macedonian National MealEmilija MitevskaNo ratings yet
- Ist Komerc - Sanda General InformationDocument1 pageIst Komerc - Sanda General InformationEmilija MitevskaNo ratings yet
- Ijmrss 217 PDFDocument7 pagesIjmrss 217 PDFkumar biradarNo ratings yet
- Structuraldesignofthebuildings PDFDocument39 pagesStructuraldesignofthebuildings PDFEmilija MitevskaNo ratings yet
- лкјхгфдгхјкDocument15 pagesлкјхгфдгхјкEmilija MitevskaNo ratings yet
- Final Copy, Management and Leadership at Coca-ColaDocument27 pagesFinal Copy, Management and Leadership at Coca-ColaБлагица МилановаNo ratings yet
- Fundraising Letters From Fundly PDFDocument21 pagesFundraising Letters From Fundly PDFRafaelNo ratings yet
- Issue Q3 I 2018: European Funding OpportunitiesDocument11 pagesIssue Q3 I 2018: European Funding OpportunitiesEmilija MitevskaNo ratings yet
- SDFSDFSDFDocument16 pagesSDFSDFSDFEmilija MitevskaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2012 Hays Salary Guide: Sharing Our ExpertiseDocument5 pages2012 Hays Salary Guide: Sharing Our ExpertisejanechuacruzNo ratings yet
- Q4/21 Preview & 2022-2023 Commodity Prices Deck Update: Global Equity ResearchDocument23 pagesQ4/21 Preview & 2022-2023 Commodity Prices Deck Update: Global Equity ResearchForexliveNo ratings yet
- Torex Gold - Corporate Presentation - January 2023 202Document49 pagesTorex Gold - Corporate Presentation - January 2023 202Gustavo Rosales GutierrezNo ratings yet
- Strategic Plan - BSBMGT517 - Manage Operational PlanDocument21 pagesStrategic Plan - BSBMGT517 - Manage Operational PlanprayashNo ratings yet
- Chapter 10 MGT657Document27 pagesChapter 10 MGT657MUHAMMAD AFNAN MOHAMAD SABORNo ratings yet
- International FinanceDocument25 pagesInternational FinanceNidhin PB NaikNo ratings yet
- Estate Planning: Gumisai Jacob GutuDocument25 pagesEstate Planning: Gumisai Jacob GutuTawanda Tatenda HerbertNo ratings yet
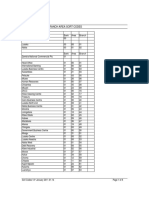
- Bank Sort Codes Bank Area Branch Bank of Zambia 00Document8 pagesBank Sort Codes Bank Area Branch Bank of Zambia 00HUMPHREY KAYUNYI78% (9)
- Name: Xolisa Surname: Sikembula 65173104 UNIQUE NUMBER: 803495 Due Date: 28 AugustDocument2 pagesName: Xolisa Surname: Sikembula 65173104 UNIQUE NUMBER: 803495 Due Date: 28 AugustXolisaNo ratings yet
- Final MR Notes (2Document155 pagesFinal MR Notes (2namrocksNo ratings yet
- Iv Report%2Document64 pagesIv Report%2yashNo ratings yet
- Shell Digital Marketing StrategiesDocument69 pagesShell Digital Marketing StrategiesFiorella AvalosNo ratings yet
- L6 - Customer Role in Service DeliveryDocument23 pagesL6 - Customer Role in Service DeliveryRishab Jain 2027203No ratings yet
- Auditor's Response P2P CycleDocument8 pagesAuditor's Response P2P CycleMarwin AceNo ratings yet
- Ban 500, 1000 Notes - Corruption Uprooted or Just Changing Clothes!Document35 pagesBan 500, 1000 Notes - Corruption Uprooted or Just Changing Clothes!Arun JagaNo ratings yet
- Form-Loan Express March 2015 PDFDocument3 pagesForm-Loan Express March 2015 PDFJesse Carredo0% (1)
- Sum of The Digits Method - Rule 78Document1 pageSum of The Digits Method - Rule 78SeemaNo ratings yet
- Mod1 - 4 - G.R. No. 78133 Pascual V CIR - DigestDocument2 pagesMod1 - 4 - G.R. No. 78133 Pascual V CIR - DigestOjie Santillan100% (1)
- Wipro Case StudyDocument10 pagesWipro Case StudyNisha Bhagat0% (1)
- Reaction Paper On MarxDocument4 pagesReaction Paper On MarxRia LegaspiNo ratings yet
- Sample - Global Air Conditioner Market (2021-2026) - Mordor Intelligence1623170907386Document53 pagesSample - Global Air Conditioner Market (2021-2026) - Mordor Intelligence1623170907386Vaibhav SinghNo ratings yet
- Bangladesh Income Tax RatesDocument5 pagesBangladesh Income Tax RatesaadonNo ratings yet
- Carbonaro SeminarDocument50 pagesCarbonaro SeminarernycueaNo ratings yet
- Edited by Foxit Reader Copyright (C) by Foxit Software Company, 2005-2007 ForDocument1 pageEdited by Foxit Reader Copyright (C) by Foxit Software Company, 2005-2007 ForChristopher RoyNo ratings yet
- Statement of Cash Flows: Kimmel Weygandt Kieso Accounting, Sixth EditionDocument43 pagesStatement of Cash Flows: Kimmel Weygandt Kieso Accounting, Sixth EditionJoonasNo ratings yet
- Chapter 22: Managing A Holistic Marketing Organization For The Long RunDocument5 pagesChapter 22: Managing A Holistic Marketing Organization For The Long Runankita_shreeramNo ratings yet
- Try Cargo InternationalDocument162 pagesTry Cargo Internationalgeorge_zouridis100% (1)
- Case Studies EdM404 - TecsonNoesonB.Document15 pagesCase Studies EdM404 - TecsonNoesonB.Noeson TecsonNo ratings yet
- Food Processing ParkDocument10 pagesFood Processing ParkPoo VarasanNo ratings yet
- Bio DataDocument7 pagesBio DataPrakash KcNo ratings yet