You might also like
- Effect of Magnesium Content On The Ageing Behaviour of Water-Chilled AI-Si-Cu-Mg-Fe-Mn (380) Alloy CastingsDocument10 pagesEffect of Magnesium Content On The Ageing Behaviour of Water-Chilled AI-Si-Cu-Mg-Fe-Mn (380) Alloy CastingsVictor WatanabeNo ratings yet
- Din & IsoDocument94 pagesDin & IsoZeinHarisHasibuan100% (5)
- Incipient Melting of Al5Mg8Si6Cu2 XDocument15 pagesIncipient Melting of Al5Mg8Si6Cu2 Xmiramirjafari2No ratings yet
- Thermodynamics and Agglomeration Behavior On SpineDocument16 pagesThermodynamics and Agglomeration Behavior On SpinePranjal SinghNo ratings yet
- Solidification and Precipitation Behaviour of Al-Si-Mg Casting AlloysDocument2 pagesSolidification and Precipitation Behaviour of Al-Si-Mg Casting AlloysJAnottama werdhabudiNo ratings yet
- Tratamientos ArticuloDocument9 pagesTratamientos ArticuloYersonAmayaNo ratings yet
- Sample 1020Document8 pagesSample 1020Shahroz QureshiNo ratings yet
- 28 3267am0612 239 252 PDFDocument14 pages28 3267am0612 239 252 PDFeidelsayedNo ratings yet
- Heat Treatment Mechanical Properties Aluminium Alloy 6066Document8 pagesHeat Treatment Mechanical Properties Aluminium Alloy 6066kkrgopiNo ratings yet
- Jurnal SMA (1) RajeshDocument6 pagesJurnal SMA (1) RajeshMuhammad Falqi YusufNo ratings yet
- Effect of Solution Heat Treatment and AdditivestsDocument12 pagesEffect of Solution Heat Treatment and AdditivestsagustingrtNo ratings yet
- In Uence of Heat Treatment On The Mechanical Properties of AA6066 AlloyDocument8 pagesIn Uence of Heat Treatment On The Mechanical Properties of AA6066 Alloybambang topanNo ratings yet
- Physical Simulation For Hot Rolling Policy of Electrical Si-SteelsDocument10 pagesPhysical Simulation For Hot Rolling Policy of Electrical Si-SteelsTJPRC PublicationsNo ratings yet
- Mechanical Properties of Al-14Si-2.5Cu-0.5Mg Aluminum-Silicon P/M AlloyDocument5 pagesMechanical Properties of Al-14Si-2.5Cu-0.5Mg Aluminum-Silicon P/M AlloySathwikRaoNo ratings yet
- Coatings 10 01265Document15 pagesCoatings 10 01265Mani RameshNo ratings yet
- f6nm PDFDocument5 pagesf6nm PDFasprclms durgapur100% (1)
- Effects of Solution Heat Treatment On Microstructure and Mechanical Properties of AZ61-0.7Si Magnesium AlloyDocument5 pagesEffects of Solution Heat Treatment On Microstructure and Mechanical Properties of AZ61-0.7Si Magnesium Alloysujit_sekharNo ratings yet
- AL Si CuDocument7 pagesAL Si CuRiedl LaurentiuNo ratings yet
- Reference 2Document11 pagesReference 2Khaled AlhawariNo ratings yet
- Evolution of Second Phases and Mechanical Properties of 7075 Al Alloy Processed by Solution Heat TreatmentDocument10 pagesEvolution of Second Phases and Mechanical Properties of 7075 Al Alloy Processed by Solution Heat TreatmentQuang Thuận NguyễnNo ratings yet
- Bainite in SteelDocument12 pagesBainite in Steelsathyadevi konnurNo ratings yet
- 14-Han, A. M. Samuel 2008++INT SR ModifiedDocument11 pages14-Han, A. M. Samuel 2008++INT SR ModifiedsaisNo ratings yet
- Effects of Heat Treatment Process On Strength of Brass by Using Compression Test On UTMDocument10 pagesEffects of Heat Treatment Process On Strength of Brass by Using Compression Test On UTMMuhammad Huzaifa 1070-FET/BSME/F21No ratings yet
- Heat Treatment and Alloying of Spherulitic Graphite Cast Iron For Intensification of PropertiesDocument8 pagesHeat Treatment and Alloying of Spherulitic Graphite Cast Iron For Intensification of PropertiesEditor IJTSRDNo ratings yet
- X. Y. LI - Surface Engineering 17 (2001) 147-152 - Low Temperature Plasma Nitriding of 316 SS-Nature of S Phase and Its Thermal StablityDocument6 pagesX. Y. LI - Surface Engineering 17 (2001) 147-152 - Low Temperature Plasma Nitriding of 316 SS-Nature of S Phase and Its Thermal StablityTania DanielNo ratings yet
- Materials Research: The Effect of Heat Treatment On The Corrosion Behavior of Amorphous Mg-Ni-Nd AlloysDocument7 pagesMaterials Research: The Effect of Heat Treatment On The Corrosion Behavior of Amorphous Mg-Ni-Nd AlloysInsaniNo ratings yet
- Effect of Annealing Temperature On Joints of Diffusion Bonded MgAl AlloysDocument8 pagesEffect of Annealing Temperature On Joints of Diffusion Bonded MgAl Alloyslee youri mikhaeliaNo ratings yet
- Effect of Heat Treatment and Alloying Elements On Precipitation and Surface Behavior of Co-Cr-Mo ALLOYSDocument5 pagesEffect of Heat Treatment and Alloying Elements On Precipitation and Surface Behavior of Co-Cr-Mo ALLOYSAl AlNo ratings yet
- Effect of Al and ZR Addition On The Age Hardening Behavior of Bronze MetalDocument6 pagesEffect of Al and ZR Addition On The Age Hardening Behavior of Bronze MetalSakib Al Razi KhanNo ratings yet
- Effects of ZR, Ti, and Al Additions On Impact ToughnessDocument12 pagesEffects of ZR, Ti, and Al Additions On Impact ToughnessDo Tuan DatNo ratings yet
- Tratamento de Aço FerramentaDocument5 pagesTratamento de Aço FerramentaclebertasparNo ratings yet
- Very Strong Low Temp BainiteDocument6 pagesVery Strong Low Temp BainiteS RamakrishnaNo ratings yet
- The Effects of MischmetalDocument12 pagesThe Effects of MischmetalDACAMOGO DCMGNo ratings yet
- Li2018 Article EffectOfZnConcentrationOnTheMiDocument10 pagesLi2018 Article EffectOfZnConcentrationOnTheMiNoura Nour ElshamsNo ratings yet
- Thermodynamic Studies On Uranium Molybdenum Alloys: S.C. Parida, S. Dash, Z. Singh, R. Prasad, V. VenugopalDocument13 pagesThermodynamic Studies On Uranium Molybdenum Alloys: S.C. Parida, S. Dash, Z. Singh, R. Prasad, V. VenugopalFikri FurqanNo ratings yet
- AssimilationDocument2 pagesAssimilationolongkodokNo ratings yet
- Ductile Iron Cooling GraphDocument5 pagesDuctile Iron Cooling GraphbvphimanshuNo ratings yet
- Articulo 319Document4 pagesArticulo 319evelynNo ratings yet
- Hi Chem 2015Document5 pagesHi Chem 2015brock lesnarNo ratings yet
- Effect of Niobium Addition On Microstructure and Mechanical Properties of Fe-7Al-0.35C Low Density SteelDocument13 pagesEffect of Niobium Addition On Microstructure and Mechanical Properties of Fe-7Al-0.35C Low Density SteelMarina PiermannNo ratings yet
- Magnetic NDE Characterization of Tempered 2.25Cr-1Mo SteelDocument19 pagesMagnetic NDE Characterization of Tempered 2.25Cr-1Mo SteelApoorv KrishnaNo ratings yet
- Materials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilDocument5 pagesMaterials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilBart MaxNo ratings yet
- Mechanical Properties Enhancement of Al-Si (Adc12) Alloy by Heat TreatmentDocument5 pagesMechanical Properties Enhancement of Al-Si (Adc12) Alloy by Heat Treatmentsatheez3251No ratings yet
- 41IJMPERDAPR201941Document8 pages41IJMPERDAPR201941TJPRC PublicationsNo ratings yet
- Effect of Various Re Finement Methods On The Morphologies of Primary Si in A Hypereutectic Al-18Si AlloyDocument9 pagesEffect of Various Re Finement Methods On The Morphologies of Primary Si in A Hypereutectic Al-18Si AlloyJustin DixonNo ratings yet
- Corosion PDFDocument12 pagesCorosion PDFeid elsayedNo ratings yet
- Study of The Mechanical and Thermal Properties of Sn-5Sb (DR Alla Bahgat)Document15 pagesStudy of The Mechanical and Thermal Properties of Sn-5Sb (DR Alla Bahgat)eidelsayedNo ratings yet
- Effect of Austempering Time On Microstructure and Properties of A Low-Carbon Bainite SteelDocument7 pagesEffect of Austempering Time On Microstructure and Properties of A Low-Carbon Bainite Steelمسعود بوزويرNo ratings yet
- Effect of Austenitizing Temperature and Cooling Rate On The Structure and Properties of A Ultrahigh Strength Low Alloy SteelDocument10 pagesEffect of Austenitizing Temperature and Cooling Rate On The Structure and Properties of A Ultrahigh Strength Low Alloy SteelMilena StajicNo ratings yet
- Structural SteelsDocument5 pagesStructural SteelsijazNo ratings yet
- Mechanical Properties and Microstructure of Mg-Al-Zn-Si-base AlloyDocument5 pagesMechanical Properties and Microstructure of Mg-Al-Zn-Si-base AlloysamtomNo ratings yet
- Phase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiDocument13 pagesPhase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiRavichandran JayaprakashNo ratings yet
- Microstructural Evolution During Thermomechanical. Processing of Alloy 625Document12 pagesMicrostructural Evolution During Thermomechanical. Processing of Alloy 625esteban.cuevasNo ratings yet
- Wear Behavior of Austempered and Quenched and TempDocument14 pagesWear Behavior of Austempered and Quenched and TempmichaelNo ratings yet
- The Microstructure and PrecipitationDocument4 pagesThe Microstructure and PrecipitationDACAMOGO DCMGNo ratings yet
- Jresv9n1p9 A2bDocument19 pagesJresv9n1p9 A2bMatteo CarusoNo ratings yet
- Determination of Optimum Percentage Addition of Magnesium in 319 Aluminum AlloyDocument10 pagesDetermination of Optimum Percentage Addition of Magnesium in 319 Aluminum Alloyvineesh VNo ratings yet
- 1 s2.0 S0167931718304234 MainDocument10 pages1 s2.0 S0167931718304234 MainKleon TriantafillidisNo ratings yet
- Microstructure and Microsegregation in Directionally Solidified Mge4Al AlloyDocument6 pagesMicrostructure and Microsegregation in Directionally Solidified Mge4Al AlloyAndrés Mauricio UribeNo ratings yet
- Precipitation Strengthening and Corrosion Behaviour of A 6061 Al-Mg-Si-Cu AlloyDocument10 pagesPrecipitation Strengthening and Corrosion Behaviour of A 6061 Al-Mg-Si-Cu AlloyBadal SinghNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Materials and Their Properties MECH 3830: LecturesDocument16 pagesMaterials and Their Properties MECH 3830: LecturesharnoorNo ratings yet
- Lec 9 Thermal ProcessingDocument16 pagesLec 9 Thermal ProcessingHdjdNo ratings yet
- Diaphragms 1Document44 pagesDiaphragms 1recaiNo ratings yet
- Heat TreatmentDocument20 pagesHeat Treatmentعزت عبد المنعمNo ratings yet
- Type IV Gold AlloysDocument18 pagesType IV Gold Alloysasop06No ratings yet
- TP ThermalDocument37 pagesTP ThermalgorkembaytenNo ratings yet
- ArmorDocument7 pagesArmorRecep VatanseverNo ratings yet
- A 553A 553M Pressure Vessel PlatesDocument3 pagesA 553A 553M Pressure Vessel Platesmohammed harrisNo ratings yet
- Sae Ams 2355K - 2011 PDFDocument16 pagesSae Ams 2355K - 2011 PDFNav TalukdarNo ratings yet
- Syllabus For Written Test For Management Trainee PostsDocument9 pagesSyllabus For Written Test For Management Trainee PostsSanjeet thakurNo ratings yet
- Corrosion - Notes PDFDocument11 pagesCorrosion - Notes PDFAravind PhoenixNo ratings yet
- As 1050.1 2017Document49 pagesAs 1050.1 2017vkkt2016No ratings yet
- A426A426MDocument5 pagesA426A426Msandeep acharNo ratings yet
- Fender-Brown Alloys For Surgical Instruments 2005Document3 pagesFender-Brown Alloys For Surgical Instruments 2005kaka**No ratings yet
- Materials and HardwareDocument364 pagesMaterials and Hardwarekls070376100% (10)
- Pub 85 Welding Aluminium BronzeDocument12 pagesPub 85 Welding Aluminium BronzefranekzapaNo ratings yet
- Test CouponDocument36 pagesTest CouponOnatNo ratings yet
- We Are Sure To Meet Your Requirement !: WANQIANG U-JOINT MANUFACTURER Professional U-Joint SupplierDocument23 pagesWe Are Sure To Meet Your Requirement !: WANQIANG U-JOINT MANUFACTURER Professional U-Joint SupplierAndrey GyrychNo ratings yet
- Impact AR500 PlateDocument2 pagesImpact AR500 PlateMario Diez100% (1)
- Case Study: CrankshaftsDocument12 pagesCase Study: CrankshaftsDHRUV SINGHALNo ratings yet
- Guide To Beryllium CopperDocument46 pagesGuide To Beryllium CopperJonson CaoNo ratings yet
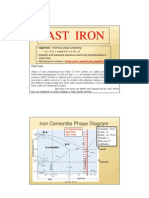
- Cast Iron: Iron Cementite Phase DiagramDocument24 pagesCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5No ratings yet
- In Situ Repair Welding of Steam Turbine ShroudDocument7 pagesIn Situ Repair Welding of Steam Turbine ShroudClaudia MmsNo ratings yet
- Data Sheet VDM 617Document12 pagesData Sheet VDM 617Anonymous lmCR3SkPrKNo ratings yet
- 5.18 Materials Science 9thDocument1 page5.18 Materials Science 9thJemuelNo ratings yet
- Stages of Heat TreatmentDocument2 pagesStages of Heat TreatmentJeremy Bryan100% (2)
- Phase TransformationDocument50 pagesPhase TransformationJitenderNo ratings yet
- Aerospace Material Specification: Nickel Plating (Electrodeposited)Document12 pagesAerospace Material Specification: Nickel Plating (Electrodeposited)BHUSHAN100% (2)
- A New High Temperature Resistant Glass-Ceramic Coating For Gas Turbine Engine ComponentsDocument8 pagesA New High Temperature Resistant Glass-Ceramic Coating For Gas Turbine Engine ComponentsPappuRamaSubramaniam100% (1)