Professional Documents
Culture Documents
Pac
Uploaded by
Egi Ghifari Maulana0 ratings0% found this document useful (0 votes)
94 views359 pageswkwkwk
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentwkwkwk
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
94 views359 pagesPac
Uploaded by
Egi Ghifari Maulanawkwkwk
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 359
RESEARCH REPORTING SERIES.
Research reports of the Office of Research and Development, U.S Environmental
Protection Agency, have been grouped into nine series These nine broad cate-
gories were established to facilitate further development and application of en-
vironmental technology. Elimination of traditional grouping was consciously
planned to foster technology transfer and a maximum interface in related fields
The nine series are
Environmental Health Effects Research
Environmental Protection Technology
Ecological Research
Environmental Monitoring
Socioeconomic Environmental Studies
Scientific and Technical Assessment Reports (STAR)
Interagency Energy-Environment Research and Develapment
Special” Reports
Miscellaneous Reports
This report has been assigned to the ENVIRONMENTAL PROTECTION TECH-
NOLOGY series. This series describes research performed ta develap and dem:
onstrate instrumentation, equipment, and methodology to repair or prevent en-
vironmental degradation from point and non-point sources of pollution. This work
provides the new or improved technology required for the control and treatment
Of pollution sources to meet environmental quality standards,
This document is available to the public through the National Technical Informa-
tion Service, Springfield, Virginia 22161
EPA-600/2-77-156
September 1977
APPRAISAL OF POWDERED ACTIVATED
CARBON PROCESSES FOR MUNICIPAL
WASTEWATER TREATMENT
by
A. J. Shuckrow
Battelle-Northwest
Richland, Washington 99352
and
G. L. Culp
Clean Water Consultants
El Dorado Hills, California 95630
Contract No. 68-03-2211
Project Officer
James J. Westrick
Wastewater Research Division
Municipal Environmental Research Laboratory
Cincinnati, Ohio 45268
MUNICIPAL ENVIRONMENTAL RESEARCH LABORATORY
OFFICE OF RESEARCH AND DEVELOPMENT
U.S. ENVIRONMENTAL PROTECTION AGENCY
CINCINNATI, OHIO 45268
DISCLAIMER
This report has been reviewed by the Municipal Environmental
Research Laboratory, U.S. Environmental Protection Agency, and
approved for publication. Approval does not signify that the
contents necessarily reflect the views and policies of the U. S.
Environmental Protection Agency, nor does mention of trade names
or commercial products constitute endorsement or recommendation
for use.
FOREWORD
The Environmental Protection Agency was created because of
inereasing public and government concern about the dangers of pol-
lution to the health and welfare of the American people. Noxious
air, foul water, and spoiled land are tragic testimony to the
deterioration of our natural environment. The complexity of that
environment and the interplay between its components require a
concentrated and integrated attack on the problem.
Research and development is that necessary first step in
problem solution and it involves defining the problem, measuring
its impact, and searching for solutions. The Municipal Environ-
mental Research Laboratory develops new and improved technology
and systems for the prevention, treatment, and management of waste
water and solid and hazardous waste pollutant discharges from
municipal and community sources, and to minimize the adverse
economic, social, health, and aesthetic effects of pollution
This publication is one of the products of that research; a most
vital communications link between the researcher and the user
community.
The information herein deals with an evaluation of the use
of powdered activated carbon as a means of treating municipal
wastewater. It serves to explore the strengths and weaknesses of
this new technology and identify those areas where improvements
would be of greatest value. As such, it fulfills the need for
continuing technology assessment in emerging areas.
Prancis T. Mayo, Director
Municipal Environmental Research
Laboratory
iii
ABSTRACT
Powdered activated carbon has been the subject of several
developmental efforts directed towards producing improved methods
for treating municipal wastewaters, Granular activated carbon
has proven itself as an effective means of reducing dissolved
organic contaminant levels, but is plagued with specific oper-
ational problems which can be avoided with powdered carbon. ‘The
work reported herein was aimed at puttimy powdered activated carbon
(PAC) treatment in proper perspective relative to competing tech-
nology. All work with PAC and PAC regeneration was reviewed and
representative process approaches selected for comparison with
activated sludge, activated sludge with nitrification, and
granular activated carbon. While no one PAC approach is clearly
superior from a performance standpoint, biophysical processes are
attractive because they can be incorporated into existing biolog-
ical plants. Comparison of capital and operating costs were made
for plants with throughput rates of 1, 5, 10, 25, and 50 MGD
Cost relations were generated in curvilinear relations to allow
interpolation. Based on these estimates, it was determined that
independent physical-chemical PAC systems are not economically
competitive with other modes of treatment. PAC may offer advan-
tages for specific cases where highly variant flows are experienced
such as plant receiving flows of a seasonal nature or areas with
combined storm sewer systems. A sensitivity analysis was also
conducted to determine where improvements could be made to make
PAC competitive. Lower carbon doses and/or inexpensive throwaway
carbon would be needed to successfully challenge the other systems
evaluated.
This report was submitted in fulfillment of Contract No.
68-03-2211 by Battelle-Northwest under the sponsorship of the
U.S. Environmental Protection Agency. Work was subcontracted to
Clean Water Consultants. This report covers a period from June
1975 to July 1976.
iv
CONTENTS
gues es
rate ay ee ee
Acknowledgements 122222 Dt
1. Introduction. . Bt
Oe sumaryfandconclustonst ete ee
Performance.» . - ee ee ee ee
Economics. 2 6. ee ee ee ee
eu Recommendations: gS oe
4. Powdered Carbon Treatment Systems . oo
Independent Physical-Chemical (IPC) systems. |
Battelle-Northwest Study... .. Sas
Eimco Study... ee le
Infilco Studies... . ao
Jet Propulsion Laboratory (JPL) Stuay |] |
Combined Biological-Carbon (CBC) Systems . . .
DuPont Pact Process... .- eee eee
ICI United States Studies... . 1. é
Polyols and Derivatives Waste Treatment
Facility. .... oe Boo
Combined Waste Treatment Facility. |] |
Solids Settling-Extended Aeration. . . .
Norfolk, Nebraska, Water Pollution
Control Plant... . eee ee ee ee
gimpro Studies... . 2.2... 5 6
Contact Stabilization ~ Carbon Systems. | |
5. Powdered Carbon Regeneration. .
Atomized Suspended Technique (AST) |). 1 1!
Biological Regeneration... .. 2... 00
Fluid Bed Furnace... 2... eve eee
SPL Pyrolysis. «2. 2. ee ee
Multiple Hearth Furnace... 2... 0.0.
Transport System... ee ee
Wet Air Oxidation... . ee ee
6. Base Case Selection... ... 2. eee
eC Syetemee se ee ee
CBC Systems. ©. ee ee
Regeneration Systems... ee ee
7. Processes Evaluated... ee ee ee
8. Process Economics... 1... ee ee ee ee
Basis for Cost Estimates fee
Activated Sludge, Conventional) 11221!
Design Basis... ee ee eee ee ee
v
. iv
ova
wxidi
ow
. 4
24
fol
. 8
+ 10
+ 10
10
a le
= 1S)
2 22
+ 26
+ 29
paz
- 32
+ 32
+ 32
34
: 34
- 37
+ 40
+ 40
242
. 42
+ 46
+ 52
co
. 357
. 61
+ 62
s
+ 63
+ 65
+ 68
+ 68
69
+ 69
CONTENTS (CONTINUED)
Coste ee es es eal
Gaplealicostet nt fe 3
Operation and Maintenance Costs. |) 11) 76
Activated Sludge, Single Stage for
Nitrification... . as fe ol
Activated Sludge with Chemical Coagulation
and Filtration... Go 008 eee 1
Granular Carbon Treatment of Chemically”
Coagulated, Settled, and Filtered Raw
Wastewater so. ee eee ee OL
Powdered Carbon, Eimco. ss... ee ee ee 129
Powdered Carbon Feed. ss). ee ee ee 129
Flocculator-Clarifier .. 2... . 2.2... 147
Reactor-Clarifier ...... ee a7,
Fluidized Bed Regeneration Furnace. | 1) | 1] 147
Powdered Carbon, Battelle... .... +... . 148
Powdered Carbon, Bio-Physical. .. 2... 2... 148
9. Evaluation of Relative Economics... 2... ... 19
Activated Sludge and Granular Carbon Systems |. 194
Biological Nitrification, Two Stage... ... . 195
Eimco System... ee ee ee ee ee 195
Battelle Process...) ee ee te ee 200
Bio-Physical Process... .. Bo5o645 Het
Cost Sensitivity to Carbon Losses. |) 12) 1) ) 204
Composition of Process Costs... ....... 207
Carbon Regeneration Costs... . 2... +... 207
Sensitivity to Sludge Disposal Method. .... . 207
Comparison of Total Annual Cost Components
for 10 MGD IPC Systems... 1... .. e+ 21h
Eimco vs Granular Carbon... . 2... 22. 211
Battelle vs Granular Carbon... 2.2... 211
Sensitivity of Granular Carbon Costs to
Carbon Dosage. . . pe eis
Multiple-Hearth Regeneration o£ Powdered
Carbon . ' ge 21
ico te
Battelle. se ee 216
Bio-Physical. » ss. ee eee ee ee 216
References © 6. 6 ee ee ee ee ee ee ee OB
Puppets ee ee Se e235)
vi
Number
10
11
12
13
14
15
16
FIGURES
Process Flow Sheet, Battelle-Northwest
Powdered Activated Carbon Treatment system.
Schematic Flowsheet of Mobile Pilot Plant,
Battelle-Northwest Powdered Activated Carbon
Treatment System... . eee ee
Fluidized Bed Regeneration Unit for Powdered
Rotivated: Cacbonses | jis Gees cs cece mes
Regeneration System Schematic Flowsheet,
Battelle-Northwest Powdered Activated Carbon
Pilot Plant... ee ee ee ee
Process Flow Diagram for Eimco Pilot Plant.
OPL-ACTS Process for OCSD...... 2...
Pilot Plant Schematic... .. 2...
Effect of Powdered Carbon on BOD Removals .
Effect of Powdered Carbon on COD Removals .
Effect of Powdered Carbon on BOD Removals .
Activated Sludge Process... .......
Full-Scale Powdered Carbon Treatment at
Rothschild, Wisconsin §.T.P... 2... +
AST Regeneration System... 1.1... 0%
Fluidized-Bed Regeneration Furnace, Eimco
Pilot Study... ee ee ee ee ee
Modified Eimco Fluidized-Bed. ... 1...
Cross-Sectional View of Multiple Hearth
pucnsces eee eee
vii
13
14
15
17
22
30
33
33
35
35
38
41
45
47
54
Number
47
18
19
20
au
22
23
24
26
27
FIGURES (CONTINUED)
Schematic of the Westvaco Powdered Carbon
Regeneration System. . 1... 4 =
Zimpro Carbon Regeneration Flow Diagram... .
Activated Sludge Process Schematic.
Activated Sludge with Chemical Coagulation
and Filtration Schematic. .....
Granular Carbon System Schematic. .
Eimco System Process Flow Sheet . .
Powdered Activated Carbon Feed system (5-50 MGD)
Powdered Carbon Storage and Feeding
Powdered Carbon Storage and Feeding
Battelle Process Flow Sheet . . .
Flow Sheet for Bio-Physical Process
Wet Air Oxidation. . 6... . 0
viii
(1 McD) .
(5-50 MGD).
Page
55
58
70
107
124
141
144
145
146
162
17
Number
10
1
12
13
14
15
‘TABLES
JPL Pilot Plant Operated at Orange County
Sanitation District Plant No.l... ....
JPL Pilot Plant Results... ....--.-
JPL Pilot Plant Results (Operation by
Sanitation District Staff)... ......
Carbon Loading and COD Removal... ~~...
Average Pilot Plant Performance... ...
Summary of Results... - ee ee eee
Sludge Handling Summary. 2-1... eee
Full-Scale Powdered Carbon Treatment at
Rothschild, Wisconsin S.7.P... 1... 4 -
FPluidized-Bed Furnace Results Eimco
Pilot Study. 2... ee ee eee
Pyrolysis and Activation of Carbon-Sewage
HineedlOep tog’! Bqalpaones oe eee:
Gas Chromatograph Analysis of Carbon-Sewage
Pyrolysis and Activation Off-Gas..... -
Properties of Regenerated Carbon from a
Bio-Physical Process... + +e se ees
Properties of Carbon Regenerated from a
Chemical Bio-Physical Process... ....-
Assumed Composition of Raw Wastewater. .
Estimated Process Effluent Quality
Grarignetp ee aqgc0 400004
ix
23
24
25
27
a1
36
36
38
48
50
53
60
60
66
67
TABLES (CONTINUED)
Number Page
16 Design Conditions for Activated Sludge
Primary Sedimentation Unit... .... 2+... 72
7 Activated Sludge System Design Parameters... . 72
18 unit Process Sizes, Activated Sludge... ... = 7:
19 Capital Costs, Activated Sludge... ...... 78
20 Activated Sludge, 1 MGD O&M... ........ 80
21 Activated Sludge, 5 MGD O&M. . 2... 2... . 81
22 Activated Sludge, 10 MGD OSM... . 1... +... © 82
23 Activated Sludge, 25 MGD OSM... ....-.- 83
24 Activated Sludge, 50MGD O&M... ....... 84
25 Activated Sludge, 1 MGD.....- eee ee ee 85
26 Activated Sludge, 5MGD.... 2... 2+ +4. 86
27 Activated Sludge, 1OMGD.... +... .- 2-5 87
28 Activated Sludge, 25.MGD... 2.2.2.2... 88
29 Activated Sludge, 50MGD....- 2... eee 89
30 Activated Sludge Annual Cost Summary... ... 90
a1 Single Stage Activated Sludge Nitrification
System Design Parameters... . ++. +++ s+ 92
32 Unit Process Sizes, Single Stage Activated
Sludge Nitrification... 2. ee ee ee ee 88
33 Capital Costs, Single Stage Activated
Sludge Nitrification... ..........- 94
34 Single Stage Activated Sludge Nitrification,
LTMGD OSM... ee ee ee ee
35 Single Stage Activated Sludge Nitrification,
OROMMGS Gago eee aoe Ge ene ean EY
36 Single Stage Activated Sludge Nitrification,
1OMGD OSM... ee ee ee ee ee ee 8B
Number
37
38
39
40
41
42
43
44
45
46
a7
48
49
50
51
52
53
TABLES (CONTINUED)
Single Stage Activated Sludge Nitrification,
25MGD OM... 1. ee ee et ee ee
Single Stage Activated Sludge Nitrification,
SOMGD OSM... ee ee ee
Single Stage Activated Sludge Nitrification,
FMD ese ee
Single Stage Activated Sludge Nitrification,
SHG... eee et et et te et
Single Stage Activated Sludge Nitrification,
AIO] McD ce) eee ee
Single Stage Activated Sludge Nitrification,
rile) Ga 65566506 50400005 00
Single Stage Activated Sludge Nitrification,
SO McD
Single Stage Activated Sludge Nitrification,
annual) Cost ssusmiar yo) eases ernie
Activated Sludge with Chemical Coagulation
and Filtration, Design Parameters... ....
Unit Process Sizes... 1 ee ee ee
capital Costs, Activated Sludge with Chemical
Coagulation and Filtration... ......-.
Activated Sludge with Chemical Coagulation
and Filtration, 1 MGD... 2. eee ee eee
Activated Sludge with Chemical Coagulation
and Filtration, 5MGD....-. +. e+e ee
Activated Sludge with Chemical Coagulation
and Filtration, 10MGD. 1... eee eee
Activated Sludge with Chemical Coagulation
and Filtration, 25MGD....... 04.05
Activated Sludge with Chemical Coagulation
and Filtration, 50MGD... 1. ee ee eee
Activated Sludge With Chemical Coagulation
and Filtration, 1 MGD.. 2... ee ee eee
xi
100
101
102
103
104
105
106
108
110
112
113
114
15
116
17
118
Number
54
55
56
57
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
16
TABLES (CONTINUED)
Activated Sludge with Chemical Coagulation
and Filtration, 5MGD........-+.--
Activated Sludge with Chemical Coagulation
and Filtration, 1OMGD.......-.--
Activated Sludge with Chemical Coagulation
Pilsgukey ste oto 5 G60 0 0 0 6 Oo
Activated Sludge with Chemical Coagulation
and Piltration, 50MGD........+.+.
Activated Sludge with Chemical Coagulation
and Filtration Annual Cost Summary... ..
Design Parameters for Granular Carbon System
Granular Carbon Systems Unit Process Sizes .
Capital Costs, Granular Carbon... . -
Granular Carbon, 1 MGD OSM... 12. eee
Granular Carbon, 5 MGD 06M... 1. +...
Granular Carbon, 10 MGD O&M... 1... .
Granular Carbon, 25 MGD O&M... 2...
Granular Carbon, 50 NGD O&M... 1... e
Granular (Carbon) Gps | tse ee
Granulac,Cacbon, 5 MGDe. 2 tee. ce
Grenular (Carbon, 1O-MGDse) et cts8 se te
Granular (Carbon, 25°MGDee) | tee ce.
Granular Carbon, 50 MGD..... «
Granular Carbon Annual Cost Summary. . . .
Design Parameters for Bimco System... .
Unit Process Sizes, Eimco Process. . .. .
Capital Costs, Eimco.... 2... 2.08
Eimco, 1 MGD OSM... ee ee ee ee
120
121
122
123
125
127
128
130
131
132
133
134
135
136
137
138
139
140
142
149
150
151
TABLES (CONTINUED)
Number Page
77 imicot 5 MCD OGM se
78 Eimco, 10 MGD OSM... ee ee ee ee ee 158
79 Eimco, 25 MGD O&M... + eee ee ee ee ee 18M
80 Eimco, 50 MGD OSM... eee ee ee ee ee 18S
el Eimco, LMGD. «ee ee ee ee ee ee ee 156
82 Eimco, SMGD. . ee eee ee ee ee ee ee 1ST
83 Eimco, 1OMGD.. ee ee ee ee ee ee ee e158
84 Eimco, 25 MGD. 6. ee ee ee ee ee ee ee 159
85 Eimco, 50 MGD. 6. ee ee ee eee eee ee 160
86 Eimco Annual Cost Summary... ... +++. + 16L
87 Battelle Process System Design Parameters... 163
88 Unit Process Sizes, Battelle Process... ... 164
89 Capital Costs, Battelle-Northwest Process... 165
90 Battelle-Northwest, 1 MGD OSM... .... ~~. © 166
a1 Battelle-Northwest, 5MGD OSM... ...... 167
92 Battelle-Northwest, 10 MGD O&M... . ~~... © 168
93 Battelle-Northwest, 25 MGD O&M... ...... 169
94 Battelle-Northwest, 50 MGD O&M... 2... + 170
95 Battelle Process, 1MGD.. +. .- e+ eee 0 172
96 Battelle Process, 5MGD....-.-+....+ 172
97 Battelle Process, 1OMGD.......-...-+ 173
98 Battelle Process, 25 MGD.......+....- 174
99 Battelle Process, 50 MGD..-......-+..+.+ 175
100 Battelle Process, Annual Cost Sumary...... 176
101 Design Parameters for Bio-Physical Process
with Wet Air Oxidation... ... 2... © 178
xiii
Number
102
103
104
105
106
107
108
109
110
111
112
113
114
11s
116
117
118
119
120
121
TABLES (CONTINUED)
Unit Process Sizes, Bio-Physical. . . .
Capital Costs, Bio-Physical Process . .
Bio-Physical, 1 MCD OSM... .. 1...
Bio-Physical, 5MGD OSM... ..-...
Bio-Physical, 10 MGD O&M. . 2... 2.
Bio-Physical, 25 MGD O&M... .....
Bio-Physical, 50 MCD OSM... . 2.2...
Bio-Physical Process, Annual Cost
Summary, 1MGD.. . ee. ee ee
Bio-Physical Process, Annual Cost
summary, 5MGD... eee ee ee ee
Bio-Physical Process, Annual Cost
Summary, 10 MCD... - +e ee ee eee
Bio-Physical Process, Annual Cost
Summary, 25MGD... 2... ee ee ee
Bio-Physical Process, Annual Cost
Summary, 50MGD.. 0... ee eee
Bio-Physical Process, Annual Cost Summary
Annual Cost Summary Two-Stage
Nitrification. 2... ee ee ee ee
Annual Cost Summary Eimco ~ Single Stage.
Annual Cost Summary Eimco System at 100
MG/L Carbon... ee ee
Annual Cost Summary Eimco System with
Throwaway (5¢/1b) Carbon (300 mg/l)...
Annual Cost Summary Eimco Systems with
FBF Loading = 3 PSF/HR..... 1...
Annual Cost Summary Eimco, 50% Reduction
ing Uabone Powers rae] sso: eeeseee
Battelle Process with 200 mg/l Carbon ana
125 mg/l Alum. eee ee ee oe
xiv
Page
isi
182
183
184
185
186
187
188
189
1g0
ig.
192
193
196
197
198
199
201
202
203
Number
122
123
124
125
126
127
128
129
130
131
132
‘TABLES (CONTINUED)
Annual Cost Summary Bio-Physical Process,
Carbonaceous Criteria... + ee - + e
Process Costs Sensitivity to Carbon Loss. .
Composition of Process Costs, 10 MGD. . .
Carbon Regeneration Costs... 1...
Comparison of Total Annual Cost Components,
10 MGD IPC Systems... .-....---
Granular Carbon Process at 750 1b Carbon
Der Ge
Granular Carbon Process at 200 lb Carbon
ery Ge
Eimco Annual Process with Multiple Hearth
Regeneration... .-. eee ee
Battelle Process with Multiple Hearth
Regeneration. ©... ee ee ee ee
Bio-Physical Process with Multiple Hearth
Regeneration... .-. 1-2 e ee eres
Conversion Factors for the Units Employed .
xv
205
206
208
209
212
214
215
217
218
219
340
ACKNOWLEDGEMENTS
The authors wish to extend their gratitude to Daniel J. Hinrics
of Culp/Wesner/Culp and Gaynor W. Dawson of Battelle-Northwest
for their contributions to this work.
Special thanks go to James J. Westrick of the EPA Municipal
Environmental Research Laboratory for his able advice and assis-
tance during the course of this work.
The secretarial and typing efforts of Nancy Painter are grate-
fully acknowledged.
xvi
SECTION 1
INTRODUCTION
over the past 15 years, a great deal of effort and resources have
been invested in wastewater treatment process research and develop-
ment. This has been the result of recognition of the need for
more highly polished effluents from wastewater treatment facilities
in order to meet higher receiving water quality requirements and
in some instances for reuse purposes. Treatment process research
and development has focused both on improvement of the effective-
ness and reliability of existing wastewater treatment schemes and
on development of entirely new treatment processes.
Sorption on activated carbon has emerged as an integral part of
many of the new process developments. In fact, activated carbon
sorption is the most efficient process yet known for the reduction
of dissolved organic substances in wastewater to very low levels.
Activated carbon can be employed either in a granular or powdered
state to effect complete or tertiary treatment of wastewaters.
Granular carbon applications are by far the more common and, of
the two, are the only systems presently utilized in any full-scale
municipal wastewater treatment facilities. Development of powdered
carbon technology has lagged behind largely as a result of a lack of
efficient regeneration systems. Interest in powdered carbon has
remained high, however, because of potential advantages over
granular carbon systems including:
* the cost of powdered carbon on a per pound basis is substan-
tially less than that 9f granular carbon;
* powdered carbon will equilibrate with soluble wastewater
organics in a fraction of the time required by granular car-
bon;
* powdered carbon is easily slurried and transported, and can
be supplied on demand by metering pumps;
* powdered carbon dosage can be rapidly changed to meet varying
feed organic strength;
* a powdered carbon system requires a fraction of the carbon
inventory required by granula. carbon systems;
* a powdered carbon adsorption system has considerably less
headloss than a granular carbon system; and
* hydrogen sulfide formation problems associated with many
granular carbon systems can be easily avoided in powdered
carbon systems.
With continued interest in upgrading wastewater treatment systems
through conversion to or addition of physical chemical modules,
these potential advantages over granular carbon have led to
several process development and modification activities focused
on powdered activated carbon. ‘These efforts have been further
encouraged by the successful pilot-scale demonstration of regen-
eration and reuse of powdered carbon employed to treat municipal
wastewater and the full-scale regeneration of spent industrial
powdered carbon routinely carried out by two commercial concerns.
In order to assess the technical and economic viability of powdered
activated carbon technology in the municipal treatment field, the
Environmental Protection Agency (EPA) commissioned Battelle-
Northwest (BNW) and Clean Water Consultants (CWC) to undertake
the current study. The objective of the program was to perform a
detailed evaluation of the body of data generated in the afore-
mentioned process development activities. ‘The literature was
reviewed and a series of personal interviews with workers in the
field was conducted. Information thus collected was evaluated
and three base case treatment processes were selected for further
study. Each of these selected processes was subject to a detailed
economic analysis for treatment plant sizes of 1, 5, 10, 25, and
50 MGD. Economic comparisons were developed for several activated
sludge alternatives and for a granular activated carbon system in
the same size range of plants. In each of the base case systems
the sludge handling and regeneration processes examined were those
utilized in the original development work for the particular pro-
cess. One additional regeneration scheme (multiple hearth furnace
was subsequently selected and examined for all of the powdered
carbon treatment processes in all size ranges.
Due to the fact that the various powdered carbon treatment pro-
cesses are still in the developmental stage, a number of assump-
tions were inherent in the analysis. Thus, a sensitivity analysis
was performed for certain of the key assumptions to evaluate
their potential impact on the relative economics. Although this
analysis is based upon limited data in some cases and assumptions
have been necessary, it is believed that a valid picture of the
relative feasibility of powdered activated carbon treatment pro-
cess technology in the municipal area has emerged.
It should be noted that, although laboratory and bench scale
studies were included in the literature review, only processes
which had been developed on the pilot plant scale were considered
for inclusion in the economic analysis
2
In the following sections of this report,
bon process development activities in the
treatment are described, selection of the
discussed, and the technical and economic
powdered activated car-
area of municipal waste
base case systems is
analysis is presented.
SECTION 2
SUMMARY AND CONCLUSIONS
PERFORMANCE
Independent physical chemical systems utilizing powdered
activated carbon are unaffected by toxic substances in the
influent stream.
Powdered activated carbon in bio-physical processes reduces
the sensitivity of the system to toxic substances and seems
to stimulate quicker recovery of some systems after a toxic
material has passed through the system.
In general, powdered activated carbon systems can be uti-
lized over a broader range of influent BOD conditions, while
producing high quality effluents than more conventional
systems.
Powdered activated carbon systems are less subject to upset
from changes in influent composition than are more conven-
tional systems.
From a process performance point of view, none of the develop-
mental powdered activated carbon municipal treatment systems
was found to be clearly superior to the others.
Developmental work on the various powdered activated carbon
treatment processes has been carried out under widely dif-
ferent conditions which makes direct comparison difficult.
All of the pilot studies reported in the literature indicate
that each of the processes is capable of producing a high
quality effluent.
Bio-physical processes are attractive in that they offer the
possibility of implementation at existing activated sludge
plants with no modification of existing facilities other than
the addition of powdered carbon handling and feeding systems
and a regeneration system
Laboratory scale studies of a combined contact stabilization-
powdered activated carbon process indicate good potential
for this approach.
* A full scale plant employing the duPont PACT process for
treatment of industrial waste is currently under construction.
Another full-scale bio-physical plant utilizing the Zimpro
approach is planned for a municipal system in Medina, Ohio
These projects should commercialize the approach and should
provide valuable full-scale operational experience.
* Publicly available data did not lead to a clear choice of a
powdered carbon regeneration system based upon technical con-
siderations.
* Two regeneration systems, the AST system and the transport
system, have been operated routinely in regeneration of
powdered activated carbon used in corn syrup refining. No
such experience exists for carbon used in municipal waste
treatment.
¢ Wet oxidation appears attractive since this approach does
not require dewatering prior to regeneration or collection
of dry powdered activated carbon after regeneration.
* Two powdered activated carbon regeneration approaches, the
multiple hearth furnace and wet oxidation, will be imple-
mented in the full-scale applications in the foreseeable
future. Both will regenerate powdered carbon used in bio-
physical waste treatment processes.
ECONOMICS
The following summary table presents the costs for the several
alternative processes evaluated in this study. The conclusions
of the economic study are:
* Independent physical-chemical (IPC) systems (using either
granular or powdered carbon) are not cost competitive with
conventional activated sludge for removal of BOD in normal
municipal applications
* The granular carbon IPC system is comparable in costs to
conventional activated sludge followed by coagulation and
filtration at a carbon dosage of 1,500 1b/MG. At a carbon
dosage of 750 1b/MG, the granular carbon system would be
slightly lower in cost than activated sludge followed by
coagulation and filtration.
* The IPC powdered carbon systems with the specified design
criteria are not competitive in cost with the granular car-
bon system.
The Battelle process approach (single clarifier ~ combined
sludge handling) would offer savings in costs over the
granular carbon system if a carbon dosage of 200 mg/l and an
alum dosage of 125 mg/l provides a satisfactory degree of
treatment.
The two-stage Eimco process cost is comparable to the granu-
lar carbon system (1,500 1b/MG) cost at a powdered carbon
dosage of 100 mg/l. The cost would also be comparable at
the specific dosage of 300 mg/l if a cheap, throwaway carbon
were available at a cost of 1¢/1b, an unlikely circum-
stance. A single-stage Eimco system with 100 mg/l powdered
carbon would be comparable in cost to a granular carbon
system operating at a dosage of 750 1b/G
A reduction in powdered carbon price from that used in this
report (32.5¢/1b) to 16¢/1b would have an insignificant
effect on the competitive position of the IPC powdered car-
bon systems.
The cost of the bio-physical approach where powdered carbon
is added to the aeration basin of the activated sludge pro-
cess is intermediate in cost between single-stage nitrifi-
cation and two-stage nitrification. If the approach pro-
vides a comparable degree of reliability of nitrification
it would offer an economic advantage over two-stage acti-
vated sludge. A proposed version of the bio-physical pro-
cess where the design criteria are modified so as to provide
only BOD removal appears comparable in cost to conventional
activated sludge.
The IPC powdered carbon system regeneration costs are based
on fluidized bed furnace loading rates recommended indepen-
dently by two manufacturers. These rates (5-7 lb/ft2/hr
are higher than those originally determined (3 1b/£t2/nr
by Battelle-Northwest. Should the lower loading rate be
necessary, a significantly adverse cost impact would result.
Multiple hearth regeneration of powdered carbon resulted in
slightly higher capital costs (including costs of pressure
filtration for carbon dewatering), substantially higher fuel
requirements in the larger capacity plants, and substantially
lower power requirements for all capacity plants. Effects
of labor and maintenance materials were not significant.
The net cost effect of using multiple hearth regeneration in
conjunction with pressure filtration was not significant
(i.e., within the probable limits of accuracy of these pre-
liminary estimates) for the Eimco and Battelle processes
but the addition of a carbon dewatering process in the bio-
physical process resulted in a cost increase.
The areas offering the potential for the most favorable eco-
nomic results are: 1) determining the minimum carbon dosages
compatible with satisfactory performance of the Battelle pro-
cess for a variety of wastewater characteristics, 2) maxi~
mizing the loading rates on the FBF regeneration process.
Power, fuel, and labor costs compose such a small portion of
the overall IPC process costs that there is little potential
gain from reductions in the assumptions used for these
variables.
suwwaae nasue
Costs/1,000 gations (Doltars)
activated sh Los Sout lo mse md 50 mad
se reationat ieee avin oul tre | oan
Single Stage Mtrificatien 110 0.51 ddl OSL 0.26
‘wo Stage Nitrsficataon 1219-59048 0350.28
Conventional wath coagula-
Sion g Filerasiont 1.490.719.5548 0.37
Granular Carbon Syaten®
1,500 Ibs carbon aa 1 0.73 088 0.46
750 bs earpon/aa bw ores sz ade
200 ibe cazbon/e 1 O64 0480.36
Powlered carton Systane
Basic Process Mo
Single Stage Hee 0880.72, 608
two Stage With 100
59/1 Carbon ao 0.72087 0420.27
‘wo stage Wien 300
g/1 Throwawey
(Se/Ib) carbon 1.68.8 0.68 0.530.
teitet
Basic Process 0.97 0.87 on.
200 ag/1 carbon,
125 mg/l aun 1289.58.48]
1200 na/1 Carbon
Wsenout faleration 0.98 0.48 Odt 0950.33
Sio-thysieal
Basie Process 14s 0.85 odd
Carbonaceous Criteria 1.63 0:52 0.380130 0.26
Bftect of 50% seduction in
2.02 0.88
asa 018s
Blo-Physscat ies) = fared
Effect of multapte dearth
fegeneration on Basic Procesa
Eines Pe i) Or |
Battelle igs ols, 080287
Blo-Physical Ve6 0.63 Osa 0380
Filtration 0.22 0.07 0.050.034 0.024
emese processes include effluent filtration
7
SECTION 3
RECOMMENDATIONS,
It appears that processes involving powdered activated carbon
addition to the activated sludge process are being commercialized
by the private sector. ‘wo firms are independently engaged in
projects which will lead to full-scale plants using this basic
approach but with different regeneration techniques
An IPC system, that being developed by JPL, will be operated on
the 1 mgd scale in the near future. This project should provide
the basis for commercialization or abandonment of the approach
dependent upon the results of the demonstration program.
The economic analysis conducted in this study indicate that the
Eimco approach is not cost competitive with granular carbon
systems unless a very cheap throwaway carbon becomes available
or unless the carbon dosage requirements were much lower than the
300 mg/l assumed here, The Battelle-Northwest process also
requires a drastic reduction in carbon dosage below the assumed
value of 600 mg/l for economic viability. However, the required
reduction would result in a carbon dosage comparable to that
assumed in the Eimco process
Laboratory studies of contact stabilization-powdered activated
carbon systems indicate good potential for development of a high
performance, low residence time process. Such a process would
offer the potential of significant cost savings.
None of the classic tests such as iodine, methylene blue, phenol
erythrosin, molasses, or BET can be used to accurately predict
the performance of activated carbon in any of the wastewater
treatment processes studied. This makes comparison of different
regeneration systems operated at different locations extremely
difficult.
In view of the above considerations, the following recommendations
are made:
1. The Battelle-Northwest process should be reexamined to
determine if the carbon and alum dosage can be reduced to
make the process economically competitive while maintaining
good process performance. In addition, consideration should
be given to substitution of a cheaper coagulant such as lime
with no coagulant recovery or abandonment of alum recovery
in the basic process. Stukenoerg** reported that such modi-
fications in the basic Battelle process appeared feasible.
Developmental efforts on the contact stabilization-powdered
activated carbon process should be undertaken on the pilot
scale.
A standard test by which to measure the activity of virgin
and regenerated powdered activated carbon should be developed
if possible.
Consideration should be given to parallel operation of several
pilot powdered activated carbon regeneration systems oper-
ating in concert with one or more treatment systems in order
to obtain comparable regeneration data.
SECTION 4
POWDERED CARBON TREATMENT SYSTEMS
Process development activities for application of powdered acti-
vated carbon to municipal waste treatment have been directed
toward both independent physical-chemical (IPC) systems and com-
bined biological-carbon (CBC) systems. In addition, some work
has been conducted on the use of powdered activated carbon in a
tertiary treatment mode.
Much of the developmental work with powdered activated carbon
systems has been with industrial wastes. Although this work can-
not be directly translated to municipal use, the body of data
generated for industrial applications has been drawn upon to
assist in the current evaluation.
INDEPENDENT PHYSICAL-CHEMICAL (IPC) SYSTEMS
There have been four recent major investigations of the use of
powdered activated carbon for the treatment of raw municipal
wastewaters and one major study on the treatment of secondary
effluent, The various developmental programs are described
below.
Battelle.
thwest Study!
