You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Young's Modulus, Tangent Modulus, and Chord Modulus: Standard Test Method ForDocument7 pagesYoung's Modulus, Tangent Modulus, and Chord Modulus: Standard Test Method Forruben carcamoNo ratings yet
- Fly Ash BricksDocument3 pagesFly Ash BricksmechanistNo ratings yet
- DS Barred Tee (Rev)Document2 pagesDS Barred Tee (Rev)Advis100% (2)
- Steam Source Book 2Document108 pagesSteam Source Book 2joe_pulaskiNo ratings yet
- Spirax Sarco Design of Fluid Systems 2Document66 pagesSpirax Sarco Design of Fluid Systems 2mahonde100% (2)
- Heat Transfer To Fluids Without Phase ChangeDocument56 pagesHeat Transfer To Fluids Without Phase ChangeJanice Omadto100% (2)
- ESAPA Soda Ash Process BREF3 PDFDocument76 pagesESAPA Soda Ash Process BREF3 PDFUmar OmarNo ratings yet
- BS en 438-4-2016Document16 pagesBS en 438-4-2016anh tho100% (1)
- Steam TheoryDocument44 pagesSteam TheoryProcess EngineerNo ratings yet
- (Compare New) MSA Booklet August 2017 PDFDocument51 pages(Compare New) MSA Booklet August 2017 PDFProcess EngineerNo ratings yet
- CCPC Summary by Iea CCCDocument23 pagesCCPC Summary by Iea CCCProcess EngineerNo ratings yet
- Chemistry and Mineralogy of Coal Fly Ash: Basis For Beneficial UseDocument8 pagesChemistry and Mineralogy of Coal Fly Ash: Basis For Beneficial UseProcess EngineerNo ratings yet
- Prepaid International PacksDocument1 pagePrepaid International PacksProcess EngineerNo ratings yet
- Blood BasicsDocument10 pagesBlood BasicsProcess EngineerNo ratings yet
- COAL BurningDocument58 pagesCOAL BurningProcess EngineerNo ratings yet
- Annual Report: Test Annual 12/6/02 11:56 AM Page 1 Jackie Macintosh HD:Clients:IEA CoralDocument27 pagesAnnual Report: Test Annual 12/6/02 11:56 AM Page 1 Jackie Macintosh HD:Clients:IEA CoralProcess EngineerNo ratings yet
- Standard Test Procedures Manual: 1. Scope 1.1. Description of TestDocument6 pagesStandard Test Procedures Manual: 1. Scope 1.1. Description of TestProcess EngineerNo ratings yet
- Lime PDFDocument70 pagesLime PDFProcess EngineerNo ratings yet
- Standard Test Procedures Manual: 1. Scope 1.1. Description of TestDocument6 pagesStandard Test Procedures Manual: 1. Scope 1.1. Description of TestProcess EngineerNo ratings yet
- Air Effect On SlakingDocument2 pagesAir Effect On SlakingProcess EngineerNo ratings yet
- Slaking WaterDocument5 pagesSlaking WaterProcess EngineerNo ratings yet
- Common Ion On SlakingDocument4 pagesCommon Ion On SlakingProcess EngineerNo ratings yet
- Reserves at End 1997Document5 pagesReserves at End 1997Process EngineerNo ratings yet
- Soda AshDocument46 pagesSoda AshNaveenraj DadaNo ratings yet
- ENote-CIBO Energy Efficiency & Industrial Boiler Efficiency - An Industry PerspectiveDocument13 pagesENote-CIBO Energy Efficiency & Industrial Boiler Efficiency - An Industry PerspectiveMoly69xNo ratings yet
- A Vacuum Primer: by Gary NavrotskiDocument19 pagesA Vacuum Primer: by Gary NavrotskiProcess EngineerNo ratings yet
- Quality and Coal Resources of PakistanDocument2 pagesQuality and Coal Resources of PakistanProcess EngineerNo ratings yet
- Test of Mercury Vapor Emission From Flyash Bricks: Henry Liu, James P. Watson, Shankha Banerji, and William J. BurkettDocument1 pageTest of Mercury Vapor Emission From Flyash Bricks: Henry Liu, James P. Watson, Shankha Banerji, and William J. BurkettProcess EngineerNo ratings yet
- Best Practices Manual-COGENERATIONDocument71 pagesBest Practices Manual-COGENERATIONmurugappanga100% (2)
- Role of Boilers in Plant Operation (Steam Generation) : Boiler Plant Flow DiagramDocument26 pagesRole of Boilers in Plant Operation (Steam Generation) : Boiler Plant Flow DiagramProcess EngineerNo ratings yet
- Boiler CalculationDocument27 pagesBoiler CalculationProcess EngineerNo ratings yet
- Glossary: DefinitionsDocument13 pagesGlossary: DefinitionsProcess EngineerNo ratings yet
- AlstomReport PDFDocument271 pagesAlstomReport PDFProcess EngineerNo ratings yet
- Water Treatment: SolutionsDocument16 pagesWater Treatment: SolutionsrobinNo ratings yet
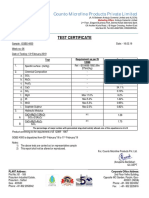
- Test Certificate: Counto Microfine Products Private LimitedDocument1 pageTest Certificate: Counto Microfine Products Private LimitedSiddhesh Kamat MhamaiNo ratings yet
- Pub 83 Al Bronze Alloys For Industry PDFDocument24 pagesPub 83 Al Bronze Alloys For Industry PDFpbanerjeeNo ratings yet
- Green Solvents PresDocument74 pagesGreen Solvents PresTDSNo ratings yet
- Phenol: Carboxylation of Phenol: Kolb-Schmitt ReactionDocument9 pagesPhenol: Carboxylation of Phenol: Kolb-Schmitt ReactionAkhilaNo ratings yet
- MgFeO4@UiO 66 NH2Document10 pagesMgFeO4@UiO 66 NH2Vương NgNo ratings yet
- Blocks & M Sand RegisterDocument2 pagesBlocks & M Sand Registersurendra kumarNo ratings yet
- Influence of Plasticizers On The Properties of Natural Rubber Based CompoundsDocument10 pagesInfluence of Plasticizers On The Properties of Natural Rubber Based CompoundsRupin SaigalNo ratings yet
- Deionized Water: Application BulletinDocument2 pagesDeionized Water: Application BulletinpinutaNo ratings yet
- Laminations Led To IncidentDocument3 pagesLaminations Led To IncidentAhmad KadafiNo ratings yet
- Is 5082 1998 PDFDocument11 pagesIs 5082 1998 PDFRa Hul0% (1)
- Super Blonde ShellacDocument9 pagesSuper Blonde ShellacBudi Budaya BstNo ratings yet
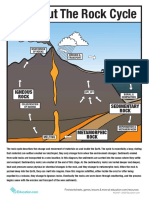
- Rock Cycle QuizDocument2 pagesRock Cycle QuizKizzi Kye Edelweiss BalmoresNo ratings yet
- Heat Transfer Fluid MechanicsDocument12 pagesHeat Transfer Fluid MechanicsKieran YeowNo ratings yet
- SOLAR PV TechnologiesDocument33 pagesSOLAR PV TechnologiesMuraryspottyNo ratings yet
- Construciton SupervisorDocument16 pagesConstruciton SupervisorkinleyNo ratings yet
- Iso 6691 en PDFDocument11 pagesIso 6691 en PDFPAWAN KNo ratings yet
- Bohler Fox S EV 50-1Document1 pageBohler Fox S EV 50-1kamals55No ratings yet
- Pressure For Different Temperatures For Dimensions of Stainless Steel Welded Pipe and Seamless PipesDocument7 pagesPressure For Different Temperatures For Dimensions of Stainless Steel Welded Pipe and Seamless PipeswenigmaNo ratings yet
- Ytong Product Brochure CXDocument8 pagesYtong Product Brochure CXtrickyggNo ratings yet
- Bacterial Concrete or Self Healing Concrete For Crack RepairsDocument6 pagesBacterial Concrete or Self Healing Concrete For Crack RepairsAnish PandeyNo ratings yet
- Analisa Harga SatuanDocument8 pagesAnalisa Harga SatuanMbeda NayNo ratings yet
- BPUTSYLLABUSDocument2 pagesBPUTSYLLABUSshreetam beheraNo ratings yet
- Intensifying Screen 1Document39 pagesIntensifying Screen 1Faris Afif100% (1)
- 66spontaneous BreakagesDocument4 pages66spontaneous Breakageschuanhan_tanNo ratings yet