The Battelle-Northwest study developed the process shown sche-
matically in Figure 1. The process involves contacting raw
sewage with powdered activated carbon to effect removal of dis-
solved organic matter. An inorganic coagulant, alum, is then
used to aid in subsequent clarification. addition of polyelec-
trolyte is followed by a short flocculation period. Solids are
separated from the liquid stream by gravity settling, and the
effluent is then disinfected and discharged or can be filtered
prior to disinfection. Carbon sludge from the treatment process
is thermally regenerated by a fluidized bed process. Alum is
recovered by acidifying the regenerated carbon-aluminum oxide
mixture to pH 2 with sulfuric acid. This reclaimed alum is then
reused in the treatment process. A pH adjustment, accomplished
with a lime slurry, is required to raise the pH to 6.5-7.0 for
aluminum hydroxide precipitation when reclaimed alum is recycled.
10
WALSAS INSWLVEUL NO@EYD AIIWATLOY
CHYAGMOd USEMHLYON-STISLLVE ‘LAMHS MOTA SSEOOdd *T auNoTa
NMoaMo18
uSy
LMNT
aowNund
39NdTYLN3D a3g
aaziarnts aanaane
wn
a310A038
z Hd 01 Yosty
Ferry)
ONTTLLIS NOILYT XIW <—____
NOLLWAL ILA gent [*7)-n99075/FJorave ALIN Sao yNas
MV
UIWAT0d Nogavo
a3LVATLOV
(AW) gauaqmod
AN3WLSACOY 68 WHY
nd an atv
1
The process was first evaluated in a nine-month laboratory study
Aqua Nuchar A (product of Westvaco) was selected for use after
screening 15 different commercial carbons.
Based upon the favorable results of the laboratory study, a
100,000 gpd mobile treatment plant was constructed (see Figure 2).
This pilot plant was operated in Albany, New York, from June to
October, 1971, and April to June, 1972. The pilot plant was com-
posed of two major systems: a liquid treatment system was con-
tained, almost entirely, in a forty-foot mobile trailer van. It
was designed for a nominal capacity of 100,000 gpd. Carbon, alum
and polyelectrolyte were added in a pipe reactor, providing rapid
mixing of the chemicals, preceding flocculation and separation
in a tube settler. Clarified effluent was chlorinated and
released with the option of routing through a gravity filter
prior to chlorination. Sludge was dewatered in a centrifuge
Carbon was regenerated in a fluidized inert sand bed unit (the
development of which is discussed later in this report) which was
36 inch ID, refractory lined, and self supported. As illustrated
in Figure 3, this unit consisted of three main sections: a fire-
box housing the burner, 30 inches ID by 20 inches high; a bed
section containing inert sand, 27 inches ID bottom, 36 inches ID
top by 60 inches high; and a freeboard 36 inches ID by 72 inches
high. A schematic diagram of the carbon regeneration system is
shown in Figure 4. The pilot furnace used in the Battelle study
was built by Nichols Research and Engineering Corporation.
‘The pilot study confirmed that proper control of pH within the
system was critical. A pH of 4 or less in the first few minutes
of carbon contact was found necessary to prevent excessive carry-
over of carbon particles from the downstream clarifier. The pH
was adjusted to near neutral with lime prior to flocculation
The tube clarifier was found to perform well (effluent turbidity
<2 JTU) at overflow rates as high as 2880 gpd/ft?. Filter runs
averaged 10 hours at a loading rate of 4.4 gpm/ft?. No polymer
filter aid was normally used.
Three different high molecular weight anionic polyelectrolytes
were used in the pilot study: Atlasep 2A2 (product of ICI
America, Inc.), Decolyte 930 (product of Diamond Shamrock Chemi-
cal Company), and Purifloc A-23 (product of Dow Chemical Company) .
All of these polymers were observed to produce large, rapidly
settling floc particles. Each of these polyelectrolytes performed
satisfactorily at a dosage of 2 mg/l.
The carbon sludge was found to readily dewater in a six inch
solid bowl centrifuge. The dewatered sludge ranged from 20-35
percent solids at 70 percent recovery with no conditioning
polymer. Use of polymers increased the solids recovery to 95
percent.
12
WAHLSAS LNAWLVGUL NOY GALWAILOW GTHaGMOd
USIMHINON-ITIGLIVG ‘LNWId LOTId FIIGOW JO LAMHSMOTA OLLYWHHOS *% quNDIZ
JOWNUNS OL
390075
oau3Lvnad
39v¥ols —- 39VYOLS 39GNTS
aalym
o3a31 4d
inan1433)
t i
¥o1v1n99074
" i
1 i
1 1
1 1
i l
awit
3LTYOTHIOdAK 314108193734 100
13
WATER OR
RECYCLE GAS
OBSERVATION PORT RY |
AND SAND FEED BIN
NX J—36" 1p ——of
SAND LEVEL
FLYIDIZED
LLLLLLLLL.
SAND LEVEL
STATIC
i L
Ht SLURRY
INJECTION
3 ‘ PORT
| f xs
voors co
see | |
mb
SAND CLEANOUT
6
3
_ \ t— BURNER
RECYCLE GAS INLET
FLUIDIZED BED REGENERATION UNIT
FIGURE 3.
FOR POWDERED ACTIVATED CARBON
14
Posty
Nogyy2 dn3yvn
now anayvn
ate,
on
0334
INWId LOTId NOY GALVAILON aTusaMOa
ISGMHIYON-STISLIVE ‘LEXHSMOTS OILVWIHOS WHLSAS NOILWYaNaOTY
syo
320Ag78
nogaya
ayd3s
307943
onan
Or Ley3N3034
Sy
uegnyds
Tan.
*y manora
ary
WOrssnaKod
aN¥é0¥e
39007,
oau3Lwaaa
The pilot system was operated on both storm flows from a combined
sewer and on dry weather, municipal wastewater flows. Excellent
degrees of wastewater purification were achieved in both cases
During the dry weather conditions, average plant effluent BOD,
COD, and suspended solids concentrations for the 1971 studies
were 17.8, 35, and 7.7 mg/l, respectively. This represents
removals of 82.3 percent BOD, 87.3 percent COD, and 94 percent
suspended solids.
Plant operational data for the 1972 studies were comparable to
those observed in the 1971 portion of the program. During the
1972 operations, the average effluent turbidity, suspended solids
COD, and BOD concentrations were 0.67 JTU, 3.1 mg/1, 39 mg/l, and
17 mg/l, respectively. This represents average removals of 98.1
percent suspended solids, 82.6 percent COD and 81.3 percent BOD.
The results described above were achieved at total plant deten-
tion times which averaged slightly less than 90 minutes. Recovery
of 91 percent of the powdered carbon was achieved. The operation
of the carbon regeneration facility is described in a subsequent
section.
Eimco Study?
Eimco Corporation constructed a 100 gpm pilot plant in Salt Lake
City, Utah, for evaluation of powdered activated carbon treatment
of raw sewage. The pilot plant is shown schematically in Figure
5. It was operated for 16 months to evaluate lime, alum, and
ferric iron coagulation and single and two-stage counter-current
carbon treatment. Aqua Nuchar A was the carbon selected for use
in this work. A second follow-on study of 15 months duration was
subsequently conducted.
Screened and comminuted raw wastewater was obtained from the main
Salt Lake City pump station discharge line. The desired flow
was pumped to the chemical treatment unit, a 12 ft diameter
solids-contact clarifier provided with a surface skimmer. Chem-
icals were added to achieve coagulation-precipitation and aid
flocculation and clarification. The settled solids were removed
and collected for gravity thickening and vacuum dewatering tests.
The chemically treated effluent then flowed by gravity to the
carbon contactors which could be operated either single-stage
(parallel) or two-stage counter-current (series). The carbon con-
tactors were 10 ft diameter solids-contact units. Powdered acti-
vated carbon was fed and maintained as a concentrated slurry.
Spent carbon was periodically withdrawn to control slurry concen-
tration. The spent carbon removed was gravity thickened in a
5 ft diameter unit and then dewatered on a 3 ft by 3 ft vacuum
filter.
16
the effluent from carbon treatment was filtered through a 3.5 ft
diameter granular media filter, The filter bed consisted of 1.5
ft of 1 to 1.5 mm coal over 1.0 ft of 0.6 to 0.8 mm sand. The
backwash water, containing spent carbon, was collected and
recycled back to the carbon contactors. The final effluent was
collected in a clear well and used for backwashing the filter and
as plant water.
It was found that single stage carbon contact in a slurry con-
tactor actually provided the equivalent of 2-4 contacts due to
the biological action occurring in the slurry contactor. Hydrogen
sulfide problems developed but could be controlled by maintaining
the solids detention time in the clarifier to three days or less.
However, the process developers concluded that two-stage counter-
current carbon contacting required less carbon than single-stage
carbon contacting to produce a given effluent quality in terms
of soluble COD and thus recommended the latter approach. Although
this appeared to be the case, the pilot plant results were not
precise enough to define the difference between the two types of
contacting modes with a significant level of statistical con-
fidence.
A clear choice of chemical for the chemical pretreatment step did
not emerge from the study. Lime was identified as the chemical
of choice for wastewaters low in alkalinity and high in phosphorus.
For a high alkalinity-low phosphorus wastewater either alum or
ferric chloride were deemed acceptable. It was noted that lime
had no consistent effect on soluble COD removal while both alum
and ferric chloride reduced the soluble COD by 40 to 50 percent
Although the lime sludge produced in the primary was found to
thicken and dewater more easily than the other chemical-primary
sludges, five to six times as much sludge was produced by lime
treatment than by alum or ferric chloride treatment. For the
Salt Lake City case, alum appeared to be the chemical of choice
Effluent phosphorous concentrations of as low as 0.4 mg/l were
achieved at an Alt3 dosage of 13 mg/l.
A carbon dosage of 75-300 mg/l was employed throughout this work
and was found to produce an effluent soluble COD of 15-30 mg/l
During the period June to September 1973, the pilot plant oper-
ating on a weak influent at a carbon dosage of approximately
100 mg/l was able to produce an effluent which averaged 3 mg/l
soluble COD.
Anaerobic biological action in the carbon contactors was believed
to contribute significantly to the removal of soluble COD in the
treatment system.
Thickening and dewatering of spent carbon were effectively
accomplished. ‘The spent carbon concentration of 25 to 50 g/l in
the carbon contactor blowdown was increased to 70 to 100 g/l in
a gravity thickener with a solids loading averaging 10/1b/ft2/day
18
The thickened material then was readily dewatered to 78 per-
cent moisture in a yacuum filter at rates of 6 to 9 1b/ft2/hr
About 0.2 percent cationic polyelectrolyte by weight was required
for conditioning to obtain about 90 percent solids recovery across
the vacuum filter and produce a readily dischargeable filter cake.
The Eimco pilot plant carbon furnace was of the same basic design
as used in the Battelle pilot plant, but was constructed by BSP
Division of Envirotech.
Infilco Studies7/®)"*
The Infilco Company conducted evaluations of the powdered carbon
treatment of secondary effluents and raw sewage. The first in-
vestigation, high rate solids-contact treatment units embodying
internal slurry recirculation were operated singly and in series
as powdered activated carbon sorption systems. Secondary (acti-
vated sludge) sewage treatment plant effluent was treated in a
30,000 gpd pilot plant using a slurry of activated carbon and a
cationic polyelectrolyte flocculation agent.
A two-stage counter-current system was used. Application of the
process involved series operation of two solid-contact clarifiers
of a type used widely for water treatment. Carbon was fed to
the second unit and a first-stage slurry was developed from car~
bon advanced from the second contact-clarifier. Spent carbon was
withdrawn from the system by blowdown from the first unit. To
protect the receiving stream from carbon lost during process
disruption, post filtration was provided.
Preliminary laboratory study of three powdered activated carbons
resulted in selection of Atlas Chemical Industries’ Darco S-51
for the pilot plant program and it was found that polyelectrolyte
flocculation was required to produce floc which settled well. A
study of 26 compounds disclosed that Dow Chemical Company's Puri-
floc C-32 was the most effective and it was used throughout the
pilot plant work. A polyelectrolyte dosage of 6-7 mg/l was
required for effective flocculation at carbon feed rates up to
140 mg/l while a dosage of 10 mg/l of C-32 was required at carbon
feed rates of 266 mg/l.
Slurry settling rates far exceeded requirements at the pilot
plant which was operated at hydraulic loads from 0.4 to 1.6
gpm/ft2 of clarification area. In spite of this, it was nec-
essary to reduce the pilot plant throughput when influent sus-
pended solids were high because of an inability to remove solids
as rapidly as they were accumulated within the system during
these periods.
The volume of system blowdown ranged from 0.05-0.1 percent of
the throughput. Its solids content of 13-22 percent by weight
should enable economical recovery of carbon for reuse by
reactivation without further concentration.
19
Pilot plant influent filtered COD averaged 27.2 mg/l and ranged
from 23-34 mg/l during the study. Two-stage counter-current
treatment with 67, 146, and 266 mg/l of carbon achieved respec-
tive reductions of 60, 72, and 84 percent, and residual CoD con-
centrations were 10.8, 7.4, and 4.4 mg/l.
A COD reduction of 65 percent and an effluent COD of 9.7 mg/l
was obtained in a one unit contactor system with a carbon dosage
of 140 mg/l.
Carbon loadings for the two-stage systems ranged from 9-24 mg of
BOD per 100 mg of carbon and a loading of 13.1 percent by weight
was obtained during single unit treatment.
In later work with screened and degritted raw sewage, Infilco
again utilized a two stage counter-current system composed of
solids contact clarifier units. This was essentially the same
30,000 gpd system utilized in the prior work with secondary
effluents.
Laboratory studies preceeded the pilot plant investigation in
order to facilitate selection of a powdered activated carbon and
a coagulant for use in the pilot studies. As a result of the
laboratory studies, Aqua Nuchar A was selected for use in the
major portion of the study, primarily on the basis of the price
differential between Aqua Nuchar A and Darco S-51.
None of the polymers studied in the laboratory were found to be
consistent in reducing supernatant turbidity to 10 JTU except at
very high dosages. Four polyelectrolytes were judged to be
superior to the others tested: Purifloc C-31, Purifloc C-32,
Primafloc C-7, and CAT-FLOC. Based upon price and handling con-
siderations, C-31 was selected as the primary flocculating agent
Later pilot plant operations incorporated alum as an auxiliary
flocculant in some instances.
During the pilot plant operations, each of the contactors was
operated at throughput rates of 0.5-1.5 gpm/ft? which corresponded
to carbon contact times of 35-12 minutes. Carbon (Aqua Nuchar A)
dosage was varied from 100-250 mg/1, polymer dosage was varied
from 2 mg/1-20 mg/l, and alum dosage was varied from 0-50 mg/l,
with high alum dosage corresponding to low polymer dosage.
Mean values of the influent CoD to the pilot plant for the various
operating periods ranged from 82.4 percent at a carbon dosage of
100 mg/l to a high of 92.2 percent at a carbon dosage of 200 mg/l.
It was noted that the final effluent had a perceptible and dis-
tinctive sour odor (not hydrogen sulfide) which was quite dis-
agreeable. In one comparative run using Darco S-51 carbon, no
substantial difference in effluent quality was evident.
20
No attempt to regenerate spent carbon was made in the course of
this investigation.
Jet Propulsion Laboratory (JPL) Study!
The JPL process is a two-stage counter-current adsorption system
using powdered activated carbon. A block flow diagram is shown
in Figure 6. Fresh activated carbon is mixed with wastewater in
the second mixing basin, settled and the entire mixture of
settled sewage solids and activated carbon is transferred to the
primary mixing basin. Settled solids and carbon are removed from
the primary settling basin, dewatered and transferred to a
pyrolysis reactor. The reactor produces activated carbon and a
burnable gas. The activated carbon is then recycled to the
secondary mixing basin.
Activated carbon is intended to serve two functions: 1) adsorp-
tion of organics and other pollutants, and 2) settling aid in
both the primary and secondary sedimentation basins. It is also
believed that the carbon acts as a filtration aid and prevents
compression of sewage solids during dewatering.
A trailer mounted pilot plant was constructed by JPL in Pasadena
and operated at Orange County Sanitation District Plant No. 1 in
Fountain Valley, California beginning February 1974. Typical
operating conditions for the pilot study are shown in Table 1.
Results reported in the paper by Humphrey et al.,% are summarized
in Table 2. These results were achieved with carbon from the
pyrolysis reactor at dosages from 300 to 600 mg/l.
The staff of the Orange County Sanitation District analyzed seven
runs in July-August 1974. ‘The results of the test data are sum-
marized in Table 3. The secondary effluent shown in the table is
unfiltered and it is believed by the Sanitation District staff
that secondary effluent standards (BOD = 30 mg/l, suspended
solids = 30 mg/l) could be achieved by chemical treatment with
ferric chloride and polymers or filtration; or by removal of fine
carbon in the feed.
A sample of activated carbon was dry screened into the following
size fractions:
Above 100 mesh
100 - 200 mesh
200 - 300 mesh
Below 325 mesh
Samples of degritted raw wastewater were treated with 600 mg/1
of carbon from these four size fractions and analyzed for COD at
various times from 0 to 30 minutes after addition of the carbon
The results of this test showed that, in the size ranges studied
21
abana
usw
aso0 Hod SSa00u¥d StoV-Tar “9 guNDIE
(uoqae9,
+ AbrougT
dnaxew)
Teop 93 7ubTT
'
'
(worseariod ! x0Kzxq
pur stsdtoz4a)} useta
Hourotes Axeaod SPETOS Serres
(Sutxezem0q)
ssetq 1931Td
(SPTTOS ¥0S~)
SpTTOs ebemag + -uoqzed
sours
-SPTTOS ,
abenos |
(eTpew pextH) aoTsTAeTD uotzequauTpas
ta &3taew! Kavu
sr tt Graeres | Aaepuoses feSTy BUTT
(4ra0TS_ SOT) (SPTTOS &6~) (P933T Hea)
uogze) pozeatjoy — epnts abemes abemas
+ woqre
22
TABLE 1
JPL PILOT PLANT OPERATED AT ORANGE
COUNTY SANITATION DISTRICT
PLANT NO. 1
Capacity: 7 gpm
Primary mixing: 6.25 hp mixer @ 1725 rpm
detention time = 28 minutes
Primary settling: overflow rate = 335 gpa/ft?
detention time = 86 minutes
Secondary mixing: 0.33 hp mixer @ 1725 rpm
detention time = 28 minutes
Secondary settling: equipped with 1 Microfloc
settling tube module, 8 ft,long
overflow rate = 385 gpd/ft
detention time = 86 minutes
Solids handling system: No equipment for continuous
sludge removal; therefore,
system shut down for batch
removal of sludge from
primary and secondary
settling basins
Dewatering: (1) Rotary vacuum filter, or
(2) Netzsh plate filter:
ll plates, 14 x 14 in. a
total filter area = 32.7 ft
Pyrolysis reactor: 8 in. ID stainless steel tube
equipped with an external gas
fired jacket
bed temperature = 1800°F
23
£6 L070 To°T putz
88 z00°0 9t0°0 AeATTS
£9 €T'0 zero TexOTN
el so°o Tz'0 eet
L6 Lt0°O blo aeddop
on 9e70 670 wn qwo2rys
v8 92070 ogo wn tupes
46 9 eT zet pueursd uebixo
[eotueyoota
s6 z L be eseorp
oot 0 ToT 86z SPTTos
pepuedsns eTT3eTOA
66 T Ltt vor SPTTOS
pepuadsns Te30%
Tesowsy stesteq —(PezeaTTa) JeNTIIa auentssa = UONTFUT weqsweIed
Axepuoses Axepuooes
T/pu “UOT FeT\USOUOD
«SLINSHY LNVId LOTId Tar
@ aleve
24
sutseq 5uTT33e5 Arepuooes wory vogreo pue spTTOs eHemes peT339S - IS 9eSe
stp cer
. zeyonN
zs L6 vLT 86 yet 7SS 98 zet 49k 3 oozed oozed oT 9% “baw
THe 69s
RySDN
Ts 9 922 88 vet vee SE ze TES oozed TS 998 L 6t ‘Baw
r6e ozo
zeyonNn
tS L6 «= 9@Z_—s5-10 percent). Refuse when
pyrolyzed and activated results in significant ash concentrations
in the product carbon (>70 percent). Lignite coal was selected
for use in the process since it represents a source of low ash
carbon with activation comparable to commercial activated carbons
and also provides at low cost the necessary makeup energy to the
system for operation of the calciner and flash dryer
46
Sight Glass
r/c
ee
Preeboara
Tc
Thermocouple
we
Dewatered’
Carbon Cake
Injection To
P/L
I
r/c &
[meee
P/T (Pressure
Indicator)
) P/E Natural Gas
Z|.
Burner Chamber
Fire Box
Off-Gas
Recycle
TABLE 9
FLUIDIZED-BED FURNACE RESULTS
EIMCO PILOT STUDY
Run_ Number 6 2 8 9 a
une July Sept Oct Tov
Run Date, (1973) 37-18, 18-20, 1413, 8-10, 223,
Pretreatment chemical Alun Feciy_—=«Fecly_—«Fecly— Alum
Operation Principal GR? OGR ocr (OG, cock,
Feed Point (from Bed
Floor), ine. 18 18 a8 as 18
Sand Bed Depth, in:
Static 2 22 36 . .
Plaiai: - aay 48+ 7 7
Sand Size, US Mesh 16x30 16x30 «16x30 16x30 16x30
Gas Flow, Sceu:
Burner Air 80 90 8s 90 93
Burner Gas 8 9 9.2 10 10
Off Gas Recycle 70 60 75 80 90
Gas Velocity, ft/sec:
Botton of Bed 2.0 2.2 22000 27 29
Preeboard? oe Lo tgs! tT Lat
Run Length, hr 0rd 2 egos cir 2 eter aero)
Feod Fate, dry Ib/hr 1 27 37 16 a
Moisture in Feed, ¥
by weight 78 16 ices Er
Average Temperature,
ce
Frecboara uu3o-«1330- 7014701470
Sand Bee 4250 1400-1250 1ss0 1850.
Firebox 1900 1970602000» 2000
Average Pressure, in.
of 0:
Freeboard “4 3 3 a °
Firebox 37 64 n 70 68
Average 02 Content of
Stack Gas, ¥ by
Volune 0.3 o3 0.3 0.0 on
Fixed Carbon Recovery,
’ 200 78 93 100 16
3 off cas recycle
b= includes water vapor
ce - estimated
48
‘the inclusion of a flash dryer is considered extremely important
for achieving high thermal efficiencies (70 percent) for carbon~
se age sludge drying, pyrolysis and activation with an indirect-
fired rotary calciner. JPL concluded that although direct~fired
furnaces such as rotary kilns and multiple-hearths provide high
thermal efficiencies independent of a flash dryer, they are sub-
ject to high powdered carbon losses in the stack gases as well as
high carbon oxidation losses from air leaks and/or oxidation
flames. In addition, they felt that the multiple-hearth units are
expensive relative to rotary calciners. Preliminary cost evalu-
ations suggested a factor of 2 to 3 difference in installed
equipment costs. Other cost factors such as equipment life and
maintenance charges alter the impact of initial equipment cost
differences on the overall process economics
Pyrolysis and activation tests were conducted in pilot test equip-
ment including direct fired rotary kiln, indirect-fired rotary
calciners and multiple-hearth reactor, Table 10. Initial testing
was conducted at Versa-Tech, Louisville, Kentucky, in a 6 1/2 inch
I.D. by 7-foot long by 3-foot electrically heated rotary calciner.
Feed rates were at 5.7 to 9.7 lb/hr of wet (31-48 percent mois-
ture) carbon-sewage with a retention time of 9 to 14 minutes at
wall temperatures of 650-760°C. Steam activation was low because
of operational problems with the amount and temperature of steam
injected. However, despite the mechanical problems of operation
carbon-sewage sludge was pyrolyzed and activated. Activation was
low. Iodine absorption was measured at 288 to 367 mg/gram carbon
The low activation was accompanied by a corresponding high yield
of carbon, 98 to 127 percent based on the activated carbon feed
Later tests were conducted at the Combustion Engineering test
facility at Springfield, Ohio. An uninterrupted 50 hour test was
conducted on a 6 1/2 inch I.D. by 11-foot long, 6-foot natural
gas fired rotary calciner. Feed rates were 8 to 10 lb/hr with
a very wet (73 percent moisture) carbon-sewage. Temperatures
were varied from 600 to 900°C, solids retention time from 10 to
20 minutes and steam rates from 0 to 1.3 lb/hr. The resulting
carbon activation had an iodine adsorption of 330-590 mg/gram
carbon. Yields were from 65 to 125 percent based on activated
carbon feed. Hourly samples were taken of product carbon and
analyzed for iodine adsorption and ash content, Product dis-
charge was segregated and weighed on an hourly basis. Very close
monitoring of the operation was achieved. Initial operation was
at 600°C and then increased by 100°C increments. It was readily
evident that temperatures below 800°C were inadequate for
pyrolysis and activation. The product carbon especially at the
lower temperatures of 600 and 700°C retained some of the sewage
odor and showed very low activation. Test results in the region
of 800 to 900°C were very promising for obtaining good pyrolysis
and activation. At 15-minutes retention time and 830-850°C
there appeared to be a threshold rondition for carbon activation
49
set-oe 009-086
fuon obser pue
axeor aye wend
sainsay oATaeban
ser-so oss-ore
ayat 9 - ems
Deosé-or9 = “dae se) TWrOR/qT 9005 “24/aT SL
pw dee worswoqoN 9 evens ‘amaeTon
worreredo o-2-5:0 sber0s/,uoRte
D.080 - “dss, ayat o€
une on. woyseunen #prTos veg - armasrow
woraezefo m2 fonts "beng uae)
[ny/¢33 1-1 ‘usfoxatH
Swat ¢°1-0 Taras
2006-009 = “hess, $PTTOS svat 0
uyw de-or worqaved sPFTOS neg = eames
woraesodo 24 05 8°T-9°0 *968n9s/,uo9rD
eas ot *abox4eH
‘ri/at pono “wean
e094. '059"~ uae 50
2.098 '000 = “dru 11H aya U6 = 15
uuu FE-6 ‘uoFauoe sPtL0s Mes assim
ot * (ur uoqzes
290 WORE) = BIOTA AZ
(wez6,t yop
= “sae ourper) 09-9 szea-1
perta 529
reamsen ao9z1a “20etd UE
sunawou 2/t z Wanm soeuang
waren 9 x ca “Ur oe
no *proys6urs4s
Serzsourbug uorasnceog “uTTa
‘Kavioy partde#09 TEIN
boot az ate “arn “ur St
0
provséurids ‘buyseout6e3
uoynencmen aUsOTED AI0I08
remen 7 9
suot az tex a'r “ur ct 9
poveon Arteatssoora 33
Loe-n02 omi/s c= teu SCT Feet tOBEROS/ uORED BIO AT Cx “OT “UT z/t 9
¥ 57tay BIT RIO SF OTA HST
pen curpor Sbenos-oaze9
aararaow
ToS FUPTTNOSH
INGWAINOI LS LOIId NI GOWMAS-NOMYVO JO NOILWAILOW GNW SISATONAE
ot sTav,
50
A temperature of 850°C indicated significantly higher activation
and lower yields than operation at 830°C. Increased
retention time (20 minutes) at 830°C was found to increase the
extent of activation but not as greatly as a temperature increase
from 830 to 850°C.
A short duration test was attempted in a 15-inch diameter by 12-
foot long natural gas, direct-fired rotary kiln. Feed was 30 1b/
hr for a 10 minute retention time at 850°C. This test was unsuc-
cessful but it did emphasize some negative aspects of the direct-
fired rotary kiln for carbon-sewage pyrolysis and activation.
Approximately 5000 pounds of wet carbon-sewage sludge (58-72 per-
cent moisture) was used for 66 hours of operation of a multiple-
hearth reactor at Nichols Engineering and Research Company,
Belle Mead, New Jersey. Tests were conducted in a 36-inch I.D.
by 6 hearth reactor with the top 3 1/2 hearths removed. This
change allowed operation at a feed rate of 75 lb/hr. A dry
cyclone on the exhaust gases provided for capture of powdered
carbon leaving the multiple hearth with the exhaust gases.
This was followed by a water scrubber and afterburner. Operation
of the multiple hearth was carried out with the after-burner both
"on" and "off." Approximately 5 to 20 percent of the product
carbon was recovered in the dry cyclone and wet scrubber as carry~
over from the multiple hearth by the exhaust gases.
Initial operation of the multiple-hearth was conducted at a com~
bustion gas temperature of 950°C with the bed temperature 100°C
lower. Under these conditions, activation of the carbon was high
iodine adsorption was greater than 1000 mg/gram carbon, but yields
were low (70 percent or less, yield based on activated carbon
feed). To improve carbon yield, gas temperatures were reduced to
840°C. Carbon activation was accordingly reduced, iodine adsorp-
tion was reduced to 350 mg/gram carbon, and yields increased up to
126 percent (activated carbon feed). The combination of feed
rate and rabble arm rotation at 1 RPM provided approximately 30
minutes solids retention in the multiple hearth. Care was exer-
cised to maintain the multiple hearth at a slightly positive
pressure to eliminate air leaks. Burners were kept slightly
fuel rich (up to 10 percent excess fuel) to maintain a reducing
flame. With these provisions, the test results of carbon acti-
vation and yield from the multiple-hearth reactor corresponded to
that obtained in the rotary calciner. Since the combustion gases
firing the multiple hearth contained approximately 20 percent
moisture, no need was found for separate steam injection
Achieving carbon activation was not a problem with proper acti-
vation temperatures.
Gas samples of off-gas were obtained from the gas holder at Versa~
Tech in the operation of the electrically heated rotary calciner
and also from the off-gas line of the gas-fired rotary calciner
51
at Combustion Engineer's test facility. The gas analyses are
presented on a dry and nitrogen free basis in Table 1l. The
energy value of this gas was approximately 300 Btu/ft3.
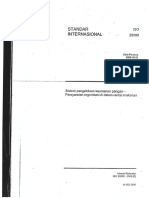
MULTIPLI
EARTH FURNACE
Multiple-hearth furnaces of the type illustrated in Figure 16
have been used extensively for the regeneration of granular acti-
vated carbon, Although it is known that Nichols Engineering and
Research have carried out some studies on regeneration of spent
powdered activated carbon used in municipal wastewater treatment
no published information could be discovered on the use of this
system to regenerate powdered activated carbon. However, a
multiple-hearth furnace is under construction at DuPont's Chambers
Works Plant for regeneration of spent carbon from the PACT pro-
cess. DuPont selected this method after detailed study of several
alternative regeneration techniques.
TRANSPORT sysTEM?‘~36
Westvaco Corporation has developed and commercialized a patented
method for powdered carbon regeneration (U. S. Patent 3,647,716).
A 20,000 1b per day unit was placed in operation at Covington,
Virginia, in early 1971 to regenerate spent carbon from corn
syrup refineries. A schematic of the system is shown in Figure
7s
Spent carbon feed at Covington is a sticky solid of approximately
50 percent moisture exhibiting extremely poor flow properties
To assure reliable feeding, a bin activator is utilized to with-
draw spent carbon from a 24 hour storage tank. The bin activator
serves a weigh belt feeder which in turn discharges the metered
feed through a rotary air lock and into a pneumatic mixing tube.
‘The carbon is dispersed and suspended by a metered oxidizing air
stream and pneumaticaly conveyed to the top of a vertical venturi-
type section inside the furnace. Steam may also be utilized as
the oxidizing stream on carbons with low organic loading. High
velocity, high-temperature flue gas enters just below the venturi
section and intensively mixes with the carbon-water-air stream
above the venturi, resulting in instantaneous heat transfer and
optimum gas/solid contacting.
The reactor process steps are drying, volatilization of organics,
burning of volatiles, and steam activation of residual carbon
These steps occur almost simultaneously in the reactor above the
venturi section in the space of a few seconds. The steam
selectively activates any carbon residue left in the carbon micro-
pore structure. Overall reactor temperature for these steps is
1,750 to 1,850°F, depending on spent carbon loading
52
+s3Insoy qsey SutzecuTbua
‘UOTysNquod ‘CL/6Z/p
FSRTNSOY YOSL-eSISA 'GL/EC-0Z/Tas
TOyEM /UIBhOTITN TOF Po3D2ITIODy
186 9"s8 S76 er98 ores 68e Butgunosoy Te30%
£70 - - - - - ufo
ere - we - - - Pye
- zo zo - zo - urs
wet TLt Loot zat Lt0z eret 9
€-0T ort vet zret “79T so-et Yu
UT v0 zo zo z0 zo Zo
zyy Lr8e ortp orve roe 6It en
ead zat oret T6t srt - “00
SL 762, SL/EC/-S__SU7ee7t=b _ L747 T=E__ Loe 7-2 __ SL7oz7T=T- TW TON) ¥SO5ED-376
sv9-da0
yvoved 3S9L
NOLLVAILOV GNY SISATOWAG
SOWMAS-NOgYVO JO SISATIVNY HaVEDOLVWONHD sv
Tl aTave
53
CARBON GAS
IN out
HEARTH
1
RABBLE ARM
2
3 RABBLE TEETH
CARBON
FIGURE 16. CROSS-SECTIONAL VIEW OF MULTIPLE HEARTH FURNACE
54
WHESAS NOTLWYENEDAY NOMYVO GAYIGMOd OOVALSEM SHL dO OTMWWSHOS “LT auNOTE
(91sd $) arent
38NL ONTXIN
DLLvWn aNd
907 ¥I¥
4303341739 HOTaM
YOLYATLOW
NIg
39v¥OLS
0334
In the 10-ton per day unit at Covington, no more than 1 1b of
carbon is suspended in the furnace at any instant, allowing almost
immediate response to control changes.
Good control of the sorptive activity of the regenerated carbon
is maintained by careful attention to temperature, feed rate,
and the air-to-feed ratio in the reactor. Once the proper con-
ditions of feed rate, temperature and firing rate have been set.
the process is reported to be extremely steady, and only minute
trimming adjustments are necessary to hold the activity and yields
in the desired range. Loadings of organic impurities in the range
of 10-50 percent of the weight of the original carbon can be
burned off with very little loss. It is generally possible to
keep yields in the range of 75-95 percent, with lower loadings
favoring higher carbon yields. For corn syrup spent-carbon, a
yield relative to the amount of original carbon used in the pro-
cess is about 80-90 percent.
Suspended particles at 1,800°F exit the reactor via a horizontal
refractory-lined duct to a downflow evaporative cooler in which
the gas stream is cooled to 450°F with a three-compartment glass-
cloth bag filter. The carbon is continuously discharged by air
locks, conveyed by a water-cooled screw conveyor, and screened
for any foreign material. A pneumatic conveyor then delivers the
regenerated carbon to bulk storage tanks.
Due to the high steam volume, all interior surfaces in the bag
filter must be kept above the gas dewpoint. Dry collection was
selected at Covington because the product is shipped to users by
rail. Wet scrubber collection is considered practical and
should result in capital savings if carbon is used onsite and
stored in slurry form.
By July 1973, the Covington operation was treating 12.5 tons per
day of carbon from two corn syrup refineries with plans to serve
as many as seven refineries in the near future. The operation
of the regeneration furnace is now considered routine and is con-
sidered to be a part of the production capacity at Covington.
The major problem, now overcome, arose during the initial oper-
ation and was related to slagging. Some of the slag was
resulting from silica filter aids used in the corn industry
This problem was resolved by shutting down the furnace once per
week and removing the slag (about 100 1b per week) from the
bottom of the furnace as a routine function. The other initial
source of slag was found to be caused by leaching of nickel
from the stainless-steel shell. This has been solved by instal-
ling refractories within the shell.
The Westvaco transport system for powdered carbon regeneration
was piloted in conjunction with a pilot study of the DuPont
PACT process. In this application, a mixture (approximately
56
50-50) of waste activated sludge and powdered carbon were supplied
to the furnace. No data on the pilot study were made available
for use in this study.
WET ATR O:
zimpro, Inc., has investigated the feasibility of applying their
Wet Air Oxidation process to regeneration of powdered activated
carbon used in wastewater treatment. The regeneration process
developed by Zimpro is shown in Figure 18
The flow scheme for carbon regeaeration is similar to that used
by Zimpro in the wet air oxidation of sewage sludge and industrial
wastes. Spent carbon is withdrawn from the wastewater contact
system and concentrated by gravity thickening.
Thickened spent carbon slurry at approximately 6-8 percent solids
is pressurized to system pressure, mixed with compressed air and
heated to a reaction temperature in the heat exchangers. Heated
air and spent carbon slurry are conveyed to a reactor where
selective oxidation and a consequent temperature rise occurs.
Hot spent gases and regenerated slurry continuously pass out of
the reactor through the heat exchangers where they are cooled
while heating the incoming slurry and air. Cooled gases and
regenerated carbon slurry are released directly back into the
wastewater flow stream via a pressure control valve. The regen-
eration system is designed to be thermally self sustaining so
steam injection from an auxiliary boiler is required only during
start-up.
The system temperature is maintained in the 390-470°F range at
a pressure of 700-750 psi. Temperature can be controlled by
bypassing the heat exchanger or by multiple point air addition
Turbulence created by air addition is thought to prevent and
breakdown scale in the system, thus providing a self cleaning
feature. Tt also improves the heat transfer
zimpro has reported on several pilot and full scale projects
which have involved the use of wet air oxidation for carbon
regeneration. n one of these the wastewater treatment involved
a CBC process that utilized powdered activated carbon and
bacteria indigenous to sewage in a conventional activated sludge
type flow scheme. The raw waste was a domestic sewage with a
variety of industrial contributions. Spent carbon, consisting
of about three parts of activated carbon solids to one part bio-
mass was regenerated in a con:inuous wet air oxidation unit
During an in-process study, several regeneration conditions were
applied, the one of maximum severity resulting in a fixed carbon
loss of less thsa nine percent. Solids were isolated from the
regenerated carbon slurries, dried and examined for response to
four selected chemical tests. ‘able 12 shows the results.
57
WWHOVIG MOTd NOT“VUSNGOTY NOGYVO OXEWIZ “gl aUNDTa
WALSAS LNSWLV38L
( > Nasu? OL
yOLvavdas
sve
$$3140109
BOLYYIN39
woLovay
dund
NOTLY¥3N3934 y
Noguyd sontv
WuOLs
KYU TS juugis
Noguvd LN3dS
58
The progressive increases in all relative efficiencies shows that
the activated carbon, although loaded with impurities and mixed
with biomass, can be processed by a continuous wet air oxidation
reactor to give regenerated solids responding well to classical
activated carbon tests. Relative efficiencies for methylene blue
erythrosin, and molasses color are restored to a greater extent
than that of iodine.
The ash content change was from 6.0 percent to about 11.0 percent
in each case.
In the second study, a full-scale chemical-CBC treatment was con-
ducted by slightly modifying the conventional primary-activated
sludge plant. The wastewater was a domestic sewage heavily
loaded with a paper mill waste containing clays, titanium
dioxide, and polymer latex. ‘Treatment with alum and soda ash to
neutralize the alum was accomplished prior to the CBC process
The spent carbon slurry was regenerated by a continuous, full-
scale wet air oxidation unit under three conditions with fixed
carbon recoveries of 97, 97, and 91 percent. Table 13 shows the
results of the four chemical adsorptions and BET total specific
surface determination.
59
TABLE 12
PROPERTIES OF REGENERATED CARBON
FROM A BIO-PHYSICAL PROCESS
Condition A B ¢ D E
Adsorbate Relative
Efficiencies, %
Todine 24.0 29.2 30.4 52.9 56.3
Methylene Blue 24.2 24.2 31.2 63.3 65.3
Erythrosin 38.8 35.6 50.6 82.0 129.0
Molasses Color 65.7 74.2 83.5 9447 95.7
Percent Ash in*
100% Dry Solid Ulel 0 11-1 10.8 11.0 1.4
*Parent Carbon percent ash, 100 percent dry solid basis =
6.08
TABLE 13
PROPERTIES OF CARBON REGENERATED FROM A
CHEMICAL BIO-PHYSICAL PROCESS
Condition A B c
Adsorbate Relative Efficiencies, &
Iodine 32.8 48.9 57.6
Methylene Blue 68.5 95.7 119.6
Erythrosin 46.5 91.0 95.4
Molasses Color 85.6 90.8 93.9
Recovery of BET Surface, % 58.6 52.8 74.8
% Ash, 100% Dry Solid Basis 68.0 68.2 75.3
60
SECTION 6
BASE CASE SELECTION
At the beginning of the program, available published literature
on powdered activated carbon wastewater treatment and regeneration
technology was reviewed and pertinent data extracted. Following
review of the data, personal contacts were made with firms and
researchers responsible for original development studies on
powdered activated carbon treatment and regeneration systems.
These personal contacts involved both telephone interviews and
site visits. Organizations contacted during the course of the
program are as follows:
cPc International
EI DuPont de Nemours & Company
Envirotech Corporation
Facet Enterprises, Inc
ICI United States
Infilco
Jet Propulsion Laboratory
Neptune Microfloc
Nichols Research and Engineering
Orange County Sanitation District
University of Washington
Westvaco Corporation
Zimpro Incorporated
The activities of these organizations as related to powdered
activated carbon technology have been previously discussed
Interviews with individuals active in the field provided addi-
tional insight into the intricacies of the various technologies.
61
Prior to commencing the study, it had been hoped that a single
base case could be selected for the economic analysis. This
selection was to be based on technical evaluations of the merits
of the various technologies. It soon became obvious, however,
that selection of a single base case, while possible, would not
provide the comprehensive analysis desired. No one process
scheme clearly exceeded all others in performance. In fact, most
of the processes reportedly were capable of producing high
quality effluents. Moreover, the characteristics of the various
processes are vastly different and the development efforts have
proceeded along distinctly different lines at different locations.
Therefore, it was decided to perform the economic analysis for at
least one IPC system and one CBC system. After more detailed
evaluation, two IPC systems and one CBC system were finally
selected as discussed below.
A similar problem exists with regard to evaluating the quality of
carbons regenerated by different techniques. Although data exist
on losses and recoveries of quantities of carbon in different
regeneration systems and under different operating conditions, no
standard test exists by which the effectiveness of regenerated
carbons in wastewater treatment can be measured. None of the
classic tests such as iodine, phenol, methylene blue, erythrosin
molassess color, or BET can be used to accurately predict the
performance of activated carbon in any of the wastewater treatment
processes studied. ‘Therefore, the evaluation of various carbon
regeneration studies carried out at different locations under
different circumstances is extremely difficult.
IPC SYSTEMS
‘Two stage countercurrent contacting theoretically provides for
the most efficient use of powdered activated carbon. Both Infilco,
in their work and Eimco, in their work on chemically clarified
raw sewage, employed this approach as did studies on secondary
effluent treatment conducted by the EPA at Lebanon, Ohio.?® Thus,
it was considered important to include a two stage countercurrent
system in the economic analysis. Of the development efforts
incorporating this approach, the Bimco study represented the
largest scale pilot operation, generated the largest body of data
operated for the longest period of time, and was the only program
in which carbon regeneration was carried out on a large scale
It also represented a system in which phosphorous removal was
accomplished. Therefore, one of the base case systems was
patterned after the Eimco flowsheet,
The Battelle-Northwest process was also selected as a base case
system because it represented a widely different approach which
had been successfully piloted on a large scale. This process
being a single stage, short detention time type system represented
a low capital cost approach. In addition, a large body of data
existed for use in this study.
62
The JPL system was not chosen as one of the base cases for several
reasons. Only a limited quantity of data was available to this
study. In addition, a larger scale demonstration program will be
underway in the near future. This program should generate much
better information on design and operating parameters, and process
performance than is presently available. Thus, it was concluded
that detailed analysis of the JPL system should be delayed until
completion of the demonstration program.
cBC_SYSTEMS
Only a limited quantity of data, much of it unpublished and most
of it on the bench scale, is available at this time on the contact
stabilization-powdered activated carbon system. Based on work to
date, this approach appears to be very promising but was not
considered to be at a stage of development for consideration in
this analysis.
DuPon't PACT process, Zimpro's bio-physical process, and ICI's
several studies have many similarities. The liquid treatment
scheme is the same basic concept in all cases. However, most of
duPont's work has been with industrial wastes. Zimpro, on the
other hand, has generated much data on municipal waste. Therefore,
the base case selected for the economic analysis was patterened
most closely after Zimpro's bio-physical system. It should be
recognized, however, that the main difference is in the regeneration
systems and thus the economic analysis of the liquid treatment
system should provide insight into the PACT process economics and
activated sludge-powdered carbon systems in general.
REGENERATION SYSTEMS
For each of the base systems, the regeneration system utilized in
the original developmental work was maintained for the economic
analysis. This provided a system for which actual field data
existed for a regeneration system working in concert with a
treatment system. Thus, a FBF was selected for the Battelle and
Eimco systems, and a wet oxidation system in the case of the CBC
system.
Although pilot data was generated for the transport system, work-
ing in conjunction with the DuPont PACT process, it was not made
available for use in this study.
Nichols Research and Engineering provided information which enabled
an economic analysis to be performed for the multiple hearth
furnace for all of the base case processes. CPC International
did the same for the AST system. Tt should be noted, however
that actual pilot plant experience for these two systems working
in conjunction with the various wastew-‘or treatment systems
does not exist and that ther: in 1 tree e of uncertainty
63
in the economic analyses in these latter cases. For the multiple
hearth furnace full scale operational experience will soon be
forthcoming at duPont's Chambers Works.
In summary, three thermal regeneration processes and the wet
oxidation process are included in the analysis.
64
SECTION 7
PROCESSES EVALUATED
In order to determine the economic competitiveness of powdered
activated carbon processes in the municipal wastewater treatment
field, the costs of the following processes were evaluated for
plant capacities of 1, 5, 10, 25, and 50 MGD
* Activated sludge, conventional.
* Activated sludge, single stage for nitrification
* activated sludge, conventional followed by chemical
coagulation, sedimentation, and filtration.
¢ Granular carbon treatment of chemically coagulated,
settled, and filtered raw wastewater
* Powdered carbon treatment of raw wastewater in a two-
stage system as developed by Eimco.
* Powdered carbon treatment of raw wastewater in a
single-stage system as developed by Battelle-Northwest.
© Powdered carbon addition to the aeration basin of the
activated sludge process in a bio-physical process.
The assumed raw wastewater composition is shown in Table 14.
Table 15 presents estimated effluent quality parameters for pri-
mary treatment and for the other processes evaluated. This table
should be used with caution since the values given are only esti-
mates. A higher degree of uncertainty exists in the case of the
powdered carbon systems since the estimates were derived on the
basis of extrapolations of data generated in developmental studies
Process flowsheets and design parameters are given in the next
section with the corresponding economic data.
65
TABLE 14
ASSUMED COMPOSITION OF RAW WASTEWATER
(VALUES IN mg/l UNLESS INDICATED)
Raw
Sewage
Solids, Total 700
Dissolved Solids, Total 500
Fixed 300
volatile 200
Suspended Solids, Total 200
Fixed 50
volatile 150
Settleable Solids ml/1 10
BoD,-20°C 200
‘toc 200
cop 500
Total N 40
Organic N 15
Free Ammonia 25
Nitrites 0
Nitrates 0
Total P 10
Organic P 3
Inorganic P 7
66
Bt - - - - & - - (1/pu)
x-fon
€ ez ez ee ez 1 €@ sz (pa)
nan
Be sz sz sz se sz sz ze (r/suy
N Te20%
“9 “9 £0 ca) To “9 we 86 (1/600)
@ Teron
oz or ot L so st se o (1/50)
sprites ©
popusdsns
oz oz oz oz st st sz ort = T/u) cos
Sseoorg ~Sse00xd Bees0%d “WeISAS wOTIETITTT pue WOTIEOTITATIN “SBPATS JuSuyeOTT
Teotséyd-org oTTea3eq cout —uoge)_-—=—sUoFaeTNBEOD e6pnts peveataoy Azewr za
aeqnuez) ue eBpnts poqearaow
poqeatiow,
SOTLSTUSLOWAWHD ALITWAO INSNTSST SsaOOUa GALWWILSE
ST STavL
SECTION 8
PROCESS ECONOMICS
BASIS FOR COST ESTIMATES
The Appendix contains the cost curves used as the basis for cost
estimates in this report. Some of these curves were developed
for EPA by CWC under Task Order 3 of EPA Contract 68-03-2186.
Many other curves were developed specifically for this evaluation
The cost curves are based on fourth quarter 1975 cost levels.
The capital cost curves for each unit process do include an
allowance (25 percent) for contractors overhead and profit and a
15 percent contingency allowance. In addition, each includes an
allowance for a proportional share of overall plant electrical
system costs. Experience indicates that a 15 percent allowance
for electrical system costs is reasonable. Blanket application
of this allowance to each unit process may result in some
inequities in electrical system cost allocation among the unit
processes but when the treatment system cost components are
added together, any such inequities will be balanced. Also, each
unit process includes a 15 percent allowance for miscellaneous
items to account for items associated with a unit process that
would be defined in a unit takeoff from construction drawings for
the entire plant but which cannot otherwise be accurately defined.
Construction labor was estimated from the Richardson Estimating
and Engineering Standards. In some cases, the labor required to
install manufactured equipment was estimated by the manufacturer.
Where such estimates were not available, the cost of labor for
equipment installation was estimated as 35 percent of the equip-
ment costs. ‘The capital cost curves presented do not include an
allowance for costs of engineering, legal, fiscal, administrative
financing during construction, or yardwork related to inter-
connecting the various unit processes. These factors are added
to the subtotals determined from the curves.
The following sections present the detailed cost estimates for
each of the processes evaluated. The report then concludes with
a section which analyzes the relative economics of the various
processes. Because the powdered carbon processes have not been
widely applied and experience is largely on the pilot scale, the
potential effects of changes in the assumed critical design or
operating parameters and costs are also discussed.
68
Some assumptions are common to all
of the processes. It was
assumed for the comparative, base cases that all sludges would
be incinerated for all alternative
processes. The potential
impact of other methods of waste sludge disposal on the relative
economics is discussed in the last
eral administrative O&M costs (management
analysis, yardwork, etc.) were not
natives. The differences in these
would be small (or non-existant in
significant effect on the relative
Land costs are not included in the
discusses the impact that relative
various alternatives could have on
section of the report. Gen-
clerical, laboratory
included in any of the alter-
costs between alternatives
many cases) and would have no
economics of the processes.
base cases but the last section
space requirements of the
the relative economics based
on varying land values.
ACTIVATED SLUDGE, CONVENTIONAL
Design Basis
The activated sludge system schematic is shown in Figure 19. The
major unit processes are primary sedimentation, activated sludge
aeration and secondary sedimentation, chlorination, gravity
thickening of primary sludge, dissolved air flotation thickening
of waste activated sludge, vacuum filtration of the two thickened
sludges, and incineration of the dewatered sludges. Effluent
filtration and ultimate sludge ash disposal were not included in
this analysis. Provisions for standby units were not included.
The design conditions for raw wastewater characteristics and the
primary sedimentation tank design with expected primary effluent
quality are shown in Table 16.
Using these primary effluent data and McKinney's model,*? the
activated sludge system design criteria were developed. The
aeration system design was limited to a maximum oxygen uptake
rate of 70 mg/l/hr. A mean cell residence time of five days was
used. ‘The return activated sludge pumps were sized for a one
percent sludge concentration and completing a system solids
balance. The secondary sedimentation basins were sized based on
hydraulic overflow rate of 600 gal/ft2/day at average flow.
The resultant design parameters are shown in Table 17. The
chlorine contact basins are sized for a 30 minute detention time
at peak dry weather flow (PDWF, 1.5 times design flow). A
dosage rate of 10 mg/l was applied to the PDWF for sizing feed
equipment.
The gravity thickener sizing is based on a solids loading of
20 1b/£t2/day. Solids concentrations of five percent (influent
and ten percent (underflow) were assumed.
69
OLIWWEHOS SSAOO¥d AOGNIS GELWAILOV ‘6T TuNTS
‘TWsodsi OL HS¥
+
1
L
NOLvYSNIONI
T
300MS 03431VM30)
wand
wona¥A
wagon asams enavonl von
romana ay Te ee sin
sans ivy ais
TE __snems oarmusy wnios
L
a ree LN ae
fu
NouwaNamaas
‘#0N093S
anamas3
aaiv3uL
/NouMiNawas
UaAVAaIsYR
AU wee
1
'
1
wounse Lb
NOUN
70
TABLE 16
DESIGN CONDITIONS FOR ACTIVATED SLUDGE
PRIMARY SEDIMENTATION UNIT
Raw Wastewater:
Suspended Solids
Volatile Content
BoD,
TemBerature
Peaking Factor (Dry Weather
Primary Sedimentation Design Parameters:
Surface Loading @ Average Flow
Suspended Solids Removal
Sludge Concentration
BOD, Removal
Eetfuone Bob,
7
200 mg/l
75 percent
200 mg/l
20°C
1.5
800 gpd/ft2
65 percent
5 percent
30 percent
140 mg/1
TABLE 17
ACTIVATED SLUDGE SYSTEM DESIGN PARAMETERS
Design Parameters
Activated Sludge
Aeration Basins
F/M, lb BOD,/1b MLVSS 6.355
MLVSS, mg/1. 3,150
Hydraulic detention time, hr 4
Mean Cell Residence Time (MCRT) days 5
Sedimentation Basins e
Surface loading, gpd/§t” @ ADWF 600
Solids loading, 1b/ft*/day @ PDWF <35
Return activated sludge, percent of
influent flow 46
Return activated sludge concentration
percent 1
Chlorination
Detention time @ PDWF, minutes 30
Dosage, mg/1 lo
Gravity Thickener (Primgry Sludge
Solids load, 1b/£t*/day 20
Solids concentration in, percent 5.0
Solids concentration out, percent 10.0
Dissolved Air Flotation Thickener
(Waste Activated Sludge)
Solids loading, 1b/ft?/day 20
Solids concentration in, percent 1
Solids concentration out, percent 3
vacuum Filtration o
Solids loading 1b/ft*/hr hr 3
Polymer dosage 1b/ton 18
Solids concentration out, percent 16
Run time, hr/day 20
Multiple Hearth Incjneration
Loading, 1b/£t*/hr 6
Downtime, percent 30
72
The dissolved air flotation thickener sizing is also based on a
20 1b/f£t2/day solids loading. This solids loading was chosen
so as to avoid the need for chemical thickening aids. Solids
concentration of one percent (influent) and three percent (float
are assumed.
The vacuum filter sizing is based on a 3 1b/ft?/day solids
loading and a 20 hr/day runtime. The polymer feed systems for
the vacuum filters were sized based on 18 lb of polymer/ton of
ary solids.
Using a dewatered sludge concentration of 16 percent, the multiple
hearth incinerators were sized for a 6 1b/ft?/hr loading (wet!
solids basis) and a 70 percent operation runtime
Unit process component sizes are summarized in Table 18. The
only exceptions to the above criteria are the solids thickening
and dewatering equipment for the 1 MGD design. The thickeners
sized for the 1 MGD plant were smaller than available equipment
so both primary and waste activated sludges are combined and
thickened by gravity.
Costs
The capital and operation costs for the unit processes shown are
developed through a review of the costs of actual plant construc-
tion and operation, equipment cost data from manufacturers, and
published cost data, These generalized cost curves should not
be used for estimating a given plant cost but are readily usable
for comparing alternative processes as in this report. Individ-
ual plant costs must be developed based on the specific waste~
water treatment plant design, local labor and material costs,
and local climatic and site conditions.
Some of the limitations, in addition to the general local con-
ditions discussed above, include no standby provisions, no
specific modular sizing other than minimum available sizes, and
no adjustments for local regulatory agency design restrictions.
Capital Costs
Sedimentation. The source of the construction cost
curve for sedimentation was the report to EPA, "Costs
of Chemical Clarification of Wastewater," January 1976."
These cost data were developed from quantity takeoffs
and equipment manufactures's estimates. ‘The cost curve
in the Appendix shows construction cost as a function
of clarifier surface area.
73
+AybuTpao09e parsn(pe sy wa3sks paos romAToa “2VA4/ay Zes'Z TO YOIM/IU S*BY OG TTT
ouya uorsexedO "23g ETT Jo woe soBJans © Sey YOTUN 9 X 9 P ST Pash ayUN aSOTTEUS .,
setduexe dow T UT zeUeyDTYI Agzawrb Aq pousrxotys SebpRTs poreayaoe a3sea pu Arewyrd y208 (2)
*auoueatnbea
Zoqey pue 3802 uoTzoNz3sSUOD oUTUIEZ9p 03 pasn st AQTORdeD yeog “3502 sTeTIOIeU
souvuaqureu pue quauerTNbex reMod ayy auyUIeI9P 02 pEsN ST MOTJ eBes9Ay ~ Aeog/obEIEAY 1)
ov0'9 oz0’e otz’t $09 Tet za3 ‘uotaexourour
wy zz ze'e we (ey 98°% 2Y/T ‘p83 xouktoa
of9/T ste oze cot (eyeTT 233 ‘wore xoattz unnoen
ost'z 560'T eer ere - gag "wore sovgans ‘z0uexOTUS
uorge30Ta TY peATossta
wz sse'T eos ue (2) 86 gaz ‘Pore eDe3zns
ouayoyua AaTaes5
OPT'T/09% © oLS/oBE —BLZ/ZST_—HTT/94_ (8 'Ze/e"ST yeod/operoae
xe0K/suoy ‘aueultnbe peed
000602 00S ’POT-— 008 Th 006/02 ost’ 33 ‘HUea 30eRuOD
33 ‘unto ‘uoraeuTzoTYO
ose see ost se st ud6 ‘sduma o6pnts
osz'z ser't ost see sb udb ‘sdumd ova
S'PE/OEZ B°LT/S*TT 06°9/09° Sb"E/OE"Z (7) 69°/96" cow ‘sdumd sya
ost‘es sist 0L9’9t see’e 1991 gaa ‘are ooesans
syueg uoraequewTpas Arepuoces
000'z 000'T oor 002 ov dy ‘s202e70¥
O00‘STI’T O0S‘LSS 0OD’EZ_—=OOSTIT —ovEEZ £33 ‘eumTon syuEL UOTIeIEy
00s'z9 osz‘Te o0s'zt ose'9 osz'T 233 "Bere Boeyans
syurg, uoTsequeupes AxewTIg
quoucdwog 310
ssaoozg Tun
oS ot or $ T
gow ‘Aaqoedeg
@OGNIS GSLVATLOY ‘SaZIS ssao0ua ZINA
et save
74
Aeration Basins. Historical aeration basin cost data
has been updated with results of other detailed cost
studies by CWC and recent costs obtained by Black &
Veatch and CH2M-Hill. All data have been adjusted to
the last quarter of 1975, Bureau of Labor Standards
(BLS) wholesale price index for concrete products
Construction cost as a function of aeration basin
volume is shown in the Appendix.
Mechanical Aeration Equipment. Cost data for instal-
Ted mechanical equipment have been derived from experi-
enced cost data and equipment costs supplied by manufac-
turers.
Return Activated Sludge Pumping station. The cost
Felationshine for recyele pumping developed by Black
& Veatch'! were adjusted and used as a basis for esti-
mating the cost of the return activated sludge pumping
stations in this study. The costs shown by Black &
Veatch have approximately doubled due to inflation,
stricter OSHA requirements, and regulatory agency
reliability standards.
The pumping stations are assumed to employ vertical
diffusion vane pumping units with attendent valves,
piping, and control facilities. The pump is suspended
in the wet well and motors and motor control centers
are housed in a superstructure.
Waste Sludge Pumping Stations. Waste sludge pumping
equipment costs are based on the use of intermittent
sludge pumping with positive displacement pumps. The
cost data presented in the Black & Veatch cost curves
were updated for this study.
Included in the pump station cost is an underground
structure which houses the pumps and piping and is
constructed adjacent to and in conjunction with the
sedimentation basin. Also included is a superstructure
which houses electrical control equipment. This curve
is applicable to both primary and waste activated sludge
pumping.
Chlorination. The chlorine contact basin cost curve is
based on the same construction used for the aeration
basin cost curve. The chlorine feed equipment cost
curve is based on chlorine gas feed and is taken from
the draft report by CWC for the EPA "Estimating Initial
Investment Costs and Operating and Maintenance Require-
ments of Stormwater Treatment Processes.
15
Gravity Thickening. These costs were developed using
the samé approach used in the earlier CWC work.?
Dissolved Air Flotation Thickening. The flotation
thickener cost curve was taken from the CWC report.“?
Steel fabricated units are available with surface areas
up to 450 square feet. The concrete basin costs include
the tank, flotation cell equipment, air compressor, and
controls.
Vacuum Filtration Costs. Vacuum filtration costs were
obtained from equipment manufacturers and include the
basic filter, associated vacuum and filtrate pumps
internal piping, and other appurtenant equipment and
controls. The costs for polymer feed and storage equip-
ment associated with the vacuum filter were taken from
the CWC report.
Operation and Maintenance Costs
The operation and maintenance costs consist of labor, power and
maintenance materials. The individual cost curves were developed
through a variety of resources including recent CWC work for the
EPA and the Black & Veatch study."! In some instances, oper-
ating plants were consulted for information on labor requirements.
Sedimentation Basins. OSM requirements are based on
the Black & Veatch report."!
Mechanical Aeration. Operation and maintenance require-
ments of the aeration system are expressed in terms of
the installed aerator horsepower. Labor requirements
are based on the Black & Veatch report."! The power
requirements were calculated on the basis of an assumed
oxygen transfer of 2 1b 02/hp-hr or 3.0 1b 02/kwh.
Maintenance material costs are based on the Black &
Veatch report.
Return Activated Sludge Pumping Station. ‘The return
TF ——————
are based on the Black & Veatch report.*! The power
requirements were developed using a head of ten feet
and the pumping efficiencies shown in the Appendix.
The maintenance material cost curve is an update of
the Black & Veatch curve.*?
Waste Sludge Pumping Station. Labor requirements for
the waste sludge pusping stations are based on the
Black & Veatch report. ‘The power requirements were
based on a pumping head of 25 feet and a pumping
efficiency of 40 percent (progressing cavity pumps) .
Maintenance material costs were updated from the
Black & Veatch report.*!
76
Chlorination. Labor requirements and maintenance mate-
yial costs for chlorination are based on the Black &
Veatch report. The chlorine costs are based on recent
suppliers quotes for one ton cylinders and tank car lots
Gravity Thickening. Gravity thickener labor require-
ments are based on data presented in the EPA Technology
Transfer manual on sludge treatment and disposal,"?
assuming a loading of 20 1b/ft2/day. The maintenance mate-
rial costs were based on the sedimentation basin data.
Flotation Thickening. O&M cost curves for flotation
do not include chemical feed. The thickeners for this
project were sized so as to require no chemical addi-
tives.
All three cost curves (labor, power, and maintenance
materials) were taken from recent CWC work."
Vacuum Filtration. The O&M cost curves were based on
recent CWC work" but adjusted for 20 hr/day operation.
These curves were developed with information obtained
from Metropolitan Denver Sewage Disposal District
experience, manufacturer's data, and the Black &
Veatch report. ‘1!
Polymer Feeding. The O&M cost curves for polymer
feeding and mixing were based on recent CWC work.*®
Labor requirements were based on actual plant experi-
ence at Metro Denver. Power requirements were based
on the use of plunger metering pumps and 6.4 hp-hr for
mixing 100 pounds of polymer. Annual maintenance mate-
rial costs were assumed to be three percent of the
equipment cost.
Multiple-Hearth Incineration. Labor requirements for
multiple-hearth incineration were taken from recent
cwc work'” and adjusted for 70 percent operation run-
time (6,132 hr/year). The fuel requirements were pro-
vided by equipment manufacturers for combined raw pri-
mary and waste activated sludges, vacuum filtered to
16 percent solids. Power requirements were developed
in the same manner.
The Black & Veatch incineration maintenance material
cost curve"! was converted to a square foot of hearth
basis by assuming a loading rate of 6 lb/ft2/hr (wet),
updated, adjusted to 70 percent operation runtime.
Tables 19-29 present the cost estimates which are then summarized
in Table 30.
7
000/08T 000’0tT 000/09 000'Le o00/2t
000'0es 000’ ove 000’00z 000 ort 000'TS
000062 000’ 00z 000’ort 000'€6 000'ry
000/06» 000/09¢ 000'0zz 000’ 0Lt 000/sL
000’0rs 000’ 06¢ 000’ 0€z 000’ 09 00004
000'0s0'z 000’00z‘T 000’06s 000’0e€ 000/06
000'00z'T 000008 000‘ 06€ 000‘ Ez 000/29
000'00%'T 000006 000’0Es 000’09€ 000'ovt
000’009't 000'0%6 000‘ ovr 000’ 092 000"04
0S Se oT Ss T
cow
SOQNIS GEGVAILOY ‘S%SOO TwLTavo
6 aTava
quoud nba
uot eUTZ0TUD
sutseg 30e]u09
auTroTUD
uotaeis Sutduma
eépnts Arewrza
uoTieas
Sutdumg eSpnts
paaeataoy aaseM
uoTaeas
butdumg ebpnts
pezeata0y wInzey
sxueg,
uoT3eqUSeUIT peg
Azxepuooas
auowdtnba
uoTaer0y
sutseg uoTIezEy
syueg,
uot qequoUTpes
Axewy ag
78
000'8TS‘zz 000/8ZL' FT 000‘0ns's 000'see's 000‘6t8‘z
00075ra’T 0007L0z7T 007007 0007zer 0007 Tez
000‘STz‘z 000‘ 6rb'T 000‘ ove 000’6us 000'2z
ooo'Lsr ‘at 000‘zL0‘zt 000‘000'% 000‘bz8'b 000‘TtE‘z
000'L9z'z 000‘z8p°T 000098 000° z6s 000’ 8bz
000‘06T‘9T 000/06s‘0T 000‘opT'9 000‘zez‘b 000°4z0'z
00070007S 0007001’ 00070097@ 0007006'T 000700T'T
000° 06€ 000‘00z 00006 000/0s 000/LE
000‘000'T 000/09 000‘0LE 000‘0sz 000‘soz
000/09€ 000‘ o8z 000/06T 00008t v/N
000/09T 000‘ o¢T 000‘06 000/zL 000‘99
05 a oT $ T
cow
(*p, 3409)
6T stays
SZS09
TWLTa¥O IWLOL
woT3onz3su0D
butang 3sezeqUT
[eset ‘Testa
“BupreauT Sug
1S09 NOTLONYTSNOD
‘TeLOL
yZOMpIRR
Tez03qs
uoTaeroupouT
abezoag pure
peed rauktoa
seaTTs wnnoe,
zousyoTUL
uorae30Ta
ATW Peatossta
qeusyoTUL
Aytavig
79
sos‘at
ose
se
ose’
wn
ovr
SHOT
eoueueaurey 30
aso Tenuuy
aes
oradamsuos
Teng Tenwwy
ze0'ore ous'9
TOE wT
z9 oot
o09're 209
wt wn
ov0't oo»
we 00s
ws wn
ove ©
008 sot
o00'0t oze
ove'e ozo
coo'orz o'r
wt wn
ove'e ous
—a- ee
woradumsne3 Tens
xenog Tenuuy
WO GOW T ‘SDaNIs aTLVATIOW
oz atave
aon
voysezouyour
pbexo3s pu poeg soatioa
sestra umnoey,
soUaOTYL UOTIEROTE ATY PeaTOSSTS
ouoxoqus £37409
auoudtnbs uoraeurzoT49
surseg 3oe2u09 eutzoTUD
Serding efpnts Azewtza
Supdimg OSpNts peseATIOY |aseH
burdung SSpnts poavayaoy ureaey
uorarauowrpos Axepvoo9s
auowdynbg uoraez9¥
surseg uoyez0y
voyaeauowypes Azeupza
80
eeeey
ar
ov
00°2t
oz
oer
os’,
we
006"
o00'F
ove
002
c00'9
we
009°
eoueuaqurey 30
as0p Tenuuy
aT
ost’es9'T
TOOT
- oso'e
- oootoet
7 000'06T
- 0s"
- wy
- en
- ost
. vos'y
- 00"
- boe’e
- 004007!
- wn
- ooe’e
porsdumeues
‘Teng tenmuy
voradumstisa
sonog Tenuuy
WSO GOW s ‘SDanTs agLvariow
12 qew,
or.
os.
oor't
oon"
wn
o0z't
ed
encuy
won
uoraezeurour
eBez03s pue poss zomstor
xeatTa ennoey,
ousxDTYs UOTEIOTE TTY poatossTa
xouoxoTus AaTAeID
quoudrabs yor qeurzoTy
surseg aoeauea ourz0TH
surdimg s6pnts Axeetze
Surdeng sSpats poreataoy 935=4
Suydimg sGpnts poveataoy umnaoy
uoraeaueatpas Axepuoses
qusuionbg uoryezoy
surseg uoraezey
uoraeausurpes Areurag
81
990'¢s
wore
x
000'9e
ost
oz
o00'e
we
o00'e
oes
ooe't
009"
oon"
wit
oou'e
SEO STS
poueueaure 30
‘as00 Tenuuy
xonog Tenuuy
got 05 oot ‘eet’e out've
pre wo wo
- ooctz oze
- o0otose 00's
- cootose oor't
- 09" ow
: ooe't
: x wr
- 00% out
: 00's ow
- cootee oor't
- 0099 cots
- o00%0s0"e oos'e
: ws ws
- 099 ooe't
“etiemetoo ——woyadlntucy Tan
yuan
w0%
uorgexeurour
esez03g pur peng zoaktor
seated ennseA
FOUDXOTYL UOTREIOTS TTY poaTossTa
souoyoTin AapaesD
auowernbs uorzeuTzoTYD
surseg 3oP2u09 euTzeTyD
surdimg a6pnts Aavwy sa
Surdimg s6pntg peaeayaoy eascy
suydima oSpnts poaeataow umniou
uoraequautpes Arepuosas
quoudrnbg uoyaezey
surseg woraexoe
uovaeauouppas Axeupza
W30 GOW OT ‘S39aNTS GELVATLOV
wz aTaWL
82
ow'ozt got * ov o0z‘a6s"e os6'en wot
DOO pret ToO"ITE woyaesauyour
ort - oor'z ore obexoas pue poss xouktos
o00'zs - 000'04s ove" seateg ene
oot - 000"008 oor'e eusyoyua uoTaeaoTd 2T¥ peAToRETa
our - 000'9 our seuexoyun Aa¥A025
000" _ ooe’e ueusyoba uoraeurz0THD
we - ws wa superna 2983809 euTsOTKD
009's - 00s’ ose suydung obpnts Azeuyza
ooo'et - oos'zz suydang ofpnts peataraoy o3seH
os’ - 00‘0ut Suydimg ofpnts peseayioy uznaey
00" - uoraesuourpas Azepucoas
000’ 7 5 corte aueadenbg worseaey
wn 7 we sureea vossezey
09's a o06'6 oot’e woyseauauypas Areutza
soueeauyen 30 woradenaues woradumeuon ‘Tenuy
so Tenuuy {ena teruy zoned (eRuUy
WO GOW SZ ‘S9aNTS asLVATLOW
€@ aTava
83
096'6et
TO
000'08
SReTTOd STE SOTH
osueuoauren 30
3809 Tenuuy
got * 008 008’ sse/Pr
got ¥ 0ae DON" BOTT
- ooe'z
- 200'000'T
- 00/0081
- ooo'et
- ye
- 00st
- 000"
- voo'ove
- 0007
- 200’002 ‘ot
- wa
- 0007
TES |
orsduneucy vor3dumsuco
Teng Tens xonog Tenuuy
00"
08's
o00*et
wa
006"
TOE SORT
‘enue
WSO GOW 0S ‘SDaNIS aaLVAILOY
ve aTeva
aon
vorsexoufour
sBexoag pue peas zouttoa
soaTta wmnoe,
OUDXOTGL YOTAPR0TE AT poaToSsTa
ouOxOTHE ArzaezD
quoudtnbs voyaeurzoTa
supeeg 39"3u09 oufz0TNO
surdung efpnts Axestza
Bupdung *6pnts peveayioy 92cm
surduma oSpnts poreaaoy umaey
uoraequoutpes Axepuesas
juondinbz uorsez0y
suysea uorsez0y
uoraequowrpes Axeutca
84
ACTIVATED SLUDGE,
TOTAL ANNUAL COSTS
Amortized Capital @ 7
2,819,000 x 0.0943:
Labor
6,970 Hours @ $9/H
Power
310,092 kWh @ $0.0
Fuel 6
3.8 x 10° scr @ $1
Maintenance Materials
Chemicals
Chlorine
15.2 Tons @ $220/1
Polymer
6430 1b @ §2/1b
TOTAL
Cost/MG @ Capacity
TABLE 25
%, 20 Years
9
jour
2/ kwh
-50/TCF
on
$373, 330
365 x 1
85
1 McD
$266,000
62,730
6,200
5,700
16,500
3,340
12,860
$373,330
§1,023/MG
‘TABLE 26
ACTIVATED SLUDGE, 5 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
5,885,000 x 0.09439 $555,000
Labor
16,590 Hours @ $9/Hour 149,310
Power
1,658,150 kWh @ $0.02/kWh 33,160
Fuel é
24 x 10° SCF @ $1.50/TCF 36,000
Maintenance Materials 43,340
Chemicals
Chlorine
76 Tons @ §220/Ton 16,720
Polymer
32,193 1b @ $2/1b 64,380
TOTAL $897,910
$897,910
Cost/MG @ Capacity = $492/MG
365 x 5
86
TABLE 27
ACTIVATED SLUDGE, 10 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
8,540,040 x 0.09439 $806,000
Labor
24,170 Hours @ $9/Hour 217,530
Power
3,128,200 kwh @ $0.02/kWh 62,565
Fuel 6
50 x 10° scF @ $1.50/TCF 75,000
Maintenance Materials 57,070
Chemicals
Chlorine
152 Tons @ $220/Ton 33,440
Polymer
64,386 1b @ $2/1b 50 128,770
TOTAL $1, 380,375
Cost/MG @ Capacity = $42380.375 = sa78/uc
87
TABLE 28
ACTIVATED SLUDGE, 25 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
14,728,000 x 0.09439 $1,390,000
Labor
43,960 Hours @ $9/Hour $ 395,640
power
7,598,200 kWh @ $0.02/kWh $ 151,965
Fuel 6
140 x 10° SCF @ $1.50/TCF $ 210,000
Maintenance Materials $ 120,710
Chemicals
Chlorine
380 Tons @ $100/Ton $ 38,000
Polymer
160,600 1b @ $2/lb $321,200
TOTAL eee
costs/u ¢ capacity = $2627.55 = s2e0/no
88
TABLE 29
ACTIVATED SLUDGE,
TOTAL ANNUAL COSTS
Anortized Capital @ 7%, 20 Years
22,518,000 x 0.09439
Labor
70,510 Hours @ $9/iour
Power
14,854,000 kWh @ $0.02/kWh
Fuel G
300 x 10° ScF @ $1.50/TCF
Maintenance Materials
Chemicals
Chlorine
760 Tons @ $100/Ton /Ton
Polymer
321,200 lb @ $2/1b 2/1b
TOTAL
$4,415,060
Cost/MG @ Capacity = S$¢2t5+06
89
50 MGD
= $242/MG
$2,125,000
$ 634,590
$ 297,090
$ 450,000
$ 189,980
$ 76,000
$642,400
$4,415,060
TABLE 30
ACTIVATED SLUDGE ANNUAL COST SUMMARY
Annual Cost ($1,000)
Amortized Capital
Labor
Power
Fuel
Maintenance Materials
Chemicals
Chlorine
Polymer
TOTAL
Costs/1,000 Gals
(Operating @
Capacity)
266
S |e
$1.02
555
149
33
36
43
$0.49
90
MGD
210
806
218
62
15
57
33
129
1,380
$0.38
25
1,390
396
152
210
121
2,628
$0.29
50
2,125
635
297
450
190
$0.24
ACTIVATED SLUDGE, SINGLE STAGE FOR NITRIFICATION
The design of this system is based on a mean cell residence time
of ten days to achieve nitrification in a single stage activated
sludge system. Table 31 presents the design parameters for the
nitrification system. Table 32 presents the resulting unit pro-
cess sizes. Capital and O&M costs are based on the same sources
described in the preceding section for the conventional acti-
vated sludge system. Tables 33-44 present the results of the
cost calculations.
ACTIVATED SLUDGE WITH CHEMICAL
COAGULATION AND FILTRATION
This system consists of the activated sludge design previously
described with downstream chemical coagulation and filtration.
The chemical coagulation and filtration designs are the same as
used for the granular carbon system described in detail later in
this report. The process schematic is shown in Figure 20 and
the design criteria are summarized in Table 45.
Unit process sizes are shown in Table 46. Table 47 presents the
capital costs. Costs for the chemical clarification, sludge
handling, chlorination, and filtration portions of the system
were obtained from work conducted by CWC under EPA Contract
68-03-2186. Appropriate cost curves are presented in the Appen-
dix
O&M costs are summarized in Tables 48-52. These costs were taken
from component costs determined previously in the study. ‘Tables
53-57 summarize total annual costs for each capacity and Table 58
is an overall summary.
GRANULAR CARBON TREATMENT OF CHEMICALLY
COAGULATED, SETTLED, AND FILTERED RAW WASTEWATER
The process schematic is shown in Figure 21. The design criteria
are shown in Table 59. Gravity filters were used at all capac-
ities. Pressure filters may be more economical in capacities of
five mgd or less, but for comparative purposes, gravity filters
were used in all cases. Filter costs were obtained from the
earlier CWC report.‘ A minimum of four filters were provided
to insure reliability. The other criteria are self-explanatory.
Unit process sizes are shown in Table 60, Table 61 presents the
capital costs. Costs for the chemical clarification, sludge
handling, chlorination, and filtration portions of the system
were obtained from work conducted by CWC under EPA Contract 68-
03-2186."° Capital costs for the carbon influent pumping and
the carbon contacting system were obtained by updating the curves
from the EPA Technology Transfer Manual, "Process Design Manual
91
TABLE 31
SINGLE STAGE ACTIVATED SLUDGE
NITRIFICATION SYSTEM DESIGN PARAMETERS
Design Parameters
Activated Sludge
Aeration Basins
P/M, Ib BODs/Ib MLVSS 0.20
MLSS, mg/1 3,270
Ayaraulic Detention Time, he 7
Mean Cell Residence Time (MCRT), Days 10
Sedimentation Basins
Surface Loading, gpd/ft? @ xDWr 600
Solids Loading, 1b/ft2/day @ POWF 35,
Return Activated Sludge, Percent
of Influent Flow 6
Return Activated Sludge Concentration,
Percent 0.8
Chlorination
Detention Time @ PDWF, Minutes 30
Dosage, mg/1 10
Gravity Thickener (Primary Sludge)
Solids Load, 1b/ft?/day 20
Solids Concentration in, Percent 5.0
Solids Concentration out, Percent 10.0
Dissolved Air Flotation Thickener (Waste Activated Sludge)
Solids Loading, 1b/ft?/day i
Solids Concentration in, Percent z
Solids Concentration out, Percent 3
Vacuum Filtration
Solids Loading 1b/ft?/nr 3
Polymer Dosage 1b/ton 18
Solids Concentration out, Percent 16
Run Time, hr/day 20
Multiple Hearth Incineration
Loading, 1b/ft2/nr (Wet Solids) 6
Downtime, Percent 30
92
jowosenbox s0geT pue 3609 Yor3en:
‘pue sqoasaynbex aanod es
_
woehs poos aoektog “2804/4 s62'7 30 990K
ing Bey worn 9 x9 8 #F pomN Fyn FeaTTOUS
rus so6pnts posentaar sTmem pue Asmwyad Wee
ep aroede> eo "3809
3 B6erONY — AeOA/ABOIONT
oos's ose'z tort oss ort 23 ‘uorrexourour
oo o core wo cess 2 suyat *p908 zeRktoa
err ae use ove were pay feoay seatta mown
osu't sue ose ser 23F ‘een osesang ‘soveXSTUE
worexora aY poatoserg
owe sse't as ue (260 zaz teary soezme
oussoruy Arar)
ort"tyos —_ons/one ez/est prion ereese-st syeoa/oser30
seon/suey nba peed
00%60 —005"For 0001 006 '02 vere £27 Sew 2eIH
yo simran uoraeurset49
ost ser ost se st wod6 ‘sain ofpers
0081 006 oor ont 9 235 ‘edna oem
srts/srre erse/eut — CrOL/0S"9 aI “s/sb-e cort/69 ‘oom ‘oduna svat
osetra — su9tty oso seca es0't 2a7 tesa soegan5
ques woraeauomypes Arepuoses
00s’ ose't oe ose ot 84 ‘exoye20y
vo0%es6"T —000'ses 00000 000" s6t 000"6e 27 ‘aupqon ‘HUE woTLeFOY
oos'z9 —se’te oostet oes ose’ a3 teas 2983205,
squey uofaeruoetpes Krew sa
OE oe —T Far a
eesoezg run
NOTIVOIAINLIN FOGNIS GHLVAILOV SOVGS STONIS ‘sazIS sSaOo¥a LIND
ze aTavL
93
000'09T,
000‘ oat
000’0es
000 ‘062
000/009
000'099
000’0s0'z
000‘00z'z
000’ o0t’z
000‘009'T
os
000‘0Et
000 “ort
000‘ ove
000 ‘002
000/0er
0000s
000‘ 00z't
000‘o0s't
000’ 00%/t
000 ‘ore
sz
000/06
000’09
000’ 00z
000‘ovt
000’0Lz
000‘00¢
000065
00008
000’0s8
000‘o»r
ob
‘cow
000 ze
ooo’Le
000’ ort
000/86
00006T,
000 ‘007
000‘oce,
0000s
000’ ors
000097
000's9
000'zt,
000'TS
00°99
000’06
000'98
00006
000’0et
000’ ozz
000'04
xeuoyOTUL
Aatarig
quowdrnba
woTaeETZOTUD
sutseg 3023009
‘euTzoTUD
voqze3s Surdung
Sbpnts Axeutza
uoqaeas
Sutduma eSpnTs
peweaTapy e3sey
uoTaeas,
Sutdumg o6pnts
pesvataoy uznaoy
sxury
uoTqequewrpas
Axepucoos,
quowd nby,
uoTzez0y
suyseg woyaezoy
sxueg
uoyaequeuTpes
Axeutaa
NOLIVOIGINLIN SDGNTS GHLVATLOY ADVIS ATONIS ‘S~soo TwLTdvo
e€ HTaVL
94
000‘ ts6’ rz
000‘ store
000’ rsp'z
000'zsp‘oz
o00'zts‘z
900'ov6 "et
000'o0a's
0000s
000 0r6
000'oEe
000'ztz‘9r
WoO vEET
000'009't
o00'sce*eT
000’ae9’T
000’ 00L'TT
000'006e
000’ sz
000'009
coo'osz
000'z09"6
00" TLE
000'sz6
000‘ 902°¢
000'9%6
000'092'9
000008'z
000‘00t
000’ ore
000’o8t
(7,340)
000’sez’9 000’090/e
doOTTs DOO" Tse
000’eT9 000’ toe.
ooo’ztt’s 000’s0s’z
s1s02
‘TETaKO THIOL
uoTzonr3su0)
Buying 3sezequT
yeboq ‘Testa
‘uyaoouy6ua
soo
NOTLONEESNOD TWLOT.
o00’sz9 000’ Boe
000r8b‘» 000'002/z
000'004'T 000’00T'T
000'zs o00Le
o00'0ez —000’soz
00009T wn
e€ aTava
yzompreg
Tex03ans
uorsezeuToUr
abero3§ pur
peeg TeuKTOR
03TTd umnoea
FOMOAOTUL
uoraeaoTa
ayW peatorsta
95
obe‘oT got XE p96'6SP zIz'k
00n7E got * LE 0007SE 009°T
on - 98 ouz
Oth’ b o oos ‘Te oto
W/N - wn w/N
oct - 000/t oor
00ST > WN 00s
ors - oe 69
ooz‘t - oon 66
00s - 000'FT 09
oes od O0E‘E 0z9
000'r = 000'0LE o0L'T
Y/N o wW/N WN
Obp 7 oo 'e OLS
SaeTTod eyseIeA «Se TemaEN DS a SHH
soueueauten 50 woradunsuos uoyadunsuey —zoqeT
809 Tenuuy Teng Tenuuy xomog Tenuuy — Tentuy,
WO GOW T
LOL
uogezeuqour
aber0ag pue pos rowhToa
zeaTta umnoea
saUayOTUL
uoTaez0Ta ATY peATossTa
ouayoruL Aataezo
quawdtnba woTyPUTZOTYS
suyseq 3oe3u0p euTz0TYO
Sutduna efpnts Areurra
butdumg
aBpnts peqeatzow o35eM
butdung
PPpnTs peqeataoy ummaey
uoTsequeutpes Azepuoces
quowdynbg uorqezey
suyseg uorzez0y
uoT3equewtpes Azxeuyza
‘NOTIYOIGINLIN FOGNIS GALVAILOV FOVLS FTONIS
ve aTava
96
ots ‘ey or x zz ooo'ete’z = OTOL T TeI0%,
3
00278 got ee 0007 0LT 0a"F uo3exeuyour
09 - 000'F ote eBer035 pure pag z0uAToa
000'9t - 000oTt oor'z seaTTa umnoea
ot - 000‘09t oe9 xeuexoTus
worqeqots 21¥ poaTossta
oet - cost oor xeuexorur Aa7ae39
00s'z - - ost't quemdrnba uot3euTIOTHD
wn - wn WN sutseg 3equOD euTIOTUD
o06't - 00s't oet buydung e6pnts Azewtza
oos'e - o0s'e ost sutduma
eBpnts pereATao¥ a3seM
oor’T - 000'09 000't surduma
S6pnTs paaeaTaoy uINaoe
000'2 - ooe'e Oor‘T — ora equeuypes Axepuoses
oot's - 000’008't 009’ auewdtnbg woTaezew
yn - we we sutseg uorqezey
009'T - ooe'e ooz't uoyzequowypes Axewr xa
SIeTIOd STEHASIEN «Sep TeaNaeN /aOS a ‘Sanon
eounueauTen 50 uorsdumsuoo uoradumsuoy = -s0qeT
ysoo Tenuuy Tong Tenuuy genoa Tenuuy — Tenuuy
W30 GOW G ‘NOILWOTAIMLIN FOGNIS GAGVALLOW BOWLS ATONIS
se aTeva
97
ore’99 got XP o0z‘zt9' —os9'sz
00076 got 000° OFE 007%
oss - 00z‘9 oze
00092 - 000*02z o0e’e
opt - 000‘ 00e oot't
ocz - 008’ ow
o00'e a = 008'T
wn - Wn wn
000’ - 000" oct
oov's - 000" osz
oot = 000‘ ozt ooe't
009" - 009'9 oot'z
000/ tT - 000'009'€ 009"
wn - wn wn
oon‘ - 009'9 008'T
SreTtod “STeTxsTeH © “Sep TeaNyeN “GOS ut SanOH
souruequTeH 30 uot3dumsuea uotydumsuoy = z0qeT
3809 Tenuuy eng Tenuuy emo Tenuuy = Tentuy
Wo GoW
ot
Ter0u
uorgexouroUT
abexo3s pue z03T Ta x0uATO"
seaTta umnoe,
x0uoxoTUL
uoyIPa0Ta ATV PeATOSsTG
xouexorus AataezD
quoudynba vor qeUrz0THD
sutsea ae euTzoTYD
Suyduma e6pnts Axewyza
sutdung
eBpNTS peqeataoVy e3seM,
butdung
aBpnTs paaeargoy wazNgey.
uoTzequowTpes Arepuoses
uewdtnbg uorsez0¥
sutseq uoTqez0y
uoraequourpes Axeuyza
‘NOIGWOIAINLIN FOGNIS AALYATLO’ FOVLS TIONTS
oe STawL
98
oze‘oet got * 08T oos‘ets‘oT 068’ 9F
00078T ot * oer 0007008 door et
o00'T . 000'eT oor
000'0s : 000’ oss 006’9
ose - 000'0r9 o09'z
our - 000'9 one
000'» : - ooe’e
wn - we vn
o0s's . 00s" ose
006'6 - oos"2t oue
ooe’e - 000/092 002't
000'e - 0066 08's
000'et - 000'009'8 000’TT
wn - wn wn
09's - 0066 cot’e
sretiod STerssveH «= SED TeANIEN TSS wt Sino
soueuequren 30 uotadunsti09 uoradimsuey —_oqeT
3809 Tenuty Tong Tenuy yemoa Tenuuy — Tenuny
W3O GOW SZ
Tei0%
uoyqezoutour
abezoag pue pooa rowhtoa
seaTTa unnoey
xOUOYOTUL
uoTae,0Ta TTY peatossta
souoyorus Aazavay
quowdynbg worawuTZoTUD
suyseg 30e3u0D euFZOTND
buyduna eBpats Axewyxa
suyduna
e6pnts pezeayqoy e3seM,
sutauna
sBpnTs peqeartzoy uznaew
uoyaPqueurpas Axepucoes
quoudynbg uoTaez0y
sutseg uoTqez0y
uoyaequewypes Axewy za
‘NOTIMOTATMLIN FOGNTS GALVATLOW TOWLS TIONIS
Le aTawh
99
W30 GoW
os
096’ 08T got * 082 ooo'eez‘Tz — o6r*Le
000"bz got ¥ 08z 0007009"T © 000"0z
009'T 5 000‘ Tz 098
000" 04 = 000‘086 00s‘ot
oF = 000’ o0t‘T o02's
ost = 000/2t oss
000’ . a 00's
wn - WN vn
000'6 - 000’st ove
000‘ 9t - 000/se os
0028 - 000‘ o6r oor’
000’ eT . 000/02 06's
000'ez - 000’000'zt 000° Tz
wn - wn we
00s ‘6 - 000'0z 006’
‘Baetiod ‘sterseven = S85 Teanyen “aos TE SanOn
soueuequTeW 30 uoTadumsucg uoradunsuog —_z0qe
ysoo Tenuuy Teng Tenuuy gomog Tenuuy = Tenuuy
Tercn
uorgezouTour
aBex03$ pue peed xouXtoa
oatta wnnsep
ROUDyOTUL
votze30Ta 7TV peaTossta
xeuayorur Aypaez9
auomdynbg uoTzeUTZOTHD
suyseg 3983009 eUTTOTED
Surdang obpats Axewrra
surduma
afpnts perearaoy 22seH
suydung
S6pnTs peqeaTaoy wznaoy
uoqaequeurpes Arepuoses
quowdinbg woTzez0N
sutsvg woper0y
uorzequewrpes Areurag
‘NOTINOIGIUGIN BOANIS GHLVAILOW HOVLS TIONS
ee aTaws
100
TABLE 39
SINGLE STAGE ACTIVATED SLUDGE NITRIFICATION, 1 MGD
TATAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
3,060,000 x 0.09439
Labor
7,212 Hours @ $9/Hour
Power
459,964 kWh @ $0.02/kWh
Fuel 6
3.7 x 10° scr @ $1.50/TCF
Maintenance Materials
Chemicals
Chlorine
15.2 Tons @ $220/Ton
Polymer
5,851 lb @ $2/1b
TOTAL
$40,272
Cost/MG @ Capacity = $1,097/MG
365 x 1
101
$288,833
$ 64,908
$ 9,199
$ 5,550
$ 16,840
$§ 3,340
$§ 11,702
$400,272
TABLE 40
SINGLE STAGE ACTIVATED SLUDGE NITRIFICATION, 5 MGD
TOTAL ANNUAL COSTS
Ammortized Capital @ 7%, 20 Years
6,236,000 x 0.09439
Labor
17,010 Hours @ $9/Hour
Power
2,317,100 kwh @ $0.02/kith
Fuel 6
22 x 10° ScF @ $1.50/TCF
Maintenance Materials
Chemicals
Chlorine
76 Tons @ $220/Ton
Polymer
29,298 lb 8 §2/1b
TOTAL
$939,868
Cost/MG @ Capacity = S¢e-te-
= $515/MG
102
$588,616
$153,090
$ 46,340
§ 33,000
$ 43,510
§ 16,720
$58,592
$939,868
TABLE 41
SINGLE STAGE ACTIVATED SLUDGE NITRIFICATION,
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
9,402,000 x .09439 $
Labor
25,650 Hours @ $9/Hour $
Power
4,612,200 kWh @ $0.02/kWh $
Fuel 7
46 x 10° scr @ $1.50/1CF $
Maintenance Materials $
Chemicals
Chlorine
152 Tons @ $220/Ton $
Polymer
58,59. lb @ $2/1b $
TOTAL sl,
Cost/MG @ Capacity = S}¢g°6.501 = saio/me
103
10 MGD
887,455
230,850
92,244
69,000
66,330
33,440
117,182
496,501
TABLE 42
SINGLE STAGE ACTIVATED SLUDGE NITRIFICATION, 25 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 78, 20 Years
16,272,000 x .09439
Labor
46,890 Hours @ $9/Hour
Power
10,913,800 kWh @ $0.02/kWh
Fuel 6
130 x 10° scF @ $1.50/TCF
Maintenance Materials
Chemicals
Chlorine
380 Tons @ $100/Ton
Polymer
146,146 lb @ $2/1lb
TOTAL
Costs/MG @ Capacity = *3.5Aoe5=
104
$2,022,111
= $309/MG
$1,535,914
$ 422,010
$ 218,275
$ 195,000
$ 120,620
$ 38,000
$242,292
$2,822,111
TABLE 43
SINGLE STAGE ACTIVATED SLUDGE NITRIFICATION, 50 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
24,951,000 x .09439 $2,355,125
Labor
77,490 Hours @ $9/Hour $ 697,410
Power
21,293,000 kWh @ $0.02/kWh $ 425,860
Fuel 6
280 x 10° scF @ $1.50/TCF $ 420,000
Maintenance Materials $ 180,460
Chemicals
Chlorine
760 Tons @ $100/Ton $ 76,000
Polymer
282,292 lb @ $2/1b $584,584
TOTAL $4,739,439
Cost/MG @ Capacity = 54,139. 489 = $260/MG
105
TABLE 44
SINGLE STAGE ACTIVATED SLUDGE NITRIFICATION
ANNUAL COST SUMMARY
Annual Cost ($1,000)
le
amortized Capital 289
Labor 65
Power 6
Fuel 6
Maintenance Materials 17
Chemicals
Chlorine 3
Polymer 12
TOTAL 400
Costs/1,000 gals.
Mop
Slo
589 887
nEE Pepe
46 92
33 69
44 66
17 33
59 17
940 1,497
$0.51 $0.41
(Operating at Capacity) $1.10
106
25
1,536
422
218
195
12.
$0.31
50
2,355
697
425
420
180
$0.26
OILWWGHOS NOLLVULTIG GNW NOTLWINOWOD IVDIWSHD HLIM Sans aaLvATLOW
soeuang yzzeeH eTdy3 TOW
uoTaeaaT ra unnoen
ButuaxoTUL UOTaPI0TS
SutuayoTus AazAeID
uoraeuTz0TYD,
voTzRIaTTE
uoyzeas Burdung eqetpowzoquT
uoTaeoTsTZeTO
uoraetnso0Ta
xTw prdey,
uoTaequeurpas Arepuosas
uoT3ez0y
uotzequowrpes Azeupra
“et
“et
t
rot
oz sunoTa
et
107
quaozed ¢
®
zas/wdb ¢
erpow-t23 'A3TAerb
237 /ud6 9°0
SoqnuTu ST
egnutur T
T/fu $z70
1/6u SZt
unte
queozed T
queozed 97
Aep/233/AT SE>
233/A8D/TRS 009
skep ¢
sanoy 5
a 1/Su Oste
SSATK aT/Sdoa at sse‘o
qusozed o¢
jueozed 9
qusozed ¢
*33,33/2d5 008
SUSLEWWUVd NOISAC ‘NOILWYLIIG GNY NOTLVINDVOO TWOIWSHO HLIM SOGNTS GHL¥ATLOW
93e73TTS Jo & ‘eTOMoer ysemyoeq oberoAe
unutuTu ‘sxe3TTJ Jo requmu
azez BuTpeot oFTnezpAy eberoae
dk
UOTIeIFTTA PTPAW TeTAUEID
yeed 9 5utpeot oftnezpAy /20TzTTeTO
(BUTqINZ @TOTIIOA ‘Q/=9) WTR UOTAETNOOOTS
SUT, XTU YSeTE
esop zouktod
9sop jueTNbeoo
Juetnbeoo
quowqzeerZ, TROTWSYS
uoTzezqUEDUOD abpnts pezeaTzOR uINIET
MOTJUT JO queoTed ‘ahpnts pezeaTzoR uINqeT
MOTI xeed g buTPeOT spTToS
MOTI efezeae g SuTpeoT soezzns
woT3equeUT pas Axepuodes
suzy soueptsex TTe9 ueew
aut} uoTIUezep oT THezpAY
SSTW
Wa
suTseg woTqez0y
yeaowss Sqog
TeAower spTTos pepuedsns
woT3eI3UEDU0D abpnTs
MoTZ eferoae 9 BuTpeot soezans
uoTze3ueuTpes ArewT ra
sb aTauL
108
gueozed o¢ aut zuMop
AU/233/4T 9 (stseq 304) 5uTpeot
uoT3esouToUr yaseoH eTdT3tAW
Kep/sanoy 0z outa unr
quessed FT yno woTzerzUEDUOD SPTTOS
yoa/at Bt abesop sowdtod
HU/235/AT € BUTPeOT spTTos
uOT3e23TTa wnnoeA
quecred ¢ 3no uoTzeIzUBDUCD SpTTOS
quesred T UT UOTAeIAUEDUOD SpTTOS
Kep/233/AT_ 0% Sutpeoy spttos
“(abpntS payeatqoe |3SeM) ZoUSxOTYL UOTIeIOTA ITY PeATOSSTa
qusorzed g yno uoTzeTqUEDUOD spTToS
queored ¢ UT uoTZeZqUBDuOD SDT TOS
zt3/aT OT S5uTpeol spttos
(sebpnts TeoTweyo 9 Axeutid) Zouexotys Agtaez9
T/Bur ¢ eBezear ‘abesop
1/5 ¢ yeod ‘ebesop
soqnutu O¢ Moy yead Q BUT} 7De7UCD
uoTaeUTZOTYD
(p.3U09) Sh Tavs
109
ose see ost se st wd6 ‘6utdumg efpnts Azewrza
ply bez 8v'6 vy (S82 2u/at ‘e6pnts ‘xeuktoa
ose sez 06°0 v0 60°0 aY/at ‘aoqeMeasem ‘zeukTor
ose’z ser't ose see st au/aT jute
sBuTpees TeoTWOUD
ous/szz sez/rtt —wTT/9"se ones /e°zz (pYTV/9s"h 24/su0a ‘quowdynba woTaeuTZOTUD
000‘60z 00s*rot 008’ th 006'0z oet'y 23 ‘suyse 3RquOD euTIOTYO
000'¢ oos’e o08/T 004, opt 33 ‘uotaezatta
o0t’s9 oss‘ze ozo'et ots’9 z0E'T gaa (xeTgTIeTO
ose'69 sue’ve os6'et su6'9 see't 23 ‘uoTzeTnOD0TE
059'F sze'z of6 sv €6 33 ‘Suri prdey
S*PE/O"EZ —-BTLT/S"TT_06"9/09"P Sh E/OEZ (6"79"" apa
‘6uyduma o6pats poqearzoy wanzex
ose‘es S19" Ty 019'9T see's 199°T 733 ‘uoTaeauowTpes Axepuoses
o00'z 000'T oor 002 ov ay ‘sx02e70¥
0oo'STI’tT —oos*zss 000" Eze 005‘ TTT ove’ez (23 (Suyseg uoTaEZEy
00s'z9 ose’te oos*2t osz'9 osz'T 233 ‘uoTaequewtpes Axewtza
05 ca ot ¢ T FuSTSAMOS FS
SAZIS sSdooud INA
oy aTawa
ssaooza 37un
110
os
ose'z
oot'z
ost'z
ose‘e
osz
osz'z
~ AyBurpzoooe
GOW T Foz poweyoTya Agraezb pue poutquos oze sefpnts TTY
peog rowAtod asntpw
*ea3 ETT Sy x09TTs umnoea TeoTzOeZd sat TeUS
c)
“mU/aT $g°2 = (8P6"0) * (Zb/ETT)
(2)
‘quoweztnber roqeyT pue 3809 uoT3onz3su05 euTmZezep 03 pesn ST MOTS Yee “SqS09
TeyTeqeu souRUSZuTeU PU JUsWOZ;NBoI xoMod oy] aUTUZEIOP 07 pesN ST MOT; eBEIeAY - yeog/abeIOAL,
sz
sere
oso’T
s60'T
set'y
set
ser't
ot
oust
ozp
eep
os9’T
os
osy
see
ore
tz
see
se
sez
Lst
wet
(ey 8%
s
sp
(p,3U0D) 9p Flew
wo
aon ‘Surdumg eaeypewxeaur
zs ‘eoeuzng unseen Tara TON
z3 ‘uoTaeraTra umnoen
233 ‘SuruoyoruL uoraez0Ts
Za3 ‘buyweyoTUL Aataez5
db ‘Burdung efpnts TeoTWEYD
ud6 ‘Guydung e6pnts peqeariov e3sem
1
000'sez‘ee 000'TL‘Tz 000’ FETT 000'6S0'# 000" FEL E S09 THLTEYD "THOT
‘OO7ESL7E «WOOT PALT «=—«DOOTSLSTE ©—GOOTTSS—«OODT BOE uoyqonz3su03 SuTmq 3so703U
ooo'eze’e —000OPT’Z —«GOO"GLT'T —ODDEGL_—--000"L9E TeBoT ‘Teosta ‘BuyzeouTAUE
o00'e69'Z2 000'zEBLT 000'08L"G «0005099 +—000'090"« 3809 voTaonA3suD TROL
a sazompzex
000'z6z"bz 000'LP9‘ST 000%eAS’e@ 000’ ELS 000’ Patz ‘Teaonens
DO07OFS —-«“OOOTOEP—««DONTOBE—«COUTOE «sO uoyae3s 6urdung egetpewxesur
000'000'2 —000/006"» —0g0a06'z —000'00T’z _00000T“T soeuzng WazeOH OTaTITOH
000'00E'T —_-000’008 000/02» 000082 —000'002 xeaTts unnoey
000/09e 000‘ 087 000‘ 06t 000'08t Y/N -ZOUONOTUL UOTIeI0TA TTY PeaTossTa
000'0¢2 000‘ 08t 000/0et 000'sot 000’ 0x seuexTus A3pae39
000/022 000‘ out 900'00t 000'02 o00’or Suyduma ebpnts TeoTweyD
000" 06" 000'09e o00'ozz o0o'oLt 00" Surduna e6pnts peyeaTaoy o3seH
000/062 000'002 000/opT 000'€6 o00're Surdumg oBpnts Areurza
000' 08s 000’008 000/02t 000/09 000'9¢ abpnts ‘xoustoa
000'z9 oo0'ze 000/8t o00'et 000'oT xeqemo3sey ‘xousTos
000'00¢ 000/09t 00°00, 00'S» 000'o¢ unre
:Buypeeg TeoTweUS
ooo‘ort 000'69 000‘ee o00'zz 000%2 quoudtnba uotzeuTz0TH
000'0es 000‘ oe 000/002 ooo'ovt 00'S surseg 30e3u0D euTxOTUD
000'006'z —000'006'T —000%0s0'T —000's89 «000 06e uoTaexaTta
o00'00z*z 000" 00T'T 9000" OFF o00'0ez © ——000"s@ XOTZTIETO
000/09 000‘ 00t o00'ss 000'8e 000" et uorqeTnss0Ta
000‘ 0et 000*92 o00'ce o00'ez 000'oT SurKTK prdex
000' ors 000" 06€ 000‘ 0E2 000'09t —-900*0z Surduna o6pnts peqeataoy umaox
000'0S0'z —000'00z’T 0006s o0o'ore 00006 syuey uorzequewTpes Arepuoces
000'002T + 000'008 000‘ 06e o0o'ez 00029 quowiinby uoTqez0y
000'00r'T 000’ 006 900‘08s o00'09t 000" FT surseg worzez07
000'009't + 000’ors. 000'0%% 000092 —-000'0¢ squez uoTgequawypas Azewrza
0s sO § T quowodUGD Sse50xE
i
NOLIWIIA GNY NOTLWINSvOD ‘TWOINSHO HLIM aSanTs
tp stave
GSLYAILOY ‘SLSOD TwLTavo
112
oee’er 90T X T'S oor’ ery aus‘et Tito%
ons = 00070 or uotae3s Surdung eyerpeuro3ur
oou‘e got T'S 000/05, 000'z seowumng waaveH OTaTaTMA
000'S - 000°Le ove, voraezaTta unnoed
é - : . buyuexoTus uOT3ea0Ta
ort - o0s't oor BuruexoTus Aataes9
008 - o0€'t 09 Suydung ebpats TeOTWeYD
o0e’T - 006 sot Suydumg e6pnts pezeataoy 93SeM
ors - o0€ ©9 butduma ebpnts Azxewraa
oot - o02't ot abpnts ‘xowktoa
oot - oot'z o0e eyenoasey ‘xouATOS
002 - oor 'z oz uty
sBurpeed TeoTWsYD
o0€ - : ose quoudyaba uoyseuTIOTUD
: - - - sutseg 398309 sUTZOTUD
005'T - 000'88 006'z uorsezaT Ta
ost - o0e'e o8s XOTITIETO
oor - 008‘T oot't uorzeTRODOTT
o8z - 000’4z ost surety prdeg
09F - 000'0T oze, Sutdumg eSpnts poveataow wNIeN
o8s - ooe'e oz syueg uoTaequamTpes Azepuoces,
oot’e - 000"0z2 oop 't quowdrnba uotzer3y
- - e : sutseg uoTzezey
ovr - ooe’e ous syuey uoTzequeutpes AreuTza
BHETTOU TSTETASIEH © Sep TEINGEN 7aOS WN Sao qusioduay Sses07r
soueuoquTeH 30 uor3dunsuco) uorsdunsuep —-x0qe7
3809 Tenuuy yong Tenuuy genoa Tenuuy —Tenuuy
GOW T ‘NOIWILIIG GNY NOTLWINDWOD TWOIWEHO HEIM SOGNTS GILWATLOV
8p atave
113
066/Ls g0l * ee oot‘zot‘z oe t’sz ‘TWLOL
OFT rete renee 7000; pmee com uoraeas butduna eaerpewzequr
09/4 oO * ce 000/0sz o02's seowurng yaaeon OTdTaTNW
000‘T2 - 000/09t 000'e woraez3TTa unnoen
ozt - 000/08t 094 SuyuayorUL uoTAPIOTE
oce - oos‘t ovr Suruexorus Aayaez5
006 - 009'8 o8 Sutdung s6pnts TeoTwOND
000/% - cos‘ otz burdumg @BpNTS pozPATROY e3SeH
006'T - 00st oet Surdung eBpnts Axewyza
oop - 00s’ oe9 e6paTs ‘rouxTod
oot - 004% oor soqemaqsen, ‘xeukTor
os - 0092, oor uty
sBurpeeg TeoTUSUD
o08’t - - ots uoudtnbg uoTyeUyzOTUD
- - - - sutseg 30e3u09 euTZOTUD
o0z*e - 000/stt oos’e uoTaeaaTTa
o08’t - oor“ o0z‘t 8T3TAPIO
008 - ooze ost uorgeTno20Td
ozs - 000/ozt oss surxtn prder
ove - o00'ze ore Suydumg eBpats paaeatzoy wmIeE
000% - oor“ oor't squeg uoTyequaUTpes Aaepuoses
00n'9 - ooooot't 02 jueudtnba uotaezey
- - = . sutseg uoy3ex0y
009", - ooe’e ooz't squeg uoTzeauouTpes AzewTIa
SHeTTOU TSTETISIEN © SeD TeaNTEN 7aOS ia SHR ueiodoD SaS5074
soueuaquTeW Jo wor 3dumstion uoradimsuoy — z0qeT
3809 Tenuuy Teng Tenuuy xemog Tenuuy — Tenuuy
GOW ¢ ‘NOTLWULIIG ANY NOTLVINOWOD TWOIWEHO HLIM SoGNTS GaLWATLOW
6p aTavL
14
ozs ‘06 got ¥ 99 o00’tse’e —-000'se Te1oL
G0E7@ = 9007 08T eT uoraeas SuTduna eaerpeureaur
000'TT 90T ¥ 99 000’ 09% 09/8 seovusng wazeon OTdTaTHHW
000’s€ - 000/008 o04'r woTsexaT Ta umnoeA
ost - 000/ose oor ‘T Suquaxorus UoTaea0Ta
ozs - 008'z o6F BuyuexoTus AaTaezD
00s"t - ooe't ozt Sutduna e6pats TeoTWoUD
08's - 000'6 one Suydumg s6pnts peqeatazow 03seM
o00'€ - 0007 oct buydung ofpnts Areurza
029 - ooe’e oz ebpnts ‘zawhTOR
ost - 006'z oor reqeneasem ‘xoWATOE
out - 000’€ 089 wnt
spurpeeg TeoTHEUD
ooe'z - - 068 quoudtabg uoTzeuTz0THD
- - - - suTsea 39equ0D eUTZOTUD
0089 - 000/orT 000'F uoraezatta
000'¢ - ooe’e o08'T xOTs TACT
008 - 000° ct ost uoraetnscota
006 - 000’ 0sz 009 surxtH prdew
o0€‘T - 000'82 oot’T — Sutdumg eBpnts pesearzoy wanaex
009'e - 0099 oot'z syuez uoTIeqUeUTpas AzepUodas
o04'8 - 000’0s0'z —008’E quewdinba uorsezoy
. - - - sutseg uoTzez0y
o04'z - 0099 008‘T sxuvy UoTzeauewTpes AzeuTIa
EHeTIOd TSTeTIOIeN © “SCD TemIEN “OS aa SHOR FUSUOTIOD SSODOTS
souruequTeEN 50 uotadunsuos uoTzdumsuoy = -z0qeT
ysoo Tenuuy Teng Tenuuy yemog Tenuuy — Tenuuy
Gow OT
‘NOTLWYLTIG ONY NOTLWINDVOD ‘TWOIWEHD HLIM SOaNIs ag~vAIZOW
os stave
115
osb‘e9t got * 06t oos’ste’6 05809 Tws0L
00575 = ‘0007 0LF oot uoraeas Butdung eyeTpewxeqUT
000'6t g0T * O6T 000/00z‘T —000'9T seoeumna waze0H eTdTa THN
000's9 - 000/004 006’e uoTaezaT Ts unnoeA
o0€ - 000’ 008 oob‘e BuywoxOTYL UoTIeIOTA
o02‘t - 000°8 008 BuyuexoTus A37AezD
o0u'z - o00’ee o9t Suyduma eSpnTs TeoTwWOUD
000'zt - o0s‘zz ow Suyduma e6pnts peaeayzov o38em
009’s - 008'4 ose Suydung eBpnts Azewyza
002T - 000¢st o0t'T ebpnts ‘xauATod
ose - o0se oor roqenoysen ‘zouATOS
oot’T - 000° 0z'T unty,
:Butpeog TeoTWOUO
008'z - 005’L 009't quomdrabg uorqeutzoTu>
- - - . suTseg 39e3UOD eUTIOTUD
o00’et - 000’06T 02's woTaex9T Ta
00's - 0099 o0e’e XOTITIETO
o0e'z - 000’0r oez uotaeTnoD0T a
008’T - 000‘ ozs 004, SurxtH prdeu
009'z - 000’0LT 00s’ —-Suyduma eBpnts peqearioy UANIoY
000'¢ - 006'6 o08'e syuez uoTaequOUTpas Azepuos0S
000’pt - 000’00T’s = 00T*L yuomdtnbg uotzez0y
- - - - sutseg uoTaex0y
009’s - 006’6 oot’e syueg, uoT;equeuypes AzeuTza
SHertod “STeywosed «Sv TeaNseN HSS aa STROH qusuoduoa Sse503a
aouvuoquTeN Jo uoTadumsuos voradumsuoy —z0qeT
3909 Tenuuy Teng Tenuuy xenog Tenuuy — Tentuy
GOW SZ ‘NOILVALTIG ONY NOILVINODVOO IWOIWAHO HIM BOGNIS GaLVAILOW
Ts aTave
116
ost‘zez 90T X 00F 000'T66'Lt 0246 Tw0%
G007ET = ~ 0007038 o0Evz woT3e3g Suydung eqeypeuzeaur
000 0E OT * OOP 000%00z'2 —000’sz seoeumng uszeeH OTaTITNA
000S0T - 000'00rT 000 FT uoTaexaTTa wnnoeA
oos - 000'00r'T 0059 SuyuexoTuL UOTIeIOTE
008'T - 000'2t 0r'T BuruexoTus AaTAez
000° - 000/98 oze burduma oSpnts TeoTWSUD
000'6t - 000'S% ors Surdima o6pnts poyeaTaoy easem
000’6 - 000’St ore surdung efpnts Areutza
o08’T - 000'bz oot’z e6pnts ‘xouktoa
ose - 00's oz reqenaasem ‘ xeuATOR
000'z - 00/9 000'z wnty.
sBurpesa TeOTWEUD
oos’€ - 000'st ooe’z juewdynba woraeurzoTuO
- - - - suTseg 39equ09 oUTIOTUD
000/02 - 000" ove 000'8 uoraex3TTa
000/0T - ooz‘et 00'S OTSTIETO
006'€ a 00008 ose worseTnos0Ta
oo8’z - 000/00z'T 008 surxta prded
00'S - 000/ ove 000’ Butdumg s6pnts peavataow umMI0u
000'et - 00002 006’s syuey uoTaequaWTpes Axepuoses
000'8T - 000'00z’0T 000" T yuoudmba uorzer0¥
- - - - sutseg uoTaez0y
00s'6 - 000'0z 006'P syuez uoyequeurpes Aremysa
Swiied “stersereN “Se TeANTEN HT ‘SanOH FUSISTMOD SS050RE
soueussuTeH 30 woradunsucy uoradunsuco = z0qe7
yso Tenuuy Tong Tenuuy xonog Tenuuy — Tenuuy
dow 0S
‘NOTLWELIIG GNY NOILWINOWOD ‘TYOIWSHD HLIM SOan1s agLWATZOW
zs Sav
17
TABLE 53
ACTIVATED SLUDGE WITH CHEMICAL
COAGULATION AND FILTRATION, 1 MGD
TOTAL ANNUAL CosTS
Amortized Capital @ 7%, 20 Years
3,733,000 x 0.09439 $352,357
Labor
13,578 Hours @ $9/Hour $122,202
Power
473,400 kwh @ $0.02/kWh $ 9,470
Fuel a
5.1 x 10° crs @ $1.50/TCF $ 7,650
Maintenance Materials $ 19,830
Chemicals
Alum
190 Tons @ $70/Ton $ 13,300
Polymer
8,329 1b @ $2/1b $ 16,600
761 1b @ $0.30/1b $ 230
chlorine
4.6 Tons @ $220/Ton $_1,012
TOTAL $544,067
Cost/MG @ capacity = $344:967 ~ s1, as0/me
118
TABLE 54
ACTIVATED SLUDGE WITH CHEMICAL
COAGULATION AND FILTRATION, 5 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
8,059,000 x 0.09439 $ 760,689
Labor
25,130 Hours @ $9/Hour $ 226,170
Power
2,102,100 kith @ $0.02/kWwh $ 42,040
Fuel a
33 x 10° SCF @ $1.50/TCF $ 49,500
Maintenance Materials $ 57,990
Chemicals
Alum
950 Tons @ $70/Ton $ 66,500
Polymer
41,659 1b @ $2/1b $ 83,300
3,805 1b @ $0.30/1b $ 1,140
Chlorine
23 Tons @ $220/Ton $5,060
TOTAL $1,292,389
Cost/MG @ Capacity = $4,292,389 - s7oa/uc
119
TABLE 55
ACTIVATED SLUDGE WITH CHEMICAL
COAGULATION AND FILTRATION, 10 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
12,419,000 x 0,09439
Labor
35,000 Hours @ $9/Hour
Power
3,851,000 kWh @ $0.02/kWh
Fuel fe
66 x 108 scr @ $1.50/rTcF
Maintenance Materials
Chemicals
Alum
1,900 Tons @ $70/Ton
Polymer
83,317 1b @ $2/1b
7,610 1b @ $0.03/1b
chlorine
46 Tons @ $220/Ton
TOTAL
Cost/MG @ Capacity =
$2,020,954 _ sssanuc
120
$1,127,394
$ 315,000
$ 77,020
$ 99,000
90,520
133,000
166,600
2,300
10,120
2,020,954
TABLE 56
ACTIVATED SLUDGE WITH CHEMICAL
COAGULATION AND FILTRATION, 25 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
21,761,000 x 0.09439 $2,054,020
Labor
60,850 Hours @ $9/Hour $ 547,650
Power
9,315,800 kWh @ $0.02/kWh $ 186,315
Fuel
190 x 106 scr @ $1.50/TCF $ 285,000
Maintenance Materials $ 168,450
Chemicals
Alum
4,750 Tons @ $70/Ton $ 332,500
Polymer
208,294 lb @ $2/lb § 416,600
19,025 lb 4 $0.30/1b $ 5,700
Chlorine
115 Tons @ $100/ron $11,500
‘TOTAL $4,007,735
cost/tg @ capacity = £4:907.735 ~ g439/u
121
TABLE 57
ACTIVATED SLUDGE WITH CHEMICAL
COAGULATION AND FILTRATION, 50 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
33,785,000 x 0.09439
Labor
97,420 Hours @ $9/Hour
Power
17,991,000 kWh @ $0.02/kWh
Fuel
400 x 106 scr @ $1.50/7c
Maintenance Materials
Chemicals
Alum
9,500 Tons @ $70/Ton
Polymer
416,589 lb @ $2/1b
38,050 1b @ $0.30/1b
chlorine
230 Tonss @ $100/Ton
TOTAL
= $6,830,361 _
Cost/MG @ Capacity = 235° 24S5= = $374/MG
122
s
s
a jn ne a
3,188,966
876,780
359,820
600,000
272,180
665,000
833,200
11,415
23,000
6,830,361
Leros beros ss*0s TL08 oy Ts
T9E‘OEB‘9S SEL‘LOO’DS Gh6'OzO'7S EBE‘ZEZ‘TS L90 DHSS
007% oos7TT Oet70T 0907 zt0"T
ST9‘ PPB ooe‘zzp 006’89T Opp rs ogg ‘9T
000/s99 oos‘zee o00‘eeT 00S'99 oe ‘eT
ost ‘ZLz ost ‘89T ozs’06 0664S oe ‘et
000/009 000’sez 000'66 005 ‘6r oso’e
oza‘6se ste‘98t ozo’Le ovo‘zp oLr'6
ogL‘9L8 os9’Les 000’ste oLt‘9zz zoz‘zzt
996/S8T’E SEL‘L00'F = HGE*LZT‘T —-6 89094 use‘zse
0s sz oT S T
NOTLWINOWOD TWOIWSHO HLIM HOGNTS GaLVAILOW
Gow “A;toedea
(000/T$) 3809 Tenuuy
RIVAWNS LSOD TWANNY NOILWULIIG Ny
8s aTawL
(A3T0edeo
@ Surqesedo)
STeD 000‘T/s3500
TWLOL
eurz0Ty
xowk Toa
unre
ssTeOTUOYD
STeTIO3eN
souvusquT eH
qeng
wemoa
zoqet
Teatdeo peztzz0uy
123
OLLWWEHOS WHLSAS NOSUVD UWINNVED ‘Tz
oraezouyour|
a
ae3Tta
unnoen
f
aeq3Tae1D
mina
124
TABLE 59
DESIGN PARAMETERS FOR GRANULAR CARBON SYSTEM
Chemical Treatment
Coagulant,
Coagulant Dose, mg/1
Polyelectrolyte Dose, mg/1
Flash Mix Time, Min
Ploceulation Time
Clarifier .
Hydraulic Loading, gpm/ft* (peak)
Gravity thickener
Solids Loading, 1b/ft”/day
Underfiow Solids,
Vacuum Filter (20 hr/day operation)
Feed Solids, %
yield, 1b/ft?/nr
Cake Moisture Content, ¢
Lime Dose, * by Weight
Multiple Hearth Incinerator
Loading Rate
Downtine, *
Granular Media Filter
type
Average Hyaraulic Loading gpn/tt?
Nunber of Filters, Minimum
Average Backwash Recycle, § of Filtrate
Carbon ‘Treatment
Carbon Contactor
Average Contact Time
Carbon Dose, 1b/mg
125
Alum
125
0.25
L
15 (G = 70, Vertical Turbine)
5
2.8
75
40
7 UW (wet) /ar/ee?
30
Gravity, Tri Media
5
4
3
Upflow, Countercurrent, Expanded
30 Min
1,500
Chlorination
TABLE 59 (Cont'd.)
Contact Time @ PDWF, Min 30
Dosage, mg/l
carbon Regeneration
Furnace Type
Downtime,
Loading Rate
Carbon loss
5 (max) (3 ave)
Multiple Hearth
30
2
40 Ib carbon/ft*/aay
88 /cycle
126
ous
azz
000’ 60z
ooL’z
osy'est
se
o00't
oce't
os'h
osz‘z
oos’z
ossT
ose ‘or
oot
oot’ss
ose'69
sez
tt
oos’ Pot
ose’T
szu'9e
sue
oos
sus
sere
S2t't
osz'T
826
sut's
oos’e
oss'ze
sis're
ott
Osh
008 ‘te
ors
o69‘oe
st
coz
ose
06°0
ose
cos
ove
oo'z
con't
ozo'et
os6'et
veuy3 yo qusczed og ung ‘oowurng ozts umuTUTHy,
ores yt
Brze osc
006/02 ost’y
ouz (use
sve'st 690/e
su st
oot oz
set se
sro 60°0
sez Sh
osz os
sat Le
seo'T Loz
oz ovt
ots’9 zoe'T
su6'9 see't
sop 6
3 z
aq
wee
ebezeny
BA/suoy, *p80q SUTZOTYO
£93 ‘30R;U09 ourzoTYD
‘aoeuang uotqezouabioy uoqzeD
93 ‘Ton
70308309 wogzeD eATIO055q
IH ‘Buydumg quentgur uoqzeo
dB ‘Bur
mg obpats Areupza
su/qy ‘out
ebpats Azeupza
xu/at ‘Atoa
ayqt woTY
aageacisem,
Feeg TeoTusyD
233 ‘Zoxex0uyour
zak ‘x0aTta wensen
Zag, RouDyOTUS
sepats Axewpza
zag ‘xeatts
ga9 (3eTsTzeTO
33 ‘z03eTND90TS
33 TH prder
SHZIS SSA00Nd LINN SWHLSAS NOGYYO YWIANWED
09 arava
127
000‘o68'8e
0007S8T"e
o00'sze’e.
000‘ Lia‘ ve
Goo" Stee
000’ 29642
Dao OTT
000‘0¢s
000’006'¢
000’00s “oT
000’000'T
000’02b
000‘ 00r
000/z9
000’ 00¢
000’ 004€.
000’ 002‘,
000’ oor
000'006/z
000‘ 0022
000'09T
000‘ DET
05
000‘ t98'zz
ooo tat
000’ 6r2'z
oo0‘aec ‘et
ooo TOE
000‘Le6*9t
900769
000‘ ore
000‘ 009'z
000’00r's.
000/095
000‘ oze
000/08z
000‘ ze
000'09T
000’ 009'z
000" 002
000‘ 00z
000‘ 006‘T
000‘ 00T‘T
000‘ 00t
000/92
se
000’L99/2r
ooo" BEOT
000’ 9v2't
o00’e8e ‘oT
worse
000*80t'6
‘DOOR
000*002
000’008't
000*008 ‘z
000‘o8e
000‘002
000‘ 09t
000‘@t
000" ot
000’ 006'T,
000‘ 00%
000’ 09T
000‘0s0'T
000‘ orp
000‘ss
000‘ Le
OF
asi
o00'sze's
‘00 zes
000’ 6ts
000'rz8"9
‘000 SEE
000'986"s
oo07zz
000‘ ort
000‘ 00r‘T
000/002‘T
000'09T
000‘ 0st
000‘ 00t
000’ eT
00's
000’ oon’ T
000‘ 0zz
000‘ oTT
000's89
000’ 0¢z
000‘ se
000'ez
g
o00'LeL'
0007 Bee
000‘998
000’ ces"e
v00"Cie
000’ 90P'e
007%
00'S
000‘ 0st'T
000‘ 0sz
000'sb
000's9
000’ 0%
000‘ ot
000‘ oe
000'000't
000‘ o6T
000'04,
000/06e
000'se
o00'et
000'0T
T
Nomavo UVTANYUD ‘SLSOD TwLIavo
19 sav
1800 TWLIavO TwLOL
uoTzonz3su05,
butang 3sez03ur
Tebor
‘qeosta ‘6uTZeauTbus
S09 NOTLONYTSNOD TwLOL
yx0mpreR,
‘Twzonens
peed auTZ0TUD
30e3U09 oUTZOTYD
waqshs uoTzeT8UDbey UOqTeD
weqSshg 1039eqU0D uogreD
futdumg quentzur uoqze3
ebpnts Azeuyza
Sutdumg e6pnts.
ouTT
eppnts Arewrza
toa
wnt
aqena3sey,
peag TeoTuoyD
zo3ereuTOUT
xeqTTa umnoea
TeUsyOTUL
ebpnts Ameurza
x0aTTa
ZOq3TIETO
qo3eTNS20Ta
xTH prdey
128
for Carbon Adsorption." Analysis of the regeneration costs in
the TT Manual indicated that they were low when updated by the
EPA STP index. Recent bids indicate that the EPA index does not
adequately reflect the inflation of mechanically complex systems
such as regeneration furnaces. Thus, data developed by CWC for
multiple-hearth furnace systems under EPA Contract 68-03-2186
were used as the basis for capital costs of the carbon regener-
ation systems.
Tables 62-66 summarize O&M costs. Activated carbon costs were
obtained from manufacturers. Labor and maintenance materials for
carbon adsorption were obtained from the TT Manual curves. Power
requirements for pumping through the carbon system were calculated
based on a total head of 50 feet. The TT Manual curves for car-
bon regeneration labor are in error (i.e., 24,000 manhours/year
for 6,000 pounds a day for carbon is obviously far too high).
Discussions were held with the authors of that portion of the TT
Manual. Based on this, it was decided to use the CWC labor curve
for multiple-hearth furnaces. The TT Manual curves were used
for regeneration power and maintenance materials. Regeneration
fuel requirements are based on the following data furnished by a
carbon manufacturer during a recent design project to estimate
on-site regeneration energy requirement:
Btu Per 1b
Carbon Reactivated
Furnace Gas 3,000
Steam 1,250
Afterburner 2,400
‘TOTAL 6,650
Tables 67-71 summarize total annual costs for each capacity and
Table 72 is an overall summary. It was found cheaper to regen-
erate carbon even at the one MGD scale rather than use the car-
bon on a one time basis.
POWDERED
;ARBON, EIMCO
The process schematic for this process is shown in Figure 22.
The design criteria are shown in Table 73. Incineration was
assumed as the means of ultimate sludge disposal for the primary
sludge in this base case. Most sources of unit process costs
have already been described. Unit process costs not previously
discussed are covered below.
Powdered Carbon Feed
Costs for powdered carbon feed were developed specifically for
this project. Figures 23-25 describe the powdered carbon feed
system design. The carbon is stored and fed in a slurry
129
oe8’8r
000%
oos't
oe
008
o0z
oot
o0z
000'b
000%e
oot
o0s‘t
ose
oop
osz
‘SHeTTOT 7STeTIOTEH
soueuequTeW 30
3809 Tenuuy,
OT ¥ STE oot’ vee
got X OT 0007S
S 000’ 04
- o0s's
- 000'
- oot’
- oop’
got ¥ STZ 000’08
- 000’ss
- 000'T
- 000'88
- ove 'e
- ove’
- 000/42
“sep Teangen “aos Pi
uoTydumsuep uoT3dumsucg
Teng Tenuuy zemoa Tenuuy
W830 GOW T ‘NOY¥D UWIANYED
z9 aTava
sso'zt
ee
ose
ose
se
ooz't
o0e
002
00s'T
002'T
ore
oos'z
oss
oot't
ost
SanOH
soqeT
renuuy
AWOL
uoTqereuebey uogzeD
uotsdzospy uoqzeo
uOFIeUTIOTYD
eépnts Axeurza
buydumg pnts
peed ourT
ebpnts Areurza
Aqoa
unty
zazeme3seH,
peag TeoTWEND
zoyexourour
aaaTFa unnoep,
qoUaxOTUL
eépnts Axeutza
x0aTTs
20q3TIETO
zoqeTnos0TE
xtk prdew
130
o0s’ue got * 9°6E oo9’ziz't —ote'zz
00r7S got e Ter ‘0007008 o00'F
008’ - 000" ose o08’t
008’t - - oro
o0z'z - 000'zz oot
002 - 000’6 006’t
oot - o0L'z oor
ose - 009'z oor
00044 got * STZ 000" 0sz 006’e
000'02 - 000" 08T ooz'e
oor - 008’ oor
002" - 000’stt 009’€
o08’T - o0€'e 002‘T
008 - ooze ost
ozs - 000'ozt oss
SxeTTod “StTerseyen Sep yextaeN “GOS aa SanOH
soueuequTeN JO uoT3dumsuep uoyadunsucy —x0qeT
3809 Tenuuy, Tena Tenuuy Zomod Tenuuy — Tentuy
W30 GOW ¢ ‘NOMYYO YVTANWID
€9 aTava
WIL
uo ereuebey uogreD
woqzdzospy uogzeo
woTseUTZOTYD
aépats Arewpaa
buydung eBpnts
peoa ourT
e6pnts AxeuTza
Aqoa
aunty
qoaemo3sen,
pees TeoTWAYD
203 T0UTOUT
xe3TTa wnngen
xausyOTUL
s6pnts Axemtxg
west
AOTSTIETO
zoqeTRO90TE
xp prdew
131
ous'9t OT * 9°89 ooz’siz'% —oss’te
O0R"e got Y POE 0007 se 008
ooz’e - 000004 009'z
o02'z - - 068
oon’ - 0000s ooz
006 - 000'st o00'z
ost - o06'z oor
our - 000'e oso
000‘0T Ot * ze 000‘ oze 000'9
000'Se - 000‘ ove 00'S
oso - 000'6 oze
0089 - 000’opt 000"
000'e - ooete o08't
ooe't - 000'zt ost
006 - 000’ osz 009
STOTOG STETOTEN «= Sep TERNIEN 7HSS ry Son
ooueueauTeH 30 uor3dunsuo3 uoysdumsuop = zoqeT
3509 Tenuuy Teng Tenuuy xeroa Tenuuy — Tenuuy
W830 GOW OT
‘NOMUVO NVTANWED
v9 aTEVE
MOL
uopqezeuebey voqreD
uot 3dxospy voqreD
uoqaeurz0TUD
e6pnts Axeutza
sutdumg e6peTs
peeg ourt
ebpnts Axewrza
toa
wnTy
zaqena3sen,
peeg TeoTWeUD
zoyexouToUL
x03TTa unnoeA,
rousyoTUL,
aépnts Axeuyza
x03Ta
ZOTSTIETO
goaeTROD0TE
xtw prdew
132
oso’ apt
0007@T
ovo
ooa'z
0089
o08'T
ose
oor't
000’8t
000'se
o0e‘T
000'T
005's
ooe'z
o0e’t
‘SIeTIOT “STRTTOIEN
sourueqUTeH 30
sop Tenuuy
got * Pot o09'atz's
oor * te ‘0007008
- 000’ ose 'T
- oos’e
- 000'0zT
- 000/09
~ oos'e
~ 000’
o0T * EL 000/006
- 000’ 008
- 000/21
- 000'o6t
- 009/9
- 000/ ov
- 000‘ ozs
“Se TemIeN dos Ux
uoTzdumsucs, uoT3dumsuey
eng renuuy zemog Tenuuy
WO GOW SZ ‘NOMYVO BVTANWED
s9 qTava
ore ‘Ts
0007et
002’
009/T
o0€
oot’z
oor
o0z't
000/0T
005'6
009
o02's
ove 'e
oez
oo
anon
roqeT
Tenuy
MLOL
uoyaersuebey vogreD
uotadzospy uogzeo
woTqeUTZOTUD
efpnts Axeurza
Suydumg ebpnts
peed ourT
espnts Areuraa
toa
unty
xoqEMoisen
pasa TeoTueyD
xoqez0UTSUT
393TTa umnoep
AOUOYOTUL
ebpnts Axewtig
x03TT
FOTETIETO
zo3eTNOD0TE
arn prdey
133
000'stz got * ITE 00z‘vo0‘oT —0L0'z8
000°9T got ¥ Tet 0007009"T = 000"6T
ozs‘Tt - 000’00s"€ — 000’9
00s’ - 000'st ooe'e
000'0t - 000 oez oor
008'z - 000'zs 00u'2
ose - 00's oer
000'2 - 000’9 000'2
000/0€ OT * OFT 000%0su‘T 000’8T
000'00r - 000’00s‘T —000'9T
oor'z - 000'97 oot't
000'0z - 000'Lz, 0008
000'ot - o0z‘et 00's
006'¢ - 000'08 ose
008'z - oo0'ooz‘t 008
SyeTrod “STeqweven «= SED TeanaeN HS Ga ~«= Sano
eouewoquTeH Jo uoTsdumstico votadumsoy —oqeT
ysop Tenuuy Teng Tenuuy wemog Tenuuy — Tenutny
WSO GOW OS
‘NOmIvO AVTONWID
99 aTava
‘TNLOL
uorqexeuebay uoqre)
uoradzospy uoqze9
uoyaeUTZOTYO
espnts Arewtza
buyduma e6pnts
peog surT
ebpnts Axewrza
toa
umty
eqemezsem,
peeg TeoTWeyD
zozer9uToUL
x03TTa umnoea
FOUDyOTUL
ebpats Axeutaa
03TTs
A9y5TIETO
x03eTRO90TI
xTW prdey
134
TABLE 67
GRANULAR CARBON, 1 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
4,737,000 x 0.09439
Labor
12,055 Hours @ $9/Hour
Power
384,100 kWh @ $0.02/kWh
Fuel
31.5 x 106 scr @ $1.50/TCF
Maintenance Materials
Chemicals
Makeup Carbon
22 Tons @ $1,000/Ton
Alum
190 Tons @ $70/Ton
Polymer - Wastewater
7e1 1b @ $0.30/1b
Lime - Primary Sludge
153 Tons @ $37/Ton
Chlorine
4.6 Tons @ $220/Ton
TOTAL
Cost @ Capacity = eUete = $1,839/MG
135
$447,125
$108,495
$ 7,680
§ 47,250
18,830
22,000
13,300
230
5,660
1,012
nile onan a
671,582
TABLE 68
GRANULAR CARBON, 5 MGD
TOTAL ANNUAL COSTS
®
Amortized Capital @ 7%, 20 Years
8,325,000 x 0.09439
Labor
22,310 Hours @ $9/Hour
Power
1,272,600 kiwh @ $0.02/kWh
Fuel
39.6 x 10© scF @ $1.50/TCF
Maintenance Materials
Chemicals
Makeup Carbon
109 Tons @ $1,000/Ton
Alum
950 Tons @ $70/Ton
Polymer - Wastewater
3,805 1b @ $0.30/1b
Lime - Primary Sludge
766 Tons @ $37/Ton
Chlorine
23 Tons @ $220/Tor
TOTAL
$1,238,977 _
Cost/MG @ Capacity = *'4725.977 = s728/mc
136
785,797
200,790
25,450
59,400
47,500
109,000
66,500
1,140
28,340
5,060
1,328,977
TABLE 69
GRANULAR CARBON
TOTAL ANNUAL CosTS
Amortized Capital @ 7%, 20 Years
12,667,000 x 0.09439
Labor
31,550 Hours @ $9/Hour
Power
2,275,200 kWh @ $0.02/hWh
Fuel ie
68.4 x 10° ScF @ $1.50/TCF
Maintenance Materials
Chemicals
Makeup Carbon
219 Tons @ $1,000/Ton
Alum
1,900 Tons @ $70/von
Polymer - Wastewater
7,610 1b @ $0.30/1b
Lime ~ Primary Sludge
1,532 Tons @ $37/Ton
chlorine
46 Tons @ $220/Ton
‘TOTAL
cost /uc @ capacity = $24125.378
137
+ 10 GD
= $582/MG
$
1,195,638
283,950
45,500
102,600
76,570
219,000
133,000
2,300
56,700
10,120
2,125,378
TABLE 70
GRANULAR CARBON, 25 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
22,861,000 x 0.09439
Labor
51,330 Hours @ $9/Hour
Power
5,219,600 kwh @ $0,02/kih
Fuel
164 x 10° scr @ $1.50/TCF
Maintenance Materials
Chemicals
Makeup Carbon
547 Tons @ $1,000/Ton
Alum
4,750 Tons @ $70/Ton
Polymer - Wastewater
19,025 1b @ $0.30/1b
Lime - Primary Sludge
3,830 Tons @ $37/Ton
chlorine
115 Tons @ $100/Ton
TOTAL
Cost/MG @ Capacity = 244356542 = suse /uc
138
$
s
2,157,850
461,970
104,372
246,000
148,050
547,000
332,500
5,700
141,700
11,500
4,156,642
TABLE 71
GRANULAR CARBON, 50 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
38,840,000 x 0.09439 $3,670,827
Labor
84,070 Hours @ $9/Hour $ 738,630
Power
10,004,200 kwh @ $0.02/kWh $ 200,100
Fuel
311 x 106 scr @ $1.50/TcF $ 466,500
Maintenance Materials $ 215,000
Chemicals
Makeup Carbon
1,096 Tons @ $1,000/Ton $1,096,000
Alun
9,500 Tons @ $70/Ton $ 665,000
Polymer - Wastewater
38,050 lb @ $0.30/1b $ 11,415
Lime - Primary Sludge
7,660 Tons @ $37/Ton $ 283,420
Chlorine
230 Tons @ $100/Ton $23,000
TOTAL $7,369,892
Cost/MG @ Capacity = $14369+892 - saoasuc
139
ov'os
za69e‘L
wee
ovEez
brit
0-99
0°960'T
o°sTz
S°99F
T*00z
9°8eL
B0L9e
Os
9p 08
z9°9sT'h
cut
os*tt
us
Sze
OrLbs
So" 8PT
o-9nz
Le" POT
orzo
BrLsT'z
don ALTOWAWS
estos
ey S2t'e
0798
zt°0t
ez
oreet
or 6tz
oon
9°z0T
s'sh
or rez
9°S6T'T
0
€L0$
6Leze'T
ve Bz
90's
PUT
s*99
0°60T
slp
bres
syrsz
8°00
g7see
s
(000’TS) &soo TwANNY
ze aay
pe-Ts
Ly TL
€8°8T
Step
we
s*g0T
Lop
T
(Aq 7Oede9
qe Burqeredo)
STPD 000‘T/S3800
TwLOD
abpnts Axewrza - owpT
SUuTIOTYO
zoqemoysem - xowATod
unTy
uogqzep dnoxew
sTeOTUBYD
sTeqTxe7eW soueUszUTEH
Teng
xemoa
qOgeT
Teatdeo pezt3a0uy
AYWHWOS SOD TYANNY NOs¥vo UvTANYES
140
ISGHS MOT SSAQOUd WALSAS COWIE
uoqzed
paaezsuobay
umopnora
ousboy|
pee
poztprata
‘ee aunola
(aoxezowrour)
qesodere
o2 afpnts,
poxeaeneg
agezatta
||
241
o10/351
5 .
3 oe
4
i
cs Sts 120 Stytact |
330309 goeac0s
spree sores t
ce mee Y
soae Taos
roT3 7701,
uogaea
n-092K
TABLE 73
DESIGN PARAMETERS FOR EIMCO SYSTEM
Chemical Treatment
Coagulant
Coagulant Dose, mg/l
Polyelectrolyte Dose, mg/1
Flash Mix Time, Minute
Clarifier
‘Type
Hydraulic Loading, gpm/ft?
(Peak)
Gravity Thickener A
Solids Loading, lb/day/ft
Underflow Solids, %
Vacuum Filter
Feed Solids, %
Yield, 1b/hr/ft?
Cake Moisture Content, %
Lime Dose, % by Weight
Carbon Treatment
Carbon Contactor
Peak Hydraulic Loading,
gpm/ ft
Carbon Dose, mg/1
Carbon Slurry Concentration,
g/l
Underflow Concentration, %
Gravity Thickener 2
Solids Loading, lb/day/ft
Underflow Solids, %
Vacuum Filter
Feed Solids, %
Polyelectrolyte Dose, 1b/Ton
Dry Solids),
Yield, lb/hr/ft
Cake Solids, %
Granular Media Filter
Type
Average Hydraulic Loading gpm/ft?
Average Backwash Recycle, % of
Filtrate
142
Alum
125
0.25
Flocculator-Clarifier
0.8
10
5
5
2.8
15
40
Internal Solids Recycle
0.8
300
10
20
12
12
10
8
27
Tri Media
5
TABLE 73 (Cont'd.)
Pluidized Bed Furnace
Solids Loading, 1b/hr/£t? 3
Freeboard Velocity, ft/sec 1.2
Firebox Temperature, °F 2000
Operating Temperature, °F 1250
Carbon Recovery, & 90
Blowdown, % 5
Primary Sludge Incineration
Multiple Hearth, Loading Rate 7 lb/ét2/nr
(wet’ Basis)
Chlorination
Contact Time @ PDWF, Minutes 30
Dosage, mg/1 5 (Max), 3 (Ave)
143
(pBul 0S-S) WHLSAS Gadd NO@YVO GALVAILOW GauaqMod
430334 ©
BovuOLS
av aHw3n0
‘ez muneTa
‘Auinie voao3
wing
aovNo1s
AWIMS NOEMYD
Gnnowses20Nn
fuing_ vou
paiosausdeu
yoni 40 30>
pooaios wea)
1w0qi02 cranes
144
(pS T) ONTGSad ANY SOWHOLS No@uvO daysaMod “Fz gUNOTa
Ss
duind paeg
Lem
145
(pBw 0$-S) ONIGSad ONY SOWYOLS NO@¥WO GausaMOd “sz syNOTE
se yp paeds
/Q0100N 1-00) IGA 1:001
146
consisting of one pound of carbon per gallon of water. The major
elements of the 5 to 50 MGD systems include
1. Carbon slurry pumping from regeneration furnace to
underground storage basin.
2, Underground slurry storage and mixers with bulk
unloading facilities.
3. Carbon slurry pumping from underground storage to
elevated feeders.
4. Slurry feeders in elevated structure
The one McD system includes only carbon slurry storage with
mixers and a slurry metering feed pump
The underground storage volume was varied with plant size with
the following minimum storage provided: 1 MGD ~ 20 days; 5 MGD -
5 days; 10 MGD - 3.5 days; 25 MGD - 3 days; and 50 McD - 2.5 days
The previously developed cWC curves*® for rapid mixing basins
(G = 600) were used to estimate the costs of the underground
storage basins. Pump and feeder costs were obtained from manu-
facturers.
Flocculator-Clarifier
Manufacturer supplied equipment cost information coupled with CWC
estimates of basin costs provided the basis for the flocculator-
clarifier construction cost curve. O&M requirements were based
on the previously developed" cwC information on flocculation
and sedimentation.
Reactor-Clarifiers
These curves were obtained from the earlier CWC report."
Fluidized Bed Regeneration Furnace
Fluidized bed furnace (FBF) regeneration of powdered carbon has
been demonstrated only on a pilot scale. Thus, there is a degree
of uncertainty about the design criteria and any estimates of
costs for full scale systems. Because of this uncertainty, the
FBF costs receive added attention in the later analysis of
economic sensitivity. Independent estimates of capital and OsM
costs for full scale systems were obtained from two manufacturers
(Envirotech and Copeland Systems). Both manufacturers rated
their FBF systems at higher capacities (from 5 1b/ft2/hr in
the smaller furnaces to 7 lb/ft?/nr in the larger furnaces
than shown in Table 73. With the exception of power requirements,
the data from the two manufacturers were in close agreement. The
147
cost curves in the Appendix are based upon the capacities of the
FBF systems as rated by the manufacturers rather than the 3 1b/
hr/sq €t. shown in Table 73. Fuel requirements vary with the
size of the FBF system and range from 9,000 Btu/pound of carbon
at 100 lb/hr to 5,500 Btu/pound at 10,000 lb/hr. The manu-
facturers agreed closely on fuel requirements. Power requirements
as estimated by Envirotech, ranged from 0.82 kwh/pound of carbon
at 100 lb/hr to 0.6 kWh/pound of carbon at 3,400 lb/hr. Cope-
land's estimates were 0.2 kwh/pound of carbon. The power curve
is based on Envirotech's estimates with the potential impact of
lower power requirements discussed later. Labor and maintenance
material requirements were extrapolated from CWC's earlier work
on multiple hearth furnaces. The FBF sizing for the plant
examples was based on 30 percent downtime. It was found cheaper
to regenerate carbon at the one MCD size rather than use the
carbon on a one-time basis.
Tables 74-86 present the results.
POWDERED CARBON, BATTELLE
Figure 26 represents a schematic of this process. Table 87 pre-
sents the design criteria. The basis of most unit costs has been
discussed in previous sections. Costs for centrifuging, sulfuric
acid feeding, and tube settling were obtained from the earlier
cwe report. ‘The carbon contactor costs were determined using
the flocculator cost curve (G = 70). Rapid mixing costs are
based on G = 300. It was found to be lower in cost to regen-
erate carbon in the one MGD plant than to use the carbon on a
one-time basis. Thus, regeneration facilities are included for
all capacities. Alum feed costs represent only the makeup alum
since the recovered alum is recycled with the powdered carbon.
Credit of 9,500 Btu/lb of raw sewage solids was taken into con-
sideration in determining the supplemental fuel requirements of
the FBF furnace. This heat value essentially balances the heat
required to vaporize the added water found in the Battelle pro-
cess sludge relative to the Eimco process sludge (6.5 1b water/
1b carbon vs 2.7 1b water/lb carbon). The heat required to
bring the added water vapor up to 1500°F is equivalent to an
added 2690 Btu/lb of carbon for the Battelle process sludge
relative to the Eimco process sludges. Curve 101 reflects these
differences in heat requirements
POWDERED CARBON, BI!
HYSICAL
Figure 27 presents a schematic of this process. Table 101 pre~
sents the design criteria. Air quantities (mechanical aeration
used as basis for cost estimates) are adequate for nitrification
Costs for the wet oxidation system for carbon regeneration were
obtained from Zimpro. The regeneration system was sized based
upon 30 percent downtime -- consistent with the assumption made
for other regeneration techniques. The basic costs provided by
148
ors
000'T
op
ose't
o02z's
os'b
osz'z
090't
ogee
ooz’t
0086
oos‘z
osa‘T
ose ‘ot
000"
oot’s9
oot’ss
oso’
0
sz"
oz
os
oz
sus.
0092
sett
0s
seu’
009
006’P
osz/t
sve
Sct’s
oo’.
oss’ze
oss’ze
sze'z
ot
SS00%d OOWIT
‘SZIS SSHO0¥d LIND
pe atawe
80T vs L a6 ‘oBpnts woareo
002 oot oz wd5 ‘obpnts Azeuyza
butduma e6pnts
8 ov so ayat ‘st0a
e6pnts uoqzeo
ose set se au/at ‘ourT
ebpnts Arewr ra
ovo't ozs vor au/at ‘uogreD
06°0 spo 60°0 au/at ‘kta
ost sez sh ay/at ‘unTw
reqeMe3seH
peed TeoTwoUD
sez set of gas 'aaa
oe 'T she ost, (uoraezedo you) aW/at ‘aaa
ove ozt oT gas '383TTa unnoeA
096'T 086 ser gag ‘xeuexoTus
eBPNTs woqTeD
0s ose 0s 233 ‘x03ez0uTOUT
ove set Le 293 (393TFa wmnoeA
ouo'z SE0'T Loz, Zaz (x0uSxoTUL
eopnts Arewrza
oor't oon ont gas ‘ze1tta
ozo'et ors'9 Zoe’T (uses) gaz 'sxeTZTAeTO aoeauOD spTTOS
ozo‘et ors‘9 zoe'T 233 ‘xeTyTzeTO-901g
0f6 sor £6 oF Tw prdew
ot T
or
149
000’989'09s.
DOOTEEE
000%z20' $
ooo'ets'ees
OORT T
000"c6r ‘62s
‘BOOTHT
000"0rs
00°52
(00°06
000*0ts
000’00%
000/0be
00°29
000°00e
000/000'6
‘000’05@
000*008
000%00L'¢,
(000*002"T
(000*008
000/008"
000'002"s:
(000"008"z
000*0Et
000'ere"ezs
WORST Ss
ooo'ee'z ¢
000'ezs "ets
a
o0n'szt ‘ets
‘wes
000"ore
000's3
000’
900*o2e
000'082
(000’00s
000°ze
000'09t
(000'000"s
‘900/0TS
000*002
(000"009"2,
1900’00.
(00°02
600*006"r
(000*008"2
(000*00%*T
00°22
o00'ors‘ers
WORT TS
ooo'eee't $
00’sst‘1Ts
Tro
000'ser"s $
‘0078
(900*00r
o00'zs
900'09
000'00t
000'09t
000*082
o00'et
000"
000*00¢ 2
(000'00E
(000'09T
‘000'008"T
‘900'00
000/08T
c00‘0s0"r
000'008"T
900*00.
000'Le
000’ 8866
wre
ooo’ece §
000's9z‘es
WORE
c00'ere ‘96
‘OTe
c00'obT
200%0s
o00'zs
o00'es
c00'00t
o00'06t
o00'et
00's
000008"
000002,
oootort
000" 00%/T
900/02
(000’oTT
000/89
(000'000'T
000’ st6pe
wore E
ocorver ¢
co’ Te0"Hs
oc
o00’ses ‘es
vO"
9000's
00°02
(00's
000'et
000'0»
000'0tT
900'0T
00 oF
000"0s8
co0'a6t
(900°08
‘000'900"T
00006
00"De
costes
0007008
00'09T
cot
OOWIS ‘SESOD IWLIdvO
SL aTaWE
S09 WErEKo THIOL
vorsonns
woo Surana 3soz0qur
qebor ‘'qostg ‘BuyreouTéua
3609 Loronzasuog TeIO
ONpIER
awoxens
peas eurz0Tu
yoequ0D 9UTZOTU
‘Seats uogre>
eépnts Axeapza,
a6pnts ogre?
our
sbpnts Axeatze
woqze9
Ata
anty
sezenazsem
poag TeoTwatD
sea
soatrg mnnoeq
FOUONOTUL
espns woare>
xoyexOUTSUT
seaTTa mRNSeA
FOUDXOT AL
obpnts Azusa
x01 Ta
sx0y3TsRT9 3909U00 SPTTOS
JOTSTAETO-OOLE
ew prdey
150
osu’9z
OOS
008
oot
oz.
006"
oot
007.
coat @
00's
oot
000"
000°¢
oor
oos't
oov*z
08
oz
BRE ERT
‘soueUOUTEH 30
3809 Tenumuy
got * ov6T oor’est’T
TE
e 05's
- 0092
. 00’
- o00'e6
- oot'z
Ss one
got XL 000"002
i. 000'o%
: 00"
got * ovet 000'08
2 00's
2 000°
2 00'28
- 900°zt
2 ose
- 000'«2
SEES
‘voy admeus> worsdumetog
yong TM senog Tenny
WSO GOW T ‘OOWIa
94 aTavn
sts’st
ae
se
oor
o02't
out
oot
002
ons
9006
ore
oos't
02"
oF.
008"
oor’
08.
on
FNGH
soqe
reawuy
won
sépats voate5,
sopnts AseuT Ia
Bupdumg eSpnts
peog Atoa
a8pnts uogze9,
peog our
espnts Azearza
uoazeD
toa
cary
zeqen23s0y
poog TeDTUOND
saz
seatra unnoea,
FeuoxoTUS,
aSpnrs woqze9
sozez0uToUr
seats wnnoen
xouDHOTUL
obpnts Axeutza
soxtts
sa015 32219
aoeauea sprtos
sors TIPTO-O0TE
xox prdey,
151
oss’ze
ose
ooz'z
ose.
002.
oot’
00T
oat
oos'e
00"9t
008
000"
(000'02
00%
oz"?
0006
0082
ozs
RTC TR
‘sueuaaUTEN 30
‘as09 Tenmy
0t * 5°95 006"s50'>
= HT
- 000/42
- 00's
- 0006
- 000/04
- out
- 0092
got X Se 000'0r8*z,
- 000*02t
- 008
got x Ste 000'0s2
- 900*08t
- 008'F
- o00’stt
- o00'ore
- 000'Te
- 000'o2t
STE
woradensue3| or3dumsuc,
senog Tenuy
W30 OW S ‘OOWT
LL aTava
ocy'9z
aw
ost
ow
006't
o08't
oor
coy
o0L't
‘oot ’z
oF
o06'e
ooz’e
oo
009"
o08'e
o9e't
cas.
SNH
sore
remnuy
ow0%
e6pats ogre
espnts Axeupza
Burden S6PNTS
pecs Ate
Spars woas9
poog our
espnts Areapza
oss,
st08
Ty
sorenoisey
pees TeoTwOuD
as
se2TTa uneoen
FOUDyOTUL
obpnts woaea
soxexouyour
xe2tya wnnoea
FOUDAOTUL
sopnts Axeuyza
seats
sxtsTre10
08209 SPTTOS
ors 7719-0001
xqW Prd
152
oue'tet
Ta.
one
oss
006
oot’9
ost
oLy
00's,
000*ez
os9
000’ot
00's
os)
0089
o00’et
006'e
006
TR
pouvueauTey 30
‘3909 Tenuuy
OT * 56 006's08*e
= 0075
- 000'08
- 900"
- 000'st
- 000’ 0¢6
- o06't
- 000"
oT x £9 000'006"®
- ‘00%0Ez
- 000"6
0k * Ze 0000p
- 000'orE
: 0006.
- 000'oPt
- 000 ore
- 000s
- 000'osz
SEE a
woradmsuoo voradunsuoy
senog Tenuuy
WO GOW OT ‘OOWTT
8. atava
oor’ se
wr
002.
ost
002
o00'z
oor
059
oos'z
cose
oz.
0009
00's
ore
000"
09's
oot'e
SRT
zoqe7
enuy
eson
‘s5pnts woare)
espns Axeuyza
suydema e6pnTs
pees toa,
spars woqaeo,
pong eur
sspnts Axeutze
uogrea
Aqoa
enty
erensasey,
peeg TeoTusyD
aes
xeatss wnnoea,
BOUDxOTUL
ebpnts uoqae5,
soyezourour
seatra unnoea,
soueyoTUL,
sepnte Azeatze
seats
sxorsta019.
30"3u09 eprtes
013 T3PTD-9001E
ern prdee
153
ose‘ove
WEF
908'9
000't
o0e't
000'tt
ose.
ort
000%«
‘cou'os
oe‘
o00"et
9000's
‘08 'T
oos‘or
090"
009"
o0e't
Smead
‘sourusauTeH 70
3809 Tenuuy
0t x uz
o0s‘ezz'et
DOTS
oootezt
co0'et
000'09
coo’ oe’,
oos'e
000%
00'009'zt
000" 005
000'4T
900006
000"008
00"
000'o9t
000'000'T
oco'set
o00'ors
=e
uoradeneueo|
Teng TRE
uoradimsuoo
zenoa Tenuy
W30 GOW Sz ‘COWIE
6c sTavL
oze'es
wee
oe.
00s,
oor'z
oo’
oF
ooz't
02"
000°
009
o000T
o0s"6
009
08
0096
oot
904,
SINGH
soqe1
enuuy
ceed
26pnis vogres
Surding spats
poog Kroz
espns toqre>
peog surt
sopnts Axrayza
ogres
ator
unre
xozena330y
peas TesTsoyD
seatTs umnoca
xoUeHOT EL
eépats wogre>
soqexoursuT
seatta unnsea
souonoTyL
sfpers Areatza
soatta
sx003 381
goeaten SPTTOS
3939 72819-900T3
arn prdey
154
oae“eue
COO"
000’or
o09t
ooe'z
coo'et
000'r8
000'pT
082
SRO TT
soueuequTeK 30
3s09 Tenuuy
90T 08? 000'sz0"se
= aT
- 0000e2
- 000'0E
; 0007s
7 000*00u"»
a 00's
; 200'9
(000/006
g0T * 008 (000*000"t
; 00°92
g0T X oF
- 000'06t
; 000*000"2
- 000*082
- 000'002"T
ST
woTadmeuey woradimsveg
Teng Tenney erg TRULY
WO GOW OS ‘OOWIE
0g STavE
oz0'68 cnot
oe s8prts toqze9
oor sbpnts Axewy2a
supdima 96eRTs
006 peog Area
efpnts Loar
oon pooa sur
eepnts Areurxa
oou'e uoazy3
oze. oa
o00'z unty
peed 120)
000'9 aaa
00'Tt seat Te unnoen,
oor't xousxoTus,
‘s6pats woaze9,
espars Areurza
o0z's serra
000" er sxersTae TD
3o"au09 SPTTOS
oor's —-zersFeTO-290T2
008 aw Pde,
OH
2097
enuey
155
TABLE 81
EIMCO, 1 MGD
TOTAL ANNUAL COSTS
amortized Capital @ 7%, 20 Years
4,918,000 x 0.09439
Labor
15,515 Hours @ $9/Hour
Power
1,183,100 kWh @ $0.02/kivh
Fuel
19 x 10© scF @ $1.50/TCF
Maintenance Materials
Chemicals
Powdered Carbon
69 Tons @ $650/Ton
Alum
190 Tons @ $70/Ton
Polymer - Wastewater
761 1b @ $0.30/1b
Polymer - Carbon Sludge
4,380 lb @ $2.00/1b
chlorine
4.6 Tons @ $220/Ton
Lime - Primary Sludge
153 Tons @ $37/Ton
TOTAL
$757,569
365 x 1
Cost/MG @ Capacity = $2,078/MG
156
$464,210
$139,635
§ 23,662
28,500
$ 26,750
44,850
13,300
230
1,012
$
$
s
$ 9,760
$
$5,660
$
757,569
TABLE 82
BIMCO, 5 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
8,863,000 x 0.09439
Labor
26,430 Hours @ $9/Hour
Power
4,455,900 kwh @ $0.02/kWh
Fuel
56.5 x 106 scr @ $1.50/TCF
Maintenance Materials
Chemicals
Powdered Carbon - Makeup
345 Tons @ $650/Ton
Alum
950 Tons @ $70/Ton
Polymer - Wastewater
3,805 lb @ $0.30/1b
Polymer - Carbon Sludges
35,040 1b @ $2.00/1b
chlorine
23 Tons @ $220/Ton
Lime - Primary Sludges
766 Tons @ $37/Ton
TOTAL
Cost/mc @ Capacity = £4,7264237 ~ soaojuc
157
836,579
237,870
89,118
84,750
72,550
224,250
66,500
1,140
70,080
5,060
28,340
1,716,237
TABLE 83
EIMCO, 10
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
13,610,000 x 0.09439
Labor
36,400 Hours @ $9/tiour
Power
7,805,900 kWh @ $0.02/kWh
Fuel A
95 x 10° scr @ $1.50/TCF
Maintenance Materials
Chemicals
Powdered Carbon ~ Makeup
690 Tons @ $650/Ton
Alum
1,900 Tons @ $70/Ton
Polymer - Wastewater
7,610 lb @ §0.30/1b
Polymer - Carbon Sludge
70,080 1b @ $2.00/1b
chlorine
46 Tons @ $220/Ton
Lime - Primary Sludge
1,532 Tons @ $37/Ton
TOTAL
$2,823,616
Cost/MG @ Capacity = 23p.43e05
158
MGD
= $774/MG
$
$
1,284,648
327,600
156,118
142,500
121,970
448,500
133,000
2,300
140,160
10,120
56,700
2,823,616
TABLE 84
BIMCO, 25 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
23,818,000 x 0.09439 $2,248,181
Labor
57,720 Hours @ $9/Hour $ 519,480
Power
19,228,500 kWh @ $0.02/ktIh $ 384,570
Fuel
227 x 106 scr @ $1.50/TCF $ 340,500
Maintenance Materials $ 240,850
Chemicals
Powdered Carbon
1,725 Tons @ $650/Ton $1,121,250
Alum
4,750 Tons @ $70/Ton $ 332,500
Polymer - Wastewater
19,025 1b @ $9.30/1b $ 5,700
Polymer - Carbon Sludge
175,200 lb @ $2.00/1b $ 350,400
Chlorine
115 Tons @ $100/ron $ 11,500
Lime - Primary Sludge
3,830 Tons @ $37/Ton $__141,700
TOTAL $5,696,631
= $5,696,631
Costs/MG @ Capacity = *3e2°0s52) = s624/uc
159
TABLE 85
EIMCO, 50 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
40,886,000 x 0.09439
Labor
89,020 Hours @ $9/Hour
Power
34,025,000 kWh @ $0.02/kWh
Fuel iE
430 x 10° SCF @ $1.50/TCF
Maintenance Materials
Chemicals
Powdered Carbon
3,450 Tons @ $650/Ton
Alum
9,500 Tons @ $70/Ton
Polymer - Wastewater
38,050 1b @ $0.30/1b
Polymer - Carbon Sludge
351,000 1b @ $2.00/1b
chlorine
230 Tons @ $100/Ton
Lime - Primary Sludge
7,660 Tons @ $37/Ton
TOTAL
$10,293,025,
365 x 50
Cost/MG @ Capacity $564/MG
160
$ 3,859,230
$ 801,180
$ 680,500
$ 645,000
$ 379,780
$ 2,242,500
$ 665,000
$11,415
$ 702,000
$ 23,000
$283,420
10,293,025
TABLE
86
EIMCO ANNUAL COST SUMMARY
Annual Cost ($1,000)
Amortized Capital
Labor
Power
Fuel
Maintenance Materials
chemicals
Powdered Carbon
Alun
Polymer - Wastewater
Polymer - Carbon Sludge
Chlorine
Lime - Primary Sludge
‘TOTAL
Costs/1,000 Gals
(Operating @ Capacity)
27
45
13
0.2
10
787
$2.08
161
837
238
a9
as
73
224
66
1a
70
28
1,716
$0.94
190
1,285
328
156
142
122
448
133
a
140
10
57
2,824
$0.77
25
2,248
520
384
340
241
1,121
332
5.7
350
11.5
142
5,697
$0.62
50
3,859
801
680
64s
380
2,242
665
qa
702
23
283
10,293
$0.56
LZaHS MOT SSz00¥a ATIELLVE
“92 gunDdIa
eee
fa
| aoams | osziams |
ZHe OL 'g wev
: | aie
NoLLWNo Hoh | mm eo Nolaw7n99013 eae
u3wA0d
Nosuvo
CaLVALLOe
o3¥30Mod
eB Amv
env
162
TABLE 87
BATTELLE PROCESS SYSTEM DESIGN PARAMETERS
Treatment System
Carbon Contact - Minutes
Time at pi 4 10
Time at pi 7 3
Flocou)ation
Velocity Gradient - fps/ft 70
Tine = Minutes 10
Tube Settler Loading Rate - gpa/rt? 2,880
Filter
Length of Filter Run ~ Hours 2
Loading Rate - gpm/ft2 5
Chlorine Contact Tine, Peak Dry
Weather Flow ~ minutes 30
Chlorine Dose, mg/I 5 (max),
3 (ave)
Chemical Storage Capacity 2
sludge Storage
Caren Dose, mg/l 600
Alun bose, mg/l 200
Polyelectrolyte Dose, mg/l 2.0
Line Dose, mg/l aso
Sulfuric Acid, lb/lb Carbon 0.5
Sludge Dewatering Polyelectrolyte
Dose, 1b/Ton Dry So a
Regeneration system
Combustion Chamber Temperature, °F 2,000
Bed Temperature, °F 1,500
Fluidizing Gas Velocity, ft/sec 4.3
Maximum Bed Diameter, ft 22
Carbon Recovery, $ 9
Alun Recovery, & 9
Blowdown, & 5
Sludge Quantity, lb/ig 7,380
Settler Underflow Concentrations
% Solids 45
Sludge Carbon Content, t on Dry Basis 87:3
Sludge Inerts Content, % on Dry Basis 17.2
Dewatered Sludge Solids Content, t 22
Dewatered Sludge Flow, lb/nx/McD (wet) 2,658
Carbon Feed Rate, 1b/hr/MaD
(1008 Operation of PBF) 209
(208 Operation of FBF) 298
163
‘squoweztnbea W920 Tog puewep oBexsae pue uoTzeuTMIe39p 3s09 UOTZONZySUCD x0s pueWOP ¥ved
000/L
000/602
ous/eee
006‘ rt
ote
000't
$69
ose ‘et
oor ‘or
ooz‘ez
oor ov
o0z's
Sse
S7ve
0092
oop ot
sep
os
oos’e
00s’ rot
8z/ytt
ose'e
090’T
oos
ee
59's
ooz ez
009/TT
oo ‘ez
009'z
Stet
se-at
ove‘T
o0z's
s"zpe
o
z
+2K/2u ZET'9 ‘9UFA UNI UOTIEedo qusSzEd OL UO PEseE,
oor’ oo
008 te 006‘ 02
vIT/9"sh — OvLs/8"ze
086’ o6p'T
oy oz
o0z oot
eer $769
our’ seL't
osz’6 oro'y
ovo’ oez‘z
o8z’6 ovo'y
ovo't ozs
ote ss'e
06°93 She
ozs o9z
080’ ov0'T
16 s'ey
i
eo
ort
oet’p
vrTt/soe
a6z
ss
ever
eer
Lye
az
pov
ze
vor
Two
6970
ores.
807
“ve
gag ‘a09TTa
93 /UeE yeIUOD sUTZOTUO
z(teea ebezeay)
woK/Suoy, ‘UOTUTZOTUD
aya
zag ‘eowumg pea poztprnTa
wd6 ‘Aatoedeg e6n3txqU99
udb ‘sduma oBpnts TeoTWoUD
33 /20T3A98 eqmE
23 ‘uoyaeTnosoTs
eu3 ‘erW prdew
£33 ‘z0a9e3U0D uogreD
au/qt ‘prow ofangsTns.
au/qT ‘x9uKToa S6pnTS
au/aT 'XoukTod ToqeMaISeM,
au/at ‘ewyT
au/at ‘uoqres
mY/aT fumTy dnoxeq
peeg TROTMOYD
SSd00Ud ATISLLVa ‘SAZIS SSHooud ZINN
eg aTave
164
ooo'e6z'9e$ 00’ESE*ozs agB'9TO’OTS 000'99T’ag O00" 9EE'zs
aoo7sze"e § OOG7ESSTT S$ GOOTTes § DoO"SOS § DootHE §
ooo'orse $ 000'z00'z $ 000'sBE —$ © 000'L09_-$ © o0O"6aZ_$
000'erL'6z$ 000'eB9"9TS 0SB‘OTZ’B $ U00'PSO'S$ 000’90n'zs
oo7ESS"E —«OOTEHOTE —«OGE“BOOT «DGD TED 000756E
000’s60’9z$ 000’vE9’FTS 005’Z0z’L $ O0S’EER’PS 00’ TTT’zs
0070087 GOO7US"T —«OOUTOSO"T —«OOTEBD 000708e
000/otT 00069 000/8¢ o00'zz o00"z
000’ 0es 000/ ove, 000/002 000/0%T 000‘Ts
000/000'ZT — 000'000'6 —000'00T'® —-G00"00P'Z 000" OTT
000/028 000’ 08s 000/ ose 000/092 000‘ 0eT
000/00r 000/02, 000/ ost 000/ozT 000/05
000‘ o8z 000‘ ozT (000’o8 000/e% o00'zt
000’ 08s 000‘ oze, 000/09T 000'96 90°09
ooo'stt 00/2 000' st 000/0€ 000'2t
000‘ 09T 000'00T 0002s o00'e€ 000'0t
000'stt 000/52 000'se 000/08 000/21
000/022 000/ ort 000'99 000‘ 0% 000/08
000’ see 000's6t o0s‘98 00s! Lr o0s‘9t
000‘ o8e 000/06t 000'98 o00'ee 900/9T
o00‘0es 000'orE 000/002 000/08 000'8%
000'009'T 00" 078 o00'oer 000/082 000’ opt
000'08 000’0s 000’ rE 000'0€ 00°42
8 st ot € T
con
SSd00%d ISAMHIYON-ITISLLVE
68 aTava
4509 ‘TWGTa¥O THLOS
uotzon735
top 6utzng 4s079qUT
Tebeq ‘Teostg ‘Surzeouréug
3809 uoTaoNz3sSU0D TeIOL
yzompzex
qwonans
voraex3tta
quowdrnba uoryeuTz0TYD
HUB], 3ORIUOD SUTIOTUD
soeurng peg pezTPINTs
ebng733ue)
sduma eSpnts TeoTWeYD
seTnpow BurTa3es eqny
yuey, UoTze3UOUTPas
vorgeTNODOTE
xTH prdeu
3oequeD uogreD
PYOW ofanzTas
e6pnts - zouAToa
zoqemo3seM - omkToa
ouyT
uoqxeo
unty
peed TeoTWOYD
*S~S0D TvbIavo
165
epees pedund ‘out pexets'
cov’ vz got * 12 oootere’t —oxe “eT
0057T = 000768 006%
000'T - - oor
o09'e g0T * Tz o00'oee’T —002'T
000'eT - 000° 6e 008'z
009 - 009'€ oe
ot - - oz
ose - o02'T oot
00s - 000'8t oss
ose - o02*t oot
out - 00s't ose
ort - o0u'z oes
oe - o0L'z ozs
ad - oot'e 009/t
oor'z - 000’ 08t 00L'T
002 - 000'z oot
SreTTOd stereos «= “SES TemaeN Tas wx STH
soueuequTeK 30 woradumsucs woradimsuoo —_z0qe7
3809 Tenuuy qeng Tenuany xemog Tenuuy — Tenuuy
WR0 GOW T
06 aTava
‘ ISIMHLNON-ATISLING
zouktod Arq,
z
ume prnbre:
Te PINT TE
WIL
woraeaatta
uoraeuTz0TYD
sovumng pod peztprnta
9 6ng733U09
sduma e6pnts TeoTWeHD
uorqequouypag
uorsernoc0Ta
xrH prdey
oequos uogze>
prow otangtng
e25ents ~ x0uXToa
ctoveneasem ~ xowhToa
aur
voqrea,
ny
peeg TeOTUSYD
166
ost’ 6p got * 98 ooe'z9z'9o9e'zz
00r'F = 0007 STT 0057
oo8‘t - : or
o0s'9 o0T * Fa 000006'» —ozs'z
000'sz - 000’ s6t ooe's
006'T - 000'8t ort
o9s - - or9
os9 - ooz's ost
con't - 000/o0t oon
ose - ooz’s ost
oue - oos‘t one
oce - 003'% ore
oze - cos’ 000
oze - 000/1t 0081
000'9 - 000*006 000°2
002 - oon'z ooz
saeTTOd “SteTIeTeR = “SED TeINTEN “IOS Ta Sano
soueueqUTeN 30 uor3aumsues uotadumsuey —zoqea
3805 Tenuuy teng Tenuuy yong Tenuuy —Tenuuy
W30 GOW $ ‘LSAMHLYON-aTIELEvE
16 aTaw,
rowktod Axg,
xepess pedumd ‘outt powers’
unqe pny.
z
T
‘WoL
uoyaeuTzoTuD
ovum pea pezTpynta
aéngzaquep
sdumg ants TeoyweyD
uorqe3uewtpes
uoraeTnos0Ta
aw prdew
yoequog uogzeD
prow orangins
e6pnts - rowktoa
7evenoIseM - ZoWATOE
zourT
uSqaeo,
any
peeg TeoTWOYD
167
ors‘Te g0T * 89t ooe’ezt’et ooze
00878 = ‘coO7OFT OOO
o0z'z - - 068
000’6 g0T * 89T 000'00s"0T —o0s’E
000'ze 000‘ 06¢ 000'st
008’z - 000/98 out
000'T - - 098,
000'T - 000‘Tt out
o08'2 - 000/08 008
000°T - 000'TT out
oz - 005'T 00s
00s - oot’s 008
ost - 000"¢ ose,
o0€‘t - o00'Lz o08’z
o00’0T - 000'008't ——o0s*z
002 - one. ose
SHeTTOd VSTeTIOIEN © "Sed TeANIEN DS wi SIRO
soueuaquTEN Jo wor3dumsu0s woradumsuoy —_z0qeT
3809 Ten qeng Tenuuy xenog Tenuy — Tenuuy
W830 GOW OT
+ LSAMHINON-FTIILLVE
26 aTava
souktod £2q,
zapeex padund ‘our Tyorno®
z
umqe pTaby
Te PrabrTy
TWIOL
uorsea3T Ta
uoTaeUTZOTYD
eowusng pog pezTPTNTa
epngT33U9D
sdung pnts TeoTweyD
uorqequeurpes
woyaeTRODOTS
xrw prdew
oequep wogreD
Yow ofangtas
26pnts - z0wAToa
F93eMeaseM - zoWATOR
out
woqze),
ote
pesa TeoTMeYD
168
ose ‘ett g0T & see o00'T82'4z —006'zL
00570T : “007TH
o08’z 7 000'« 009't
000/eT g0T X See 000'000'Tz —0s6's
000'8P : 000/46 000‘TE
000s - 000'06 ose
0002 - 7 oor’
oo8't . 000'6z 002
00's - 000"00r 000°
oos!t - 000/62 002
006 - o0s/t 000
oss - 000'st 0026
o8s - 000! rt oot’6
ooz'z - 000745 oot‘e
900'8t = 000/005» 004
oue : ooe!z oor
BTeTIOT TTT “SED TEINTEN “OE aH SAO
souruequreH 50 uoradumsuos uoradumsuoy —-x0qeT
3809 Tenuuy Tena Tenuuy genoa Tenuuy —Tenuuy
WSO GOW SZ ‘LSAMHGYON-aTIALIWE
€6 aIawL
xowktod Axa,
2epa03 padund “owrtxornds
wee prabri
awLoL
woraeaatta
uoraeuTzoTUD,
eopuang pea peztprnta
a6ng733u99
sdumg eSpnts TeoqwouD
uoraequeutpes
uoraetns001a
xrw prdew
3oequCS uoqzeD
PYOW ofangtas
26PNTS ~ XoWATOR
cteveneasey - xouhToa
outt
uSqaeo
aunty
peeg TeoTmeUD
169
W30 GoW 0S
ose‘est g0T * 0F9 000'z6r'eb 06206
0007ET = 000766T 0275
o0s"e - 00s‘st ooe'z
000'et g0T 089 000’000'se —o0b'8
000’T9 - 000'0s6'T —000'PS
00s ‘8 - 000’ o8t ore
o0s‘€ - - 000'z
o0s‘z - 00°25 ose
000’6 - 000’006 ooz't
o0s‘z - 000'2s, oee
o04'T - 00s'T 008'T
009'T - 000'Le, 006'T
o0s‘T - 000'92 o08't
o0s’e - 000" 00t 000%
000’ oe - 00/0006 —g0T'9
ose - 000'€ 000
Saettod “Stepzeqen StS Temaen “Gos ca ‘SNOW
soueuequTen JO uoTsdunsucs uoyadumsuoy —-x0qeT
3509 TenuUy Teng Tenuue xonoa Tenuuy — Tenuuy
“USSMHLNON-STTILIVE
v6 STAVE
xouktod Azq,
repeez pedumd ‘owrtyo1nd,
z
umte prnbr
Te PINT TE
Twin
uoraesatta
uoTaeUTZOTUD
soeumg peg poztprnTs
e6ng7a3Ua9
sdung eBpnts TeoTweyD
uotaequourpes
uorseTns00T3
xT prdew
yoeques uogzeD
prow otangtas
26pnTs - xouATog
c7e78no3seN - XomATOR
out
udgze9
ny
peaa TeOTWSYD
170
TABLE 95
BATTELLE PROCESS, 1 MGD
TOTAL ANNUAL COSTS
Amortized Capital
2,936,000 x 0.09439
Labor
13,370 Hours @ $9/Hour
Power
1,673,000 kWh @ $0.02/kWh
Fuel
21 x 106 scF @ $1.50/TCF
Maintenance Materials
Chemicals
Makeup Alum
42 Tons @ $70/Ton
Makeup Carbon
127 Tons @ $650/Ton
Lime
228 Tons @ $37/Ton
Polymer, Wastewater
6,044 lb @ $0.30/1b
Polymer, Sludge
5,183 lb @ $2/1b
Sulfuric Acid
456 Tons @ $57.30/Ton
chlorine
4.6 Tons @ $220/Ton
TOTAL
Cost/MG @ Capacity = 2$2-515 ~ §1, 700/uc
a7
$277,129
$120,330
$ 33,460
$ 31,500
$ 24,400
2,940
83,000
8,436
1,813
10,366
26,129
1,012
nin on nv nv
620,515
TABLE 96
BATTELLE PROCESS, 5 MGD
TOTAL ANNUAL CosTSs
Amortized Capital
6,166,000 x 0.09439
Labor
22,860 Hours @ $9/Hour
Power
6,262,700 kwh @ $0.02/kWh
Fuel 6
84 x 10° SCF @ $1.50/TCF
Maintenance Materials
Chemicals
Alum
210 Tons @ $70/Ton
Carbon
635 Tons @ $650/Ton
Lime
1,140 Tons @ $37/Ton
Polymer, Wastewater
30,220 1b @ S0.30/1b
Polymer, Sludge
25,915 1b @ $2/1b
sulfuric Acid
2,280 Tons @ $57.30/Ton
Chlroine
23 Tons @ $220/Ton
TOTAL
= $1,773,454
Cost/MG @ Capacity = =3¢5—S*5—— = $972/MG
172
582,000
205,740
125,254
126,000
49,180
14,700
431,800
42,180
9,066
51,830
130,644
5,060
1,773,454
TABLE 97
BATTELLE PROCESS, 10 MGD
TOTAL ANNUAL COSTS
Amortized Capital
10,016,850 x 0.09439
Labor
33,200 Hours @ $9/Hour
Power
13,123,300 kiwh @ $0.02/kWh
Fuel
168 x 10° @ $1.50/TcF
Maintenance Materials
Chemicals
Alum
420 Tons @ $70/Ton
carbon
1,270 Tons @ $650/Ton
Lime
2,280 Tons @ $37/Ton
Polymer, Wastewater
60,440 1b @ $0.30/1b
Polymer, Sludge
51,830 1b @ $2/lb
Sulfuric Acid
4,560 Tons @ $57.30/Ton
Chlorine
46 Tons @ $220/Ton
TOTAL
Cost/HG @ Capacity = 532262.726 — sa67/uc
173
nin ww nv nia
945,490
298,800
262,466
252,000
71,510
29,400
825,500
84,360
18,132
103,660
261,288
10,120
3,162,726
TABLE 98
BATTELLE PROCESS, 25 MGD
TOTAL ANNUAL COSTS
Amortized Capital
20,353,000 x 0.09439 $1,921,120
Labor
72,900 Hours @ $9/Hour $ 656,100
Power
27,281,000 kWh @ $0.02/kWh $ 545,620
Fuel
385 x 10© scr @ $1.50/TCF $ 577,500
Maintenance Materials $ 113,390
Chemicals
Alum
1,050 Tons @ $70/Ton $ 73,500
Carbon
3,175 Tons @ $650/Ton $2,063,750
Lime
5,700 Tons @ $37/Ton $ 210,900
Polymer, Wastewater
151,100 lb @ $0.30/1b $ 45,330
Polymer, Sludge
129,575 lb @ $2/1b $ 259,150
Sulfuric Acid
11,400 Tons @ $57.30/Tor $ 653,220
Chlorine
115 Tons @ $100/rTon $11,500
TOTAL $7,131,080
Cost/MG @ Capacity = $22131,080 ~ g7g1 m6
365 x 25
174
TABLE 99
BATTELLE PROCESS, 50 MGD
TOTAL ANNUAL COSTS
Amortized Capital
36,293,000 x 0.09439 $ 3,425,696
Labor
90,290 Hours @ $9/Hour $ 812,610
Power
47,497,000 kWh @ $0.02/kWh $ 949,940
Fuel
630 x 106 SCF @ $1.50/TCF $ 945,000
Maintenance Materials $ 159,250
Chemicals
Alum
2,100 Tons @ $70/Ton $ 147,000
Carbon
6,350 Tons @ $650/Ton $ 4,127,500
Lime
11,400 Tons @ $37/Ton $ 421,800
Polymer, Wastewater
302,200 lb @ $0.30/1b $ 90,660
Polymer, Sludge
259,150 1b @ $2/lb $ 518,300
Sulfuric Acid
22,800 Tons @ $57.30/Ton $ 1,306,440
Chlorine
230 Tons @ $100/Ton $ 23,000
TOTAL $12,925,196
= $12,925,196 _
Cost/MG @ Capacity = “365 x 507 $708/MG
TL-08
Sz6‘zt
iad
90e'T
gis
Té
zee
“ety
Lvt
6st
sve
ose
eTs
gee
en
BL
Tet
TT
€s9
6sz
st
wz
790
be
eI
8s
9s
9s9
16
Sz
os = L8"0S = L608
‘2 g9T
19
vot
at
v8
‘t see
6z
ze
ese
z9z
66z
‘T $6
cow
RWNWWAS LSOD TvANNY
oT
fe €LL'T
oT
s
Tet
zs
6
ww
Ten
st
6
92T
Set
90%
z9¢
ca
(000/T$) asop Tenuuy
Oot sTavs
oL'ts
oz9
9z
ot
ot
8
bz
ze
ce
ot
Luz
(Aaqoedeo
Q ButT3zer8do)
STD 000'T/S3800
TwLOL
euTzOTYO
prow ofangtns
abpnts ‘zeuwAToa
zoqeneasem /x0WATOS
euET
uogze9
uate
sTeoTweyD
STeTIOgeW soURUERUTEH
Teng
reMod
zoqet
Teatdeo pezt3z0uv
‘ssa00ud STISLLVE
176
NOTIVGIXO BIW TAM HLIM SSHDOUd TYOISAHd-O1G WOU LAGHS MOTE ‘LZ aUNIA
encprora
peat otezoas L
ow
uoravzsueboy z
[— “eben o13ku
auentg33 39"u09
worseurz0r%9 sustazes, paseo 295
— ee ere
suze 108 woqae>
177
TABLE 101
DESIGN PARAMETERS FOR BLO~PHYSICAL
PROCESS WITH WET AIR OXIDATION
Primary Sedimentation
Surface Loading Rate, gpd/ft®
Detention Time, Hour
Solids Removal Efficiency, %
Sludge Moisture, %
Sludge Specific Gravity
Activated Sludge
Air Rate, scfm/MGD
Recycle, &
Mixed Liquor Solids, mg/1
Volatile
Carbon
Total
Growth Yield Coefficient, 1b vs/lb BoD
Return Sludge Solids, mg/l
vss
Carbon
Total
Detention Time, Hour
Sludge Age, Days
Secondary Sedimentation
Overflow Rate, gpd/ft
Polymer Dose, mg/1
Flow to Thickener, gal Mc
Gravity Thickener
Loading Rate, 1b/ft2/ day
Thickened Sludge, % Solids
Wet Oxidation system
Temperature, °F
Pressure, psi
Blowdown
Volume, gal/1G
Solids, 1b/MG
Ash Content of Solids, @
178
800
2.5
65
95
1.03
1,275
50,
4,000
8,000
13,000
0.5
12,000
24,000
39,000
4.5
12.5
400
5,000
450
700
100
166
75
TABLE 101 (Cont'd)
Carbon Losses mg/l
Blowdown
oxidation
Effluent
Carbon Dose mg/l
Makeup Carbon
Regenerated Carbon
Primary Sludge Dewatering
Vacuum Filtration, 1b/ft?/nr
Polymer, 1b/Ton
Primary Sludge Disposal
Multiple Hearth Incinerator, 1b/ft?/hr/hr
179
WwW
103
Zimpro were adjusted to reflect housing, miscellaneous, and con-
tingency costs. The costs of carbon handling and storage included
by Zimpro were deducted and the CWC costs for this item were used.
zimpro's estimates of labor, power, and fuel were used for OsM
costs. Zimpro felt the regeneration system would be thermally
self-sustaining except for startup and shutdown periods. Thus,
fuel requirements are minimal. ‘Table 102 presents the unit
process sizes. Table 103-114 present the cost estimates
180
squeueztabex Zoqet pue 3809 uoTzoNz3suOo oUTUTEIEP 03 pesn ST MOTZ yeod
peed -3s09 sTeTxe3EU souBUaqUTEM pUe SquoUeTTHbex TOMOd euyuxezep o3 posn Sf MOTZ abeseay (c)
caTun eTqeTTeAe 3setTeMs (2)
*eaesueduco 03 zeBseT pozts axe suoasds poss
zomitod ‘squetd [pews oz sso oq TTTM souya uoTyezedo - 733 ETT ST IFUN TeoTaoeZd asoTTeMS (T)
oxs/eze sez/eTl Tt /9"se O'LS/B°%z—BTTT/9S"y (€) "eea/obezoay
weex/suoy, ‘aueudtnby peed ouTzoTUD
000/602 00sPot 008 ‘Te 006’ 02 ost'y (33 ‘ursea 398309 eurz0TYD
ot 09 vz zt zt wdB ‘weasds uoTIepTXO TW
ost’s sto'v of9'T ste cot zag (x0UeyOTUL
Le /st eret/set | s/s°z SL"€/S°% — $L"0/S°0 (teea/en¥) Ode ‘uOTIEaS
Sutdung eBpnts wmaey
000's2t o0s’z9 000’ se ooset o0s'z 233. ‘voTaequeWTpes
00s’e ose't 008, ose on. dy ‘auowdynba szoaez07
ooo'ssz‘t —-00s"zz9 000/ tse 00s’szt oot'sz £23 ‘upsea wotaezey
wre zret ee'r sore sore aR0H/aT ‘(Z03TTa “OeA) ZOATOR
6798 prep veut 698 PLT anou/at ‘zeméToa
o80'z ovo't ot 80z ote snoH/aT /uoazeD
peed TeoTwWeUD
ove’T ove e92 vet (eee ga3 ‘woTaezouTOUT WaeeH eTaTzTAN
ost sez (pert (pert (oett za3 ‘worsexaTTa unnoea
ome sse'T ars ue zs zag ‘FeuByYOTUL eBpnts Arewrsza
ost sue ost se st ud6 ‘Suyduma eBpnts Axeupra
o0s'z9 osz‘Te oos‘zt osz'9 ose't za3 ‘uoTaequewypes Axeuyza
0s se oF = T qusTSdHeS Seesorg FTUN
eb Aaya ede ee
‘IWOISAHd-O18
zor
‘sazIS ssa20ua
aTawL
LINO
181
000‘STO’azs ano’ 9Es'LTS 000" PoR’G $ 000'BES’9$ —00"STE' DS.
00079627e OOO LET 000" p08 B00 VFS 0007 PSE
o00’9s4'z 000'szz'T 000’ 96 000'es9 000’ rzr
000'¢96'Zz$ 000’ PLE“PTS 0009EO'@ $ 000'TH’S$ DO0"LES "ES.
00070z87z 0007 S92"T 0007286 0007899, 0007PEr
000’ evt’oz 00"G09'ZT —0OO"EFO*L =» OODIELL*¥ —D00EOT’E
‘00070TT 000765 00078e Do0Tez o007Z
000‘ o€s 000’ ove 000‘ 00z 000' ort 000‘1s
000'00s‘ — 000’00s’z 00000" + 000000'T —-000'000'T.
000’ 092 000/06T (000’08T 000’ 00T 000'¢9
000’ ors 000’ 06£ 000’ 082 000’ 09T 000'09
000’ 0082 000’00L't 000’ 008, 000’ ose 000‘ eT
000’ 0022 000’00S’T. 000’ 008 000’ 0st 000’ 0eT
000’ 002 ‘T 000’ 00T’T 000‘0s9 000‘ orp 000'0LT
000’ 00€ 000’ 0st 000’19 000/z> 000'zo
000’ 00t'T 000’ 0€$ 000‘ 002 000'oTT 000'zz
000’ Eze 000’ 08z 000’ LT 000’ PET 000’ 6h
000'00z’e 000’ o0e’z 00000S‘T — 000’00T‘T —-000'000'T
000‘ oer 000’ 06z 000’ 002 000/00z 000‘ 00z
000’09T 000’ 08 000’06 000/22 000'09
000’ 06z 000’ 002 000’ ort 00/6 000‘ rb
000'009'T. 000’ obs 000’ ory 000'09z 000'0L
oS st or ¢ Tt
con
SSa00%d TWOISAHa-ora
€oT stave
SISOD THLTa¥O THLOL
uorgona3s
og Sutang 3sezequr
efor pue
qeosta ‘6urzeaurbug,
S09 NOTLONYESNOD TWLOL
saompren,
wiorans
quewdtnba peog ouTz0TUD
utseg 30e7U0D sUTZOTUD
YOTIEPTXO 7TY 39H
xauayorus AITARZD
suoyaeag Suydung eBpnts wsnzex
sutseg UoTzequeutpes Arepuoses
sx03e23"
sutseg woTzez0y
e6pnts *zemAToa
zereme3sem ‘rouATOS
woqxeD,
rsueqsis pee TeOTWSYD
woyqez0UTOUT
woTzezaT Ta unnoeA
xeusxotus, e6pnts Axeutza
burdumg eépnts Arewtza
sxuey, UoTZe3UOWTPes ATeUTZa
‘$4809 ‘TwLIavo
182
reura ous 30 voz vorzezedo uo posvg,
sxe04/0078 30
sasco [wyaoqnH sowmuNguTME EMUTUTM PUY awe//sanoKEN Oop FO XOMeT uMUTUTE pOUNSsY,
oza’ot
0s
ote
ose’z
oz"
o0z'z
oot
o19
cor
TR
‘soueuoauTen 30
3809 Tenuuy
got 08° ous '69r
zor0 o00‘ott
ove
o00*oLE
- o00’et
- ous
- o08"z
- cop’ce
ot x sz o00'92
- 006'st
- coe.
- ooe’e
SS Ta
oTadensuen vorsgimsuc
eng Tenn senog Tenuty
tor'e
oor’
oe
oor
9
ons.
SIR
ocr
enue
W30 GOW T ‘“TvOTSAHd-o1d
vol aava,
aso
woraesates
auoadinbg peas suTz0THD
urseg ape3uop eutz0TE
SOEDTHO 7Te 30m
Supuaxorys Artaex0
Serduna o6ents wane
voraeruourpes Arepcooes
exoxez0y
surseg vorsezoy
aspats ‘seuKtoa
xoyenoasey ‘xouhTog
suonehs pang TeOTHYD
woraessrour
woraezarya ennsen
Sopuaxoruy Axeanza
Surding efpnts Areurza
woraequourpes Areas
183
oe.‘ ze
oo8'T
000/0T
oz
ove
008’
oot'e
osz
oss
oos'z
000'r
0008
opt
o06’t
009't
‘SyeT Tod “STeTRSIEN
soueuaquTen 30
ys0p Tenuuy
Ot x 9979
ot x 90°0
ot x 979
woradumsuoy
yang Tenuuy
W30 GOW
00x 'r69'z,
000’ oss
000’ ze
ove ’€
000’ 008T
ov6'z
0049
000’ 0zt
000'09
000'ss
ost
oor '€
ee
uor3dumsuoa
senog Tenuuy
s ‘IWOISAHd-O18
Sot a1ava
ope 'at
ore
000'e
oor
ore
o04'T
009'e
our
oo
o04't
ove“
o0e‘T
oor
ort
o02't
“Sano
xoqeT
yenuuy
‘THIOL
uoraexatta
quoudinba peed euTx0TUD
urseg aovaues eurz0TuD
WOTSePTNO JTW 30M
sutuayorus AyTaezD
sutdung e6pnts usnacE
uoraeauowrpes Axepucoes
sx03BI0¥
sutsed uoTaezey
ebpnts ‘roustoa
zoqeMoqSeM ‘roWATOR
uoqze>
sue3Shs pood TeOTWEYD
uoraezoutour
uorzezaTta unnoen
Burveyorur Axewrza
Suydung o6pnts Azewyaa
uoyqequeutpes Axeurza
184
009’9
o0z'z
000’ Ft
ose
ove’
04"
000‘ TT
otp
006
009"
o0z's
oo0'et
ove
o00'e
oo’
SaeTTod TSTeT TSIEN
soueuequTeN 30
3809 Tenuuy,
got ¥ 60°St oop ’9te’s
OT 6070 000'000'T
- 000’ ek
- 0909/9
- 000'009'¢.
- 00s‘
- 000/TT
- 000’0se
ot x St 000" 0zt
- 000‘ orT
- 000’
- ove’
SS TENDS a
uor}dumsuos uoradumsuos
yang Tenuuy xenog Tenuuy
WO GOW OT “IVOISAHd-O1a
got stave
096'sz
068
oos'e
ove
oot't
009’
0909's
ors.
008
ooL't
09‘
ooL'z
ozp
out
oo8’T
ERG
‘zoe
Tenuwy
TwLOL
uorqea3Tta
auoudynba poag eusz0TuD
urseq qoequeD euTIOTUD
uoTaepTXO 2T¥ 30H
SuyuexoTus Aa AED
Sutduna o6pnts umnaeu
uotaeauewrpes Arepuooes
sx02ez0¥
suyseg uoyaezoy
‘e6pnts ‘xeuktoa
yeaemagsem ‘zouKTos
woqxe9
sueqsis pees TP TUES
uoyqezourony
worseaatna wnnoen
surueyorun Azewtxg
Suydung a6pnts Axeuraa
voyaequewtpes Axewy za
185
o00'zzt
oo8!z
000's2
002
009'2
008'6
000’4t
ote
009’
oot’s
oo ‘e
000'9¢
ose
09's
009'5
‘SqeTTod "STeTISTE
soueusquTeH JO
380 Tenuuy
ot Zon
or ¥ z°0
ot op
uot3dumsuo5,
yang Tenuuy
W380 GoW
008‘ Pop’ eT
00s‘
000‘ 00s‘z
000‘ 0¢T
ooz'eT
000‘009'8,
0098
000'zz
000’ 006
000’ o0e
000‘ oe€
oos'e
0099
[sep Temenos a
uwor3dumsuo9,
zemoa Tenuuy
S@ ‘TWOISAHa-o18
LOT aTawn
ont‘ pp
009/t
00's
09s
o0s't
009"
000/Tt
ose
000’
000'z
o0e’9
00's
ogy
osz
oot’
eo
sz0qeT
Teauuy
TWLOL
uoraea3Tta
quoudtnba pees euyazoTyo.
uysea yequ0D eUTxOTD
UOTAePTXO ITY 39H,
buruoyetus AataezD
Buqdumg aBpnis usnaee
uoTaequowtpes Arepuoses
sx0qez0y
sutseg uoTqez0y
ebpnts ‘owktoa
zoqema3sey ‘xowATOa
ogres
suoasks poog TeoTweyD
uoraexourour
uoraea3T ra unnoea
Suyueyorus Axeurza
buydima e6pnts Axewtza
uorqequeutpes Areurad
186
004 ‘96t
oos’e
000'sy
o0z't
o00's
000'9T
o00’ez
oot‘t
009'z
000/0t
o00’eT
000’2s
008
000'6
005'6
‘Srerrod “sTerseTeH
soueueqUTEN 70
3809 Tenuuy
ot x pre
ot x yO.
ot x 68
“ses TemateN “DS
uoTzdunsuo5,
yeng Tenuuy
W30 GOW
002’ to0'sz
000’ st
000'00s‘¥
000’ ove
000'99
000/000" zt
000’ oT
000’8e
000‘008‘T
000’ 009
000’ 009
000'st
ooz‘er
Ds wx
uoradumsticy
xemog Tenwuy
Os ‘T¥OISAHa-o1a
got aTave
oop te
ove 'z
o00'e
oz
o00'z
000'L
000/Tz
ooz't
06’
ose
000‘ oT
006s
009
ove
o06'r
—sRon
xOqeT
yenuuy
‘WoL
uorsexatta
quewdtnba poss oupsoTyD
utseg 3equCD eUTIOTYD
UOTIEPEXO ATW 30H
Surusyorus AapaeI9
Suydung ebpats usnaoy
uoTaequewtpes Axepuooes
saoqez0y
sutsea uoTaezoy
e6pnts ‘rouAtoa
zoqemoqsey ‘xeuTOa
uoareg
suoysfs poag TeoTM=SYD
uoyaerouTour
uoraexaTra unnoea
Surueyoryn Aeuyra
Suydima ebpnts Axewyza
uotequewppas Axeuyza
187
TABLE 109
BIO-PHYSICAL PROCESS, ANNUAL COST SUMMARY, 1 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7
4,315,000 x 0.09439
Labor
8,201 Hours @ $9/Hio
Power
%, 20 Years
ur
469,570 kWh @ $0.02/kWh
Fuel 6
2.52 x 10° scr @ $1
Maintenance Materials
Chemicals
Carbon
26 Tons @ $650/To:
Polymer
15,200 1b @ $0.30
Chlorine
+50/TCF
/1b
4.6 Tons @ $220/Ton
TOTAL
Cost/MG @ Capacity
$533,745
SES = $1, 462/mG
188
$407,293
$ 73,809
$ 9,391
$ 3,780
17,900
$ 16,900
$ 4,560
$1,012
$533,745
TABLE 110
BIO-PHYSICAL PROCESS, ANNUAL COST SUMMARY, 5 MGD
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
6,638,000 x 0.09439 $ 626,561
Labor
18,440 Hours @ $9/Hour $ 165,960
Power
2,694,700 kwh @ $0,02/kHh $ 53,894
Fuel 5
6.66 x 10° scF @ $1.50/TCF $s 9,990
Maintenance Materials $42,730
Chemicals
Carbon
130 Tons @ $650/Ton $ 84,500
Polymer
76,100 1b @ $0.30/1b $ 22,830
Chlorine
23 Tons @ $220/Ton $___ 5,060
TOTAL $1,011,525
$1,011,525
Cost/MG @ Capacity = 234,424?
= $554/MG
189
TABLE 111
BIO-PHYSICAL PROCESS, ANNUAL COST SUMMARY,
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
9,804,000 x 0.09439
Labor
25,960 Hours @ $9/Hour
Power
5,316,400 kwh @ $0.02/kWh
Fuel é
15.09 x 10° scF @ $1.50/TCF
Maintenance Materials
Chemicals
Carbon
260 Tons @ $650/Ton
Polymer
152,205 1k @ $0.30/1»
chlorine
46 Tons @ $220/Ton
‘TOTAL
$1,580,383
Cost/MG @ Capacity = 27,380.38
= $433/MG
190
10 MGD
$ 925,400
$ 233,640
$ 106,328
$ 23,635
$ 67,600
$ 169,000
$ 45,660
$10,120
$1,580,383
TABLE 112
BIO-PHYSICAL PROCESS, ANNUAL COST SUMMARY,
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
17,536,000 x 0.09439
Labor
44,140 Hours @ $9/Hour
Power
13,464,800 kWh @ $0.02/kWh
Fuel fe
40.2 x 10° SCF @ $1.50/TCF
Maintenance Materials
Chemicals
Carbon
650 Tons @ $650/Ton
Polymer
280,512 lbs @ $0.30/1b
Chlorine
115 Tons @ $100/Ton
TOTAL
Cost/Ns @ capacity = £2,052.232
= §334/MG
25 MGD
$1,
$
§
s
$3,
655,223
397,260
269,296
60,300
122,000
424,500
114,153
11,500
052,232
TABLE 113
BIO-PHYSICAL PROCESS, ANNUAL COST SUMMARY,
TOTAL ANNUAL COSTS
Amortized Capital @ 7%, 20 Years
28,015,000 x 0.09439
Labor
71,460 Hours @ $9/Hour
Power
25,001,200 kWh @ §0.02/kWh
Fuel B
88.4 x 10° SCF @ $1.50/TCF
Maintenance Materials
Maintenance Materials
Chemicals
Carbon
1,300 Tons @ $659/Ton
Polymer
761,025 lbs @ $0.30/1b
chlorine
230 Tons @ $100/Ton
TOTAL
$5,203,099
$5,203,099 _
S65 BGS = $286/MG
Cost/MG @ Capacity
192
50 MGD
$2,634,335,
$ 643,140
$ 500,024
$ 132,600
$ 132,600
$ 196,700
$ 845,000
$ 228,300
$23,000
$5,203,099
6z"0$
07's
ee
Bzz
Svs
Let
eet
oos
£09
peo'z
“Os
ee70s
zsoe
or
IT
zp
zt
09
69%
Lee
ss9/T
“st
evros
ogs‘T
oT
oF
69T
89
€@
90T
vee
S76
“OT
Ss'os
TiLOaT
$
ez
v8
ey
ot
Ss
99T
929
~s
9p Ts
ees
Lt
v
6
L
Lop
T
dow “Xayoedey
AUWHWNS LSOD ‘TYANNY
(000/T$) 3809 Tenuuy
vIl aTavE
(Aaqoedea 9 Sutzez2d0)
STPD 000/T/S3509
‘TeLOL
sutz0TuD
rowdtoa
uoqre3
isTeOTWoUD
STeTI9qeW soULUSIUTEN
tena
zeMoa
zoqet
TeyTde peztz10uy
‘$sa00%d ‘TYOISAHa-OTd
193
SECTION 9
EVALUATION OF RELATIVE ECONOMICS
Because of the fact that the powdered carbon processes are still
in the developmental stage, the preceding cost estimates are
based on assumptions some of which may prove to be either overly
optimistic or pessimistic. Thus, it is the purpose of this
section to evaluate the potential impact of some key assumptions
on relative costs.
ACTIVATED SLUDGE AND GRANULAR CARBON SYSTEMS
The following summarized the costs calculated previously for
activated sludge and granular carbon systems:
$/1,000
SMe 10 50_NGD
Activated sludge
Conventional M02). 049) | 10%sa | 0r2o8 |= On2d
Single Stage Nitrification 1.10 0.51 0.41 0.32 0.26
Two Stage Nitrification 1.21 0.59 0.46 = 0.350.299
Conventional with Coagulation
and Filtration 1.49 0.71 0-55 0.4d (0.37
Granular Carbon system rege Ours) 065) 0646) 0.40)
Independent physical chemical treatment utilizing the granular
carbon system is clearly not economically competitive with con-
ventional activated sludge systems. However, if effluent standards
require high degrees of removal of phosphorus and suspended solids,
then the granular carbon system is comparable in costs to activated
sludge treatment followed by coagulation and filtration for plants
of 5 mgd or greater in capacity. The potential impact of savings
in land costs should also be considered. As an example, if one
assumes a land savings of 10 acres for the 10 MGD capacity, the
cost savings which result from a land price (land amortized at
7 percent, 20 years) of $1,000/acre would be only $0.00025/1,000
gallons or at $50,000/acre, only $0.0125/1,000 gallons. Thus,
unless land costs are extremely high, the cost savings from
194
reduced space requirements are not significant in the relative
economics of biological processes and purely physical chemical
processes.
BIOLOGICAL NITRIFICATION, TWO STAGE
Detailed estimates of conventional activated sludge and single
stage nitrification were presented earlier. In order to determine
the potential economic position of the bio-physical powdered
carbon process (which is claimed to provide stable nitrification),
it proved desirable to also estimate the cost of two-stage
biological nitrification -- a commonly used approach. Table 115
summarized the results of this calculation. The costs are based
on providing aeration (three hour detention), final sedimentation
(600 gpd/ft2), and return sludge pumping (50 percent 0
downstream of conventional activated sludge. Costs were determined
using the appropriate cost curves in the Appendix.
EIMCO SYSTEM
The basic Eimco process is based on two stages of carbon contact
preceded by chemical coagulation and sedimentation. Although
carbon requirements would increase, capital costs and O&M costs
would be decreased by eliminating the second stage contactors.
The maximum potential gain for cost savings in a single stage
system would be represented by the costs using the same carbon
dosage used in the two-stage system -- realizing that some of
this potential gain would probably be offset by increased carbon
costs. ‘Table 116 summarizes the results of the calculations.
Total annual cost savings of 4-6 percent resulted -- not enough
to significantly alter the competitive position of the process
relative to granular carbon or biological processes.
Eimco's work indicated that carbon dosages as low as 100 mg/l may
be practical (while producing an effluent quality of 5 mg/l CoD,
5 mg/1 SS, and 0.3 mg/l phosphorus) under some conditions. Thus
costs were also calculated for the system based on a 100 mg/l
carbon dosage. ‘Table 117 summarizes the results. The lower
carbon dosage has a significant impact on the economics and would
Place the two-stage system in a comparable but competitive
Position with granular carbon systems. Should the single stage
system be successful at a 100 mg/l carbon dosage, then the Eimco
system would be lower in cost than the granular carbon system
Some work is being done on generating powdered activated carbon
from waste materials which might provide a carbon low enough in
cost that it could be used on a throwaway basis. Table 118 shows
the impact that use of 5¢/1b and 1¢/lb throwaway carbon (300 mg/l
dosage) would have on the two-stage Eimco system. The cost would
have to be 1¢/lb for the system to be competitive with the
granular carbon system. It was assumed that the carbon sludge
would be dewatered and hauled (40 mile haul) to a disposal site
195
6270s se-os 9r08 65°08 Terts SUOTTeD 000'T/S3S09
one’s eez'e s69'T se0'T evp Twrot
es Tee Get co T sewkToa
9L ca ce ia € autzoTu
sTeoTweyD
ve 4st so 8 or sTeTre3eH eoueueqUTEN
os oz se 9e 9 Teng
Lye Lee 96 BP 6 emg
oe te L9z eet aL roqet
608‘T oo'T 69 ste yeatde peztaz0uy
of oe OT = T
ce
(ocoTs) 3809 TeNuUy
NOTAVOTATaGIN FOVLS-OML AMWAHNS LsOD ‘TvANNW
SIt aTaws
196
s30eqU0D UOgreo Jo obeys puooss BuTzeUTUTTS wory sbuTARS
TeT3USz0d uUTXeu SUTUIEZeP 0} ZepIO UT wozShs o6eIg OML wWoIZ pebueyouny
Y € s s 9 woTzonpeu &
9sros z9"0s LL°08 ve°0S = BO"ZS STD 000‘T/S3509
26e3S OM,
vsos 09°0$ €L°0$ 68°0S 96°TS (AyyoedeD § Butzezedo)
STED 000'T/s3809
786 Lep's 199'% 9z9'T TL ‘"TwLOL
£8e wt ws az 9 ebpnts Axewyzg ‘owrT
£@ S°TT ot s c suTIOTYD
zoe ose OFT OL ot abpnts uoqzeo ‘rouATod
writ us az vUrT zo qoReMazSseM ‘xaUATOS
$99 zee eet 99 zt unTy
we'z Tet‘T arb vez sb uogze> pezepnog
xSTROTWOUD
eee ozz €IT 69 9% sTeTz93eW eoURUEqUT EN
$99 ove zor $8 8z Teng
099 Le zst 98 ez zomod
Bel uly £0€ Tez 8It z0qe 1
Liste ¥90/2 L9t/T Tht ber Teatdeo peztazouy
OS SOT
aw
(000‘T$) 3509 Tenuuy
SOWLS J'IONIS - OOWIS AYWWWNS ISOD "TWANNY
OTT STavL
197
Leros
489'9
eae
4
vez
brit
599
ope
eze
se
ore
ol
000°
a
zpos
998’
eet
svIt
“Tt
us
zee
LE
soz
€6T
o6t
6sb
Lee’t
se
zor
8
ve
s6z
Ott'T
OT
caw
zL-0s = 68° TS
prE‘T 169
Be 9
s 1
&z €
aad z0
99 et
se st
09 €z
1s ez
sb ez
Liz ozt
ene 9p
se TT
(000‘T$) 3809 TenuUy
(43 70edeD 9g Butzez0do:
STeD 000‘T/s3s509
‘TWLOL
ebpnts Arewrza ‘owty
suTz0TUD
ebpnts Yoqze9 /zeuATOS
xoyeMaysem ‘rowATOR
unTy
YoqzeD perepmod
STROTUOUD
sTeTZeqeW couRUeqUTEN
Tena
qemoa
zoqet
Teatded peztaz0uy
NO@YWS T/OW OOT LY WHLSAS OOWIS AUWWWNS JSOD "TWANNY
LIT ataws
198
Bes ev 'os as‘og TL*0$ aS "TS
srs esos 89°08 Teos 89°Ts
eels eza‘p aov'z BLp'T v9
E82 bt Ts a 9
4 stl ot s T
ZOL ose Ovt on oT
vrIT us Gag vUT z0
$99 zee eT 99 £1
Taz‘ Ovt’T osb 8zz oF
ozs ooe ost ze se
ore vez aad o£ oe
set 60T 8p ze et
09z zet 8s ze ’
aL wey ste zzz Tt
sio'z 06s‘T 786 zg se
0S oe oT $ T
caw
(000‘T$) 3809 Tenuuy
at /et
@ STD 000'T/s3500
(Aatoedeg 9 buTzezedo)
STeD 000'T/s3809
‘TWLOL
ebpnts Arewysa ‘owrT
BUTIOTUO
ebpnts uoqrea ‘rowATOa
qaqemeqzsem /xouATOd
umTy
uoqzed pexzepmoa
STROTUSYD
SuttpueH eSpnts
sTeT197eH souBUEqUTEN
Teng
zemoa
zoqet
yeqrdes peztazouy
(T/9W ODE) NOMAv (QT/3S) AWMYMOWHL HLIM WILSAS OOWIa
AAWWWAS LSOD TwANNY
SIT a1avE
199
As noted earlier, the FBF regeneration system costs (Appendix
curves 28, 99-102) are based on loadings recommended independently
by two manufacturers. Because the independently determined
loading rates (higher than the three lb/hr indicated by the
Battelle-Northwest study’) were virtually identical, they were
used as the basis of the FBF costs in the basic cases of each
process. Although this assumption appears reasonable, the impact
of using a loading rate of three 1b/ft2/hr was determined as
shown in Table 119. The impact is quite significant and the
process costs would be substantially higher should the lower
FBF loading rate prove necessary.
The impact that a 50 percent reduction in labor, power, and fuel
costs would have on overall costs is shown in Table 120. Such
a large reduction is not likely but Table 120 indicates that
even such a major reduction would still not place the process in
a competitive position with the granular carbon process. Should
the cost of powdered activated carbon be reduced by 50 percent
approaching the levels of 2-3 years ago, a savings of 6¢/1,000
gallons would result for all capacities.
BATTELLE PROCESS
A dominant factor in determining the cost of the basic Battelle
process is the large carbon (600 mg/l) and alum (200 mg/l
dosages specified. These, in turn, affect the cost of sludge
handling and regeneration facilities. The costs using the same
alum dosages (125 mg/1) used in the Bimco process and a carbon
dosage of 200 mg/1 were calculated. Table 121 presents the
results. The impact on costs is dramatic -- providing about a
50 percent reduction in capacities of 5 MGD or more. The
reduction places the costs significantly (20-34 percent) below
the costs of the granular carbon system.
The potential for economic gains through use of cheap, throwaway
carbon is limited with this process because of the questionable
practicality of disposing of the sludge (a mixture of raw sewage
solids, alum sludge, and carbon) after merely dewatering. If
incineration were practiced (so as to be comparable to the other
processes), the savings resulting from elimination of the FBF
would be largely offset by the costs of incineration. If the
price of carbon were reduced 50 percent, the cost of the basic
Battelle process (600 mg/l carbon) would be reduced 12¢/1,000
gallons. At a carbon dosage of 200 mg/l, the lower carbon price
would result in a savings of 4¢/1,000 gallons.
The Battelle data indicate that the need for effluent filtration
is marginal. If effluent filtration were eliminated, the following
savings would result (cost/1,000 gallons): 1 mGD - 22¢; 5 MGD -
7¢; 10 MGD - 5¢; 25 MGD - 3.4¢; 50 McD - 2.4¢.
200
6z
9s*0s
zeros
S90‘ET
€8z
ez
zoL
wit
s99
ee'z
68e
spe‘
ozz’T
sss
oer’s
0s
zo
ec
es
a
STL
os:
ze
1
8h
ve!
z6
re:
€€
oe
9 Tz
sos LL°08
*0$ £670
TH TIRE
T is
ot
€ OFT
cae
€ eet
tat arb
z ez
9 are
9 asz
S ave
ore 6e9'T
ot
cw
6
peros
Fg}
€s0'z
az
oe
bT'T
vez
94
oet
99T
rst
ceo/T
ss
807s
9zrzs
87a
8z
ze
oz
Tet
tes
(000/T$) 3809 Tenuuy
au/zas/aT £ =
esearour 8
ysop sseo0xg oouTgy oTseg
(atoedeo 9 Butaezedo)
STD 000'TS/83800
‘TeLOL
abpnts Azewtza ‘eurT
suTIOTU
abpnts uoqzes ‘xewAToa
wozeMa3seM ‘TOUATOS
unTy
uoqzeD pezepmog
sTeoTUSYD
sTeTIeqeW soueUEZUTEN
Teng
qemoa
xoqeT
Teqtdes peztaz0uy
ONIGYOT ddd HLIM WHLSAS OOWIa
RYWWWAS LSOD TYANNY
6 ataws
201
ovros
TS"0s
L22'6
€8e
Z0L
pit
s99
eyez
ose
zze
ove
oor
6se’e
Os
gvos
9s0s
€L0's
aa
s*tt
ose
us
zee
Tet
We
oxt
z6t
o9z
Bree
a
Tana ‘waMoa
as"os e708
69°0$ €8°0s
ots’z ots‘T
oe Bz
oT =
OFT OL
—— ae
—e =
Bbr vez
er ee
ue a
BL Sh
vot 6IT
$8z/T Lee
ot =
dow
parts
Tats
z99
ot
z0
eT
sb
Le
oT
zt
on
vor
(000‘T$) 3s09 TenuUy
‘YoavI NI NOTLOnazY eos
AAWWWOS “SOD TwANNY
ozt atava
Su/sqt 00ST 8
sse00rg uoqrep reTNUeID
(Kaqoedeg g Sutzezedo
STeD 000'T/3800
‘TWLOL
ebpnts Azeutza ‘our
auTz0TYO
eSpnts uoqred ‘reukTor
qezemezsem ‘oUkTOd
unty
uoqze9 pezepmoa
sTeOTWOUD
sTerr0zeW SoueusqUTEH
eng
zemod
zoqe
Teqrdeo pezt3r0uy
‘OOWIE
202
se-0s
sze’9
ez
9t8
60z
£97
SLe‘T
bIT
60F
ses
sor
c9e'T
0s
6E*0$
Las’e
TT
gop
oft
Tet
889
og
oz
98z
stp
cet'T
sufsea 39e3u0D aUTZOTUD
sxoqoequop uoqzeD xeTAUeZD
Buyduna uogreo xeTAUeZD
uoyaezaT Fa 497Aez5
J9TZTABTO 70798H
seTnpon ButTa30s eqnz
40737221) - ZOgBTROOOTI
ZOT5TIET)
uoraeTnoooTa
BuyxTH pre
suoyae3s duma
+ys ‘a0W wangey pue eyeTpeureqUT
uoraeiey TeoTURYOO
‘suyseg uoTzEz0y
226
CONSTRUCTION COST, DOLLARS
1,000,000
9|
100 ,009}
2
os eres 24 eres
34 5 878% ooo? * 1,000,000
Volume - Cubic Feet
AERATION BASINS
CONSTRUCTION COST
Curve 1
227
CONSTRUCTION COST, DOLLARS
us aon
1,000,001
100 ,009)
ws & oreo!
34 S87 8S. 2 3 4 Ss e769 2 3 4 56789
100 1,000
Installed Power - Horsepower
MECHANICAL AERATION
CONSTRUCTION COST
Curve 2
228
CONSTRUCTION COST, DOLLARS
1,000, 00g
|
us waxeo
100 ,009|
o> a 990!
23 4 8 6769 2s 4 se769 2 3 4 567
1.0 10
Firm Capacity - NGD
INTERMEDIATE OR RETURN ACTIVATED SLUDGE PUMPING STATIONS
CONSTRUCTION COST
Curve 3
229
DOLLARS
CONSTRUCTION cosTS,
100,00
QI
> wove
10,001
> Barco!
2
34 5 6789 23 4s e789
10,000 100,000
Rapid Mix Volume, Cubic Feet
RAPID MIXING
CONSTRUCTION cosTS
230
23 4 8 6789
Curve 4
009}
100,
SuvT100 ‘$1809 NOTLINYLSNOD
2s 4 $6780
¥o0,000
4 678)
Flocculator Volume, Cubic Feet
2
10,000
3 8s eres
FLOCCULATION, VERTICAL TURBINE
CONSTRUCTION COSTS
Curve 5
231
1,000, 00
CONSTRUCTION COST, DOLLARS,
2 3 4 56788, 2 3 4 56789 2 3 4 Ss e7e9
1,000 10,000,
Single Basin Area, Square Feet (Single unit)
CLARIFIER
CONSTRUCTION CosTS
Curve 6
232
DOLLARS
CONSTRUCTION cosTS,
1,000,009
9|
as wove
100,009
w+ wovao
2 3 4 56789 2 3 4 567689 2 3 4 56789
1,000 10,000
Area, Square Feet (Single unit)
FLOCCULATOR - CLARIFIER
CONSTRUCTION cosTS
Curve 7
233
100,008)
a
INSTALLED COSTS, DOLLARS
10,001
2 3 4 56789 23 4 86789 2 3 4 8678
1,000 10,000
Quantity of Modules, Square Feet
‘TUBE SETTLING MODULES
CONSTRUCTION CosTS
Curve 8
234
CONSTRUCTION COSTS, DOLLARS
1,000, 004
100,00
w+ voroo
34 56709 4 5 6789 2S 4 86789
7 f,o00 7 * 70,000
Net Effective Settling Area, ft2 (Single Unit) «-t)
REACTOR - CLARIFIERS
CONSTRUCTION Costs
Curve 9
235
DOLLARS
CONSTRUCTION costs,
1,000,001
|
100,00
2
34 56789 23 4 s67e9
100 1,000
Media Surface Area, Square Feet
GRAVITY FILTRATION
CONSTRUCTION CosTS
236
2
4 56789
Curve 10
CONSTRUCTION COSTS, DOLLARS
1,000,009
3
100,009
w+ oro!
10,000
7 2 3 #5676, @ 3 #86765, 2 5 4 56769
Pumping Capacity, MGD
CARBON ADSORPTION PUMP STATION
CONSTRUCTION cosTS
Curve 11
237
DOLLARS:
CONSTRUCTION CosTS,
10,000,000
9
ws wove
1,000,000
|
100,000
T 2 3 456763, 2 8 #86785,, 2 8 456709
Average Design Flow, MGD
GRANULAR CARBON CONTACTOR SYSTEM
(30 minutes contact at design flow)
CONSTRUCTION CosTS
Curve 12
238
CONSTRUCTION COST, DOLLARS
1,000 ,00g
ys 4 56789, 23 4s 6789
10,000 100,000)
Volume, Cubic Feet
CHLORINE CONTACT BASINS
CONSTRUCTION COST
Curve 13
239
CONSTRUCTION COST, DOLLARS
1,000 ,009
3|
100,000)
2
SA SEO FS A FETED OO
Chlorine Use, Tons Per Year
CHLORINE FEED EQUIPMENT
CONSTRUCTION COST
240
2
x
«se 789
Curve 14
CONSTRUCTION COST, DOLLARS
ws aoreo
1,000 ,009|
9|
100 ,000}
2 3 8 5 678s 2 3 8 56789 23 4 S676S
100 1,000
Firm Pumping Capacity - GPM
WASTE SLUDGE PUMPING STATIONS
CONSTRUCTION COST
Curve 15
241
DOLLARS
CONSTRUCTION cosTS,
us voxou
1,000, 00
ws wore
~
100,009]
us vara
~
z
34 56789 2 5 4 56789 2 3 4 56789
100 1,000
Firm Pumping Cap:
city, GPM
CHEMICAL SLUDGE PUMPING
CONSTRUCTION cosTs
Curve 16
242
CONSTRUCTION COST, DOLLARS
ws worse
&
100,000
uw _ > waroe!
2
34 5 6789 2 3 4 56789 2 3 4 86789
100 1,000
Surface Area, Square Feet
GRAVITY THICKENING
CONSTRUCTION COST
Curve 17
243
CONSTRUCTION COST, DOLLARS
1,000 , 09;
100,001
Pre fabric:
rrits}—
i
3a 5 6789, 2s 4 8 6Tes 2s 4 S678.
100 1,000
Surface Area - Square Feet
FLOTATION THICKENING
CONSTRUCTION COST
Curve 18
244
CONSTRUCTION COST, DOLLARS
2s 4 S679) 2 3 4 sere
Filter Area - Square Feet
VACUUM FILTRATION
CONSTRUCTION COST
245
2 3 4 s67es
Curve 19
ws vaxeo
;
i i
:
€ 4
i :
i
g :
s
g 2
i
g
B 100,009
i
:
:
:
‘
2 3 4 s67eo 2s 4 s6789 23 4 s67e9
10 100
Installed Capacity, gpm
CENTRIFUGING
CONSTRUCTION CosTS
Curve 20
246
eRe a
Steet tinrs
gree ee See
S 3
3 8
Suv 7100 *1S09 NOILONYLSNOD
34 se 789
2s 4 sores z
1,000
0
1
Single Furnace Hearth Area - Square Feet
yas 678s
2
MULTIPLE HEARTH INCINERATION
CONSTRUCTION COST
Curve 21
247
CONSTRUCTION COSTS, DOLLARS
1,000, 00
100, 01
2
3
4 5 6789 2 3 4 86789 2 3 4 5678s
100 1,000
Alum Feed, Pounds/Hour
ALUM STORAGE & FEEDING
CONSTRUCTION COSTS
Curve 22
248
DOLLARS
CONSTRUCTION COST,
uw > garvee
10,000, 004
‘|
4s wove
1,000, 001
2 3 4 86789 2 5 4 86789 23 4 s6789
1,000 10,000
Powdered Carbon Capacity - lb/hr
POWDERED ACTIVATED CARBON F
CONSTRUCTION COST
Curve 23
249
aa:
;
8 6
o 5|
2 4
° 3
8
: :
s
> wooo!
S
2 3 4 s 6768 2 3 4 86789
10 1,000
ime Feed, 1b/hr
LIME STORAGE § FEEDING
CONSTRUCTION CosTS
Curve 24
250
CONSTRUCTION COST, DOLLARS
HH
+H
348 6789 2 3 4 $6789 2 5 4 56789
10
Polymer Feed - Pounds/Hour
POLYMER STORAGE AND FEEDING
CONSTRUCTION COST
Curve 25
251
CONSTRUCTION COSTS, DOLLARS
1,000,009
|
100,009)
a _> wore
|
|
2| 1
|
{|
2s 4 8 6789 2 3 4 56769 23 4 5 e7es
1,000 10,000
Sulfuric Acid Peeé, lb/hr
SULFURIC ACID STORAGE AND FEEDING
CONSTRUCTION CosTS
Curve 26
252
CONSTRUCTION COST, DOLLARS
100, 00%
9]
10,091
2
34 5 6789 2 3 4 86789 2 3 4 s67e8
100 1,000
Feed Rate, Pounds/Hour
DRY CHEMICAL FEED SYSTEMS
CONSTRUCTION CosTS
Curve 27
253
CONSTRUCTION COSTS, DOLLARS
us voxoo
10,000,000}
ud wore
1,000,009}
o> oreo
23 4 56789 2 5 4 56769 2 3 4 56789
Lo 100 1,000
Bed Area, sq/ft
FLUIDIZED BED REGENERATION SYSTEM
CONS'TRUCTION CosTS
Curve 28
254
| ;
g ;
g 4
8 3
3 2]
§
E 1,000,000
z 3
é :
;
;
;
;
;
2 3 456789.) 2 3 #56789 > @ 3 4
CAPACITY, GPM
WET AIR REGENERATION SYSTEM
CONSTRUCTION Costs
Curve 29
SUTIOa ‘51500 NOTLOMYLSNOD
£3
Single Press Volume,
PRESSURE, FILTRATION
CONSTRUCTION COSTS.
Curve 298
256
ANNUAL MAN-HOURS FOR 0 & M
2
|
34 5 6789, 2 3 4 s6789 2 3 4 56789
100 1,000
Installed Power - Horsepower
MECHANICAL AERATION
MAN-HOUR REQUIREMENTS
Curve 30
257
ANNUAL POWER USAGE, MILLION KWH/YEAR
Installed Power - Horsepower
MECHANICAL AERATION
POWER REQUIREMENTS
258
Curve 32
ANNUAL COST, DOLLARS
10,0
2
Faery ef FF Sere
Installed Power, Horsepower
MECHANICAL AERATION
MAINTENANCE MATERIAL COSTS
259
¥ 4 SeTeo
Curve 32
ANNUAL MAN-HOURS FOR O & M
a 2 worooe
2 3 4 8 6789, 2 5 4 5678S 2 3 4 8678s
1.0 10
Firm Pumping Capacity - MGD
RETURN ACTIVATED SLUDGE PUMPING STATIONS
MAN-HOUR. REQUIREMENTS
Curve 33
260
POWER CONSUMPTION, MILLION KWH/YEAR
wd voyavn
a
Average Flow - NGD
RETURN ACTIVATED SLUDGE PUMPING STATIONS.
POWER REQUIREMENTS
Curve 34
261
WIRE TO WATER EFFICIENCY PERCENT
100
95
90
85
Constant Speed Pumping Unit
Variable Speed Drive
Pumping Unit (Wound Rotor)
15 20 25 «630 35 40 4550
Pumping Unit Capacity, GPM
PUMPING UNIT EFFICIENCY
RELATED TO CAPACITY
Curve 35
262
ANNUAL COST, DOLLARS
s
ba > oS,
Average Flow - MGD
RETURN ACTIVATED SLUDGE PUMPING STATIONS
MAINTENANCE MATERIAL COSTS
Curve 36
263
ANNUAL MAN-HOURS FOR O & M
1,000
s4 seres oe Se SerES es 4S eTED
Rapid Mix Basin Volume, Cubic Feet
RAPID MIXING
MAN-HOUR REQUIREMENTS
Curve 37
264
a s vovoe
1,000,000
9|
100,001
ANNUAL POWER CONSUMPTION, KWH
2S 4 se Tes 2S 4 sees
e348 6789) O00 10,000
Rapid Mix Basin Volume, Cubic Feet
RAPID MIXING
POWER REQUIREMENTS
Curve 38
265
ANNUAL COSTS, DOLLARS
10,000
8
1 00g
wb von
2
s 4 5678s 2 3 4 sere 2 3 4 56769
1,000 10,000
Rapid Mix Volume, Cubic Feet
RAPID MIXING
MAINTENANCE MATERIAL COSTS
Curve 39
266
ANNUAL MAN-HOURS FOR 0 & M
no » eorvoe
1,009}
7|
t=
wa soo
BS 4 ETE Oe FH SETOCD noe
Flocculator Volume, Cubic Feet
FLOCCULATION
MAN-HOUR REQUIREMENTS
267
34 s67es
Curve 40
ANNUAL POWER CONSUMPTION, KWH
100,000
9
10,009
sa 36789
FS 4 FETS ogg? 2 4 FETE OOF
Flocculator Volume, Cubic Feet
FLOCCULATION
POWER REQUIREMENTS,
Curve 41
268
ANNUAL COSTS, DOLLARS
ua vance
2 3 4s 6789 2 3 4 s6789 2 3 4 56789
10,000 100,000
Flocculator Volume, Cubic Feet
FLOCCULATION
MAINTENANCE MATERIAL COSTS
Curve 42
269
ANNUAL MAN-HOURS FOR 0 & M
os varce
10,000
2
34S 6789, 23 4 S678, 2 3 4 sees
1,000 10,000
Surface Area, Square Feet
CLARIFIER
MAN-HOUR REQUIREMENTS
Curve 43
270
Ferrif Chhodi
ANNUAL POWER CONSUMPTION, KWH
2S 4s S67 89 23 4 se7e9 2s a sere
1,000 10,000
Clarifier surface Area, rt? (single unit)
CLARIFIER
POWER REQUIREMENTS
Curve 44
27.
ANNUAL COSTS, DOLLARS
10,000
9
1,009
2
39, 2 3 2 3678
Fs Ser ee og FF TEETER OD
Surface Area, Square Feet
CLARIFIER
MAINTENANCE MATERIAL COSTS.
Curve 45
272
ANNUAL MAN-HOURS FOR O & M
w > gaveo
10,009
9)
o> wove
1,009
2
S43 6789, 23 4 se7e9 2 3 4 s67es
1,000 10,000
Area, Square Feet
PLOCCULATOR ~ CLARIFTE!
MAN-HOUR REQUIREMENTS:
Curve 46
273
Katt
ANNUAL POWER CONSUMPTION,
100, 00
10,00
0
°|
sv ora0>
2
3 4 5 eres, 2s 4 se7es 23 4 $6789
1,000 "10,000
Area, Square Feet
FLOCCULATOR - CLARIFIER
POWER REQUIREMENTS
Curve 47
274
ANNUAL COSTS, DOLLARS
us ware
10,001
ws wares
1,009
2s 4 367 ee 23 4 se7es 23 4 s67e!
1,000 10,000
Area, Square Feet
FLOCCULATOR ~ CLARTFIER
MAINTENANCE MATERIAL COSTS
Curve 48
275
ANNUAL MAN-HOURS 0 & M
10, 00%
2
y 4 5678s 2 3 4 5678 2 3 «sere
2,000 10,000
ation Zone Area, ft? (single Unit)
REACTOR CLARIFIER
MAN-HOUR REQUIREMENTS
Curve 49
276
ws won
z
3s 4 S676 2 3 45678 2 3 4 8 e7ee
1,000 110,000
Separation Zone Area, ft2 (
gle Unit)
REACTOR CLARIFIER
POWER REQUIREMENTS
Curve 50
217
ANNUAL COSTS, DOLLARS
10, 00%
2 3 4 56789 2 3 4 sere 23 4 sees
1,000 10,000
Separation zone, ft? (Single unit)
REACTOR CLARIFIER
MAINTENANCE MATERIAL COSTS
Curve 51
278
ANNUAL MAN-HOURS FOR O & M
10,06
2 3 4 5 67es 2 3 4 56789
100 1,000
Media Surface area, ft2
GRAVITY ETLTRATION
MAN-HOUR REQUIREMENTS
Curve 52
279
Ken
ANNUAL POWER CONSUMPTION,
us wove
1,000,009
3
100,000
uw & wore
2s
45 6789 23 4 S6789 23 4 86789
100 1,000
Media Surface Area, Square Feet
GRAVITY FILTRATION
POWER REQUIREMENTS
(Backwash ~ 2/24 Hours)
Curve 53
280
ANNUAL COST, DOLLARS
a 2 aareo
10,000
1,000
2
3a 5 6789 2s 4 Se7e9 2 3 4 86789
‘100 1,000
Media Surface Area, Square Feet
GRAVITY FILTRATION
MAINTENANCE MATERIAL COSTS
Curve 54
281
ANNUAL MAN-HOURS FOR 0 & M
10,000
9|
1,009
aw a aor
100
Design Flow, MGD
GRANULAR CARBON ADSORPTION AND PUMPING
(30 minutes contact)
MAN-HOUR REQUIREMENTS
282
2 3 4 5 6768 2 3 4 86789
10 100
2 3 4 s6789
Curve 55
ANNUAL POWER CONSUMPTION, KWH
1,000,000
9
100,009
2 vaswo’
Design Flow, MGD
GRANULAR CARBON ADSORPTION AND PUMPING
(30 minutes contact)
POWER REQUIREMENTS
283
23 4 56789 2 3 4 56789 234 86709
10 "100
Curve 56
ANNUAL COSTS, DOLLARS
10,009
o_o wore:
1,000
2 3 4 56788, 23 4 S67 89, 2 3 4 Se7ee
1 10 00
Design Flow, MGD
GRANULAR CARBON ADSORPTION AND PUMPING
(30 minutes contact)
MAINTENANCE MATERIALS
Curve 57
284
ANNUAL MAN-HOURS FOR O & M
1,000
9|
2S
a 56789 2 5 4 se7es 2s 4 86789
"100 1,000
Chlorine use, Tons/Year
CHLORINATION
MAN-HOUR REQUIREMENTS
Curve 58
285
ANNUAL COST, DOLLARS
2
34 5 67 es 23 4 56789 23 4 se 708
100 1,000
Chlorine Use - Tons Per Year
CHLORINATION
MAINTENANCE MATERIAL COSTS
Curve 59
286
ANNUAL MAN-HOURS FOR O & M
ws vax
1,00
S
o* woroos
2
2 5 4 86789 2 34 56789
ser es 1,000
Firm Pumping Capacity - GPM
WASTE SLUDGE PUMPING
MAN-HOUR REQUIREMENTS,
Curve 60
UYBA/HNY - NOLLANASNOD B3MOd
yes 6788
SF SCTE O09 e
2
34 5 67 EN KD
2
Average Flow - GPM
WASTE SLUDGE PUMPING
POWER REQUIREMENTS
Curve 61
288
ANNUAL COST, DOLLARS
os aovoe
1,009
yas e789; Ty se 789 23 a se res
100 1,000
Firm Pumping Capacity - GPM
WASTE SLUDGE PUMPING
MAINTENANCE MATERIAL COSTS
Curve 62
289
ANNUAL MAN-HOURS FOR O & M
1,009
100
w+ waren
cr zs 4 56789 zs 4 6789
100 1,000
Firm Pumping Capacity, gpm
CHEMICAL SLUDGE PUMPING
MAN-HOUR REQUIREMENTS
Curve 63
290
2|
Esco
Z
§ 3
z 3
5 5
5 |
8 3
&
5 2|
3
3 20,009]
< 7
a
5
4
|
2 3 4 56789 2s 4s e769 23 4 86761
100 1,000
Volume Sludge Pumped, gpa
CHEMICAL SLUDGE PUMPING
POWER REQUIREMENTS
Curve 64
291
DOLLARS
ANNUAL COSTS,
ws voveo
10, 009|
1,000
wo woroe
2s 4 5676s 2S 4 36789 2S 4 se 7es
100 1,000
Volume Sludge Pumped, gpm
CHEMICAL SLUDGE PUMPING
MAINTENANCE MATERIAL COSTS
Curve 65
292
ANNUAL MAN-HOURS FOR 0 & M
uw > varee
2
34 8 67 eS
1,000 @ 2 *S87F%S oye 8 De TeR
Surface Area - Square Feet
GRAVITY THICKENING
MAN-HOUR REQUIREMENTS
Curve 66
293
10,00,
ANNUAL POWER CONSUMPTION, KWH
us wave!
23 8 S 6789 2s 4 86709 2 3 4 se7ee
1,000 10,000,
‘Thickener Area, SF
GRAVITY THICKENING
POWER REQUIREMENTS
Curve 67
294
ANNUAL COST, DOLLARS
2
733 2s 4 sees 234 beTeD
F48878S Oy 10,000
Surface Area - Square Feet
GRAVITY THICKENING
MAINTENANCE MATERIAL COSTS
Curve 68
295
ANNUAL MAN-HOURS FOR 0 & M
1,004
os waves
109}
2s 4 56789 2s 4 se7es 2 3 4 867eo
100 1,000
Surface Area - Square Feet
FLOTATION THICKENING
MAN-HOUR REQUIREMENTS
Curve 69
296
ANNUAL POWER CONSUMPTION, KWH/YEAR
us eance
1,,v00 ,009)
|
o> wove
100 ,009)
2
e788 23 4 S678, 23 a Se res
a 100 1,000
Surface Area - Square Feet
FLOTATION THICKENING
POWER REQUIREMENTS
Curve 70
297
MAINTENANCE MATERIAL COSTS, DOLLARS
ya sees 2 3 @ se7es
1,000 10,000,
Surface Area - Square Feet
2 3 4 56789
FLOTATION THICKENING
MAINTENANCE MATERIAL COSTS
Curve 71
298
ANNUAL MAN-HOURS FOR 0 & M
348 5 6789, 2 3 4 se7e9 2
00 1,000
Vacuum Filter Area - Square Feet
VACUUM FILTRATION
MAN-HOUR REQUIREMENTS
(20 hours/day operation)
299
3 4 8678s
Curve 72
ANNUAL POWER CONSUMPTION, KWH/YEAR
1,000,000
9]
100 ,009}
w_® wore
z
34 5678 2s 4 S67 8o 2 3 4 5678s
100 1,000
Vacuum Filter Area - Square Feet
VACUUM FILTRATION
POWER REQUIREMENTS
(20 hours/day operation)
Curve 73
300
ANNUAL COST, DOLLARS
100,009
ees —C— Pee
Vacuum Filter Area - Square Feet
VACUUM FILTRATION
MAINTENANCE MATERIAL COSTS
(20 hours/day operation)
Curve 74
301
ANNUAL MAN-HOURS FOR O 6 M
100, 009,
3|
20,008
2 3 4 56789 2 3 4 86789 2 3 4 8678s
10 "100
Flow, gpm
CENTRIFUGING
MAN-HOUR REQUIREMENTS
(Based on 70% Operation Run Time)
Curve 75
302
ANNUAL POWER CONSUMPTION, KWH
ws vavee
1,000,000
100,000
23 4 56789 2 3 4 86789 2 3 4 86789
100
Flow, gpm
CENTRIFUGING
POWER REQUIREMENTS
(Based on 70% Operation Run Time)
Curve 76
303
DOLLARS:
ANNUAL COSTS,
ws cares
100,009
|
as wove
10,000
2
34 S67 e9 2s 4 se7es 23s 4 s 6789
10 100
Flow, gpm
CENTRIFUGING
MAINTENANCE MATERIAL COSTS
Curve 77
304
ANNUAL MAN-HOURS FOR O & M
ws voxeo
w_ 2 wore
Ss
a wore!
17,0001
2 3 4 5 6789 2 3 4 86789 2 3 4 se 78s
100 1,000
Hearth Area - Square Feet
MULTIPLE HEARTH INCINERATION
MAN-HOUR REQUIREMENTS
(70% operation time, 6 pounds/square foot/hour loading-wet basis)
Curve 78
305
ANNUAL POWER CONSUMPTION, KWH/YEAR
1,000 00
2 #86789 }99 2 3 456785) oo 2 5 4 SETS
Hearth Area - Square Feet
MULTIPLE HEARTH INCINERATION
POWER REQUIREMENTS
(70% operation time, 6 pounds/square foot/hour loading-wet basis)
Curve 79
306
uw > varoo
oot
wu & wore
NATURAL GAS CONSUMPTION, MILLION SCF/YR
> vores
2 3 4 56789 2 3 4 86769 23 4 S678
100 1,000
Hearth Area - Square Feet
MULTIPLE HEARTH INCINERATION
FUEL REQUIREMENTS
(70% operation time, 6 pounds/square foot/hour loading-wet basis)
Curve 80
307
ANNUAL COST, DOLLARS
10,000
2 3 4 56789 23 4 56789 2 3 456768
100 1,000
Hearth Area, Square Feet
MULTIPLE HEARTH INCINERATION
MAINTENANCE MATERIAL COSTS
(70% operation time, 6 pounds/square foot/hour loading-wet basis)
Curve 81
308
ANNUAL MAN-HOURS FOR 0 & M
us aoneo
1,000
2 3 4 5 6789, 2 3 4 86789 23 4 86789
100 1,000
Alum Feed, Pounds/Hour
ALUM STORAGE AND FEEDING
MAN-HOUR REQUIREMENTS
Curve 82
309
1,009
ANNUAL POWER CONSUMPTION, KWH
r
34s 67 89 23 8 S67 8S 23 4s 6789
: 00 1,000
Alum Feed, Pounds/Hour
ALUM FEEDING
POWER REQUIREMENTS
Curve 83
310
ANNUAL COST, DOLLARS
ws vavoe
10,000
2
34 5 6789, 2 3 4 56789 23 4S 6769
100 1,000
Alum Feed, Pounds/Hour
ALUM STORAGE AND FEEDING
MAINTENANCE MATERIAL COSTS
Curve 84
311
ANNUAL MAN-HOURS FOR 0 & M
10,004
ws wore:
2 3 4 56789 2S 4 86789 2
1,000 10,000
Powdered Carbon Capacity - lb/hr
POWDERED ACTIVATED CARBON FEED SYSTEM
MAN-HOUR REQUIREMENTS
312
34 sees
Curve 85
xwH
ANNUAL POWER CONSUMPTION,
10,000,000
1,000,009
2 3 4 56769 2 3 456789 2 3 4 86789
1,000 10,000
Powdered Carbon Capacity ~ lb/hr
POWDERED ACTIVATED CARBON FEED SYSTEM
POWER REQUIREMENTS.
Curve 86
313
DOLLARS
ANNUAL COST,
8
7
6
5
4
3
100,00
10,004
as ao eo:
2 3 4 56789 2s 4 e769 2 3 2 56789
1,000 10,000
Powdered Carbon Capacity ~ Ib/hr
POWDERED ACTIVATED CARBON FEED SYSTEM
MAINTENANCE MATERIAL
Curve 87
314
ANNUAL MAN-HOURS FOR 0 & M
us goxeo
10, 00g
1,009
oo wore
2
sas eres 2 3 4 5678 2 3 4867
"100 1,000
Lime Feed, lb/hr
LIME STORAGE AND FEEDING
MAN-HOUR REQUIREMENTS
Curve 88
315
KWH
ANNUAL POWER CONSUMPTION,
100,000
3|
10,009
a wore
2
3 4 3 6789, z
100
34 56789
[Pumped | Feel
£ QuigkLi
Pumped Ft
‘Slakéd 1
1,000
Lime Feed, Ib/ne
LIME FEEDING
POWER REQUIREMENTS
316
24 |
sa S67
Curve 89
DOLLARS
ANNUAL COSTS,
10,01
104
a _* ward
2 3 4 8 6789 2 3 4 56789 2s 4 s67es
100 1,000
Lime Feed, Ib/he
LIME STORAGE AND FEEDING
MAINTENANCE MATERIAL COSTS
Curve 90
317
ANNUAL MAN-HOURS FOR O & M
10,000
9|
yu & wares
|
67 ya S67
LY 2 36788 5
Polymer Feed, Pounds/Hour
POLYMER FEEDING
MAN-HOUR REQUIREMENTS
318
2S 4 8678
Curve 91
ANNUAL POWER CONSUMPTION, KWH
uw > varee
10,000
9
3
w+ a aro!
2
y 8 8 6769 2 3 4 5678 2 3 4 s6700
10
Polymer Feed, Pounds/Hour
POLYMER MIXING AND FEEDING
POWER REQUIREMENTS
Curve 92
319
ANNUAL COST, DOLLARS
2
ys s67es 2 3 4 s6789 2 3 6 86780
10
Polymer Feed, Pounds/Hour
POLYMER STORAGE AND FEEDING
MAINTENANCE MATERIAL COSTS
Curve 93
320
ANNUAL MAN-HOURS FOR O 6 M
2s 4 Se7e55, 2 5 4 8e67ea 9 2 3 4 56789
Sulfuric Acid Feed, lb/hr
SULFURIC ACID FEED
MAN-HOUR REUQUREMENTS
Curve 94
321
KWH
ANNUAL POWER CONSUMPTION,
10,009
9|
1,009)
2
ys 4 B67 ee 2 3 4 86789
1,000
Sulfuric Acid Feed,
SULFURIC ACID FEED
POWER REQUIREMEN’
322
10,000
Lb/hr
2
34 se 789
Curve 95
ANNUAL COSTS, DOLLARS
us vavee
10,091
9
43 678) «367
2 3 #56709 (0 2 3 # ere Ce 5 * 5 67eD
Sulfuric Acid Feed, Ib/hr
SULFURIC ACID STORAGE AND FEEDING
MAINTENANCE MATERIAL COSTS
Curve 96
323
ANNUAL MAN-HOURS FOR 0 & M
ws varoo
1,000
wu _> woreo
uw > wore
2
3 4 56789 2 3 4 86789 23 4 86768
100 1,000
Feed Rate, Pounds/Hour
DRY CHEMICAL FEED SYSTEMS
MAN-HOUR REQUIREMENTS
Curve 97
324
ANNUAL COST, DOLLARS
1,000)
ws wore
2
34 5 6789, 2 3 4 S678 2 3 4 seves
100 1,000
Feed Rate, Pounds/Hour
DRY CHEMICAL FEED SYSTEMS
MAINTENANCE MATERIAL COSTS
Curve 98
325
ANNUAL MAN-HOURS FOR O & &
os vaxoo
us aor80
20,008
a avon
1,000
100
sa 3 678s 3 4 86789
1,000
Pounds Carbon/Hour
FLUIDIZED BED REGENERATION SYSTEM
MAN-HOUR REQUIREMENTS
(Based on Full Time Operation)
326
10,000
Curve 99
ANNUAL POWER CONSUMPTION, KWH
10,000,000
‘|
ws wove
2,000,009}
ws aor
234 56784 ooo 2 3 #56789, eS 4 S6TeS
100
Pounds Carbon/Hour
FLUIDIZED BED REGENERATION SYSTEM
POWER REQUIREMENTS
(Based on Full Time operation)
Curve 100
327
NATURAL GAS CONSUMPTION, MILLION SCF/YEAR
us wore
109]
ws woven
ww oveo
2 3 4 5 6709 2 3 4 s67es
100 1,000 10,000
Pounds Carbon/#our
FLUIDIZED BED REGENERATION SYSTEM
FUBL REQUIREMENTS
(Based on Full Time Operation)
328
23 4 Seres
Curve 101
ANNUAL COSTS, DOLLARS
10,009
2,000!
2 3 6 s6reo 2 3 4 56789 2 3 4 56789
100 1,000 10,000
Pounds Carbon/Hour
FLUIDIZED BED REGENERATION SYSTEM
MAINTENANCE MATERIALS
(Based on Full Time Operation)
Curve 102
329
ANNUAL MAN HOURS FOR O&M
10,000
1,000
uo vores nu a garse
2S 4 86789 2s 4 8678
10
CAPACITY, GPM
WET AIR REGENERATION SYSTEM
MAN HOUR REQUIREMENTS
330
23 + oer
100
Curve 103
POWER CONSUMPTION - Kwh/YEAR
10,000,000
21,000, 000g
7|
6|
5
4
3
2]
2100 ,000 2 3 4 56789 2 3 4 5678s 2 3 4 86789
10 100
CAPACITY, GPM
WET AIR REGENERATION SYSTEM
POWER REQUIREMENTS
Curve 104
331
NATURAL GAS CONSUMPTION, MILLION SCF/YEAR
as vores
ws woroo yw» waxoo
23 8 56789 23 4 s67es 2 3 4 36768
10 100
CAPACITY, GPM
WET AIR REGENERATION SYSTEM
FUEL REQUIREMENTS
(Based on sludge characteristics shown in Table
Curve 105
332
DOLLARS:
ANNUAL COSTS,
100,000
10,000
mu voveo nu * @avoo
> woroo
2
s+ eres 2 3 4 8678 2 3 4 s67ee
100
CAPACITY, GPM
WET AIR REGENERATION SYSTEM
MAINTENANCE MATERIAL COSTS
Curve 106
333
W390 Yoa SUNOH-IeW ‘TenNNW
34 s67es
a S67 89
3
@ 5 6789
5
1,000
Lao
Feet
Filter Press Volume, Cubic
PRESSURE PILTRATION, LABOR
7 DAY/WEEK OPERATION, 2 HR CYCLE)
(BASED ON CONTINUOUS,
MENTS
MAN-HOUR. REQUIRE
Curve 107
334
WH
ANNUAL POWER CONSUMPTION,
1,000, 00
100, 00)
Ac
2 3 4 5678s 23 4 56789 23 4s 6788
100) 1,000
Filter Press Volume, Cubic Feet
PRESSURE FILTRATION, POWEK
(BASED ON CONTINUOUS, 7 DAY/WEEK OPERATION, 2 HR CYCLE)
POWER REQUIREMENTS:
Curve 108
335
DOLLARS
ANNUAL COSTS,
|
jt
“Ty 1 tt
| +
2 3 4 5 6789
100
1,000
Filter Press Volume, Cubic Feet
PRESSURE FILTRATION
(BASED ON CONTINUOUS, 7 DAY/WEEK OPERATION, 2 HR CYCLE)
MAINTENANCE MATERIAL COSTS
Curve 109
336
= - te 9s of ve Tz at/9 13800 Ine
eH S a . eH Cf MEW ZT - - 4 ‘omaston
eH - - £ - - - 8 fusY
0S'O-zP"0 OF'O-FE"OOFO-VEO SPOTS "0 onro ono so/ub *katsued {TNE
UTH 06 = -UTH OL uyH OL 04. oe. 04, ou. ze nuns
UT 46 UTH 08 UTH 08 - - - - ooz naun %
UR 66 -UTH 66 um ss 66 26 - - OT mu, % ‘ezts eToTIIEE
- - ert st ot - - wh/29 foumton e404
- - - - - . _ Zequny euTpoT
ve-eT - = S . . - sequmn Tousyd
a TH OLT UN Ot = = 36 ov ZeqUNN sesseTOR
a 0'8-0°9OG-S*E O'S ors sot sot ad
a a “est oost 09 oss ser ub/ uw ‘eoay soezans
wea ns ws ee rea) 9 # sorsredorg TeOTaaE
aeyoun zeyonn goaea_oozea__oszepozpén _ooreporphH
asenaeah SaaS PITT TOT @?
SNOSUYO GaLVATZOV agusamoa
SIAVITVAY ATTVIONSWWOD JO SOTLSTYALOWUWHD
337
7 - - ve-08 be-or at/o "3809 xTa
- - - xen z xen z 8 femaston
. xen sz xen z xeW #T - 8 fuse
p9"O-T9°0 ez"O-Zz"0_ZE“O-Lz"0 - Ts"0-SP"0 do/ub *Aaysueq xTNE
88-8L se-se oL-s¢ sa-s9 06 see noun 8
z6-88 s6-se 8-01 - 86 oe nazun &
66-16 66-S6 66-06 - 66 Oot naus % ‘e2z¥s eToTAIVa
OL"0-79°0 zz-BTOre-brT - - 6/99 ‘eumton oz0a
OoTz-o06T ooSE-oozE —_009€-008z UH O0L oort-006 oqumy ourpor
zt-8 et-1t gt-eT - oer soqumy Towstd
- 00€-002 - - - eqmy sosseton
a ov e- - - na
Oopt-OoeT OOEE-O00E ~—ovFE-008z 008-004 000T-006 ub/ u feory sess
WERE eke Teas WOaReS oe ‘soraxedoxg TEOTUAE
poztxeatna WO qxoseraTta
cog “uoBT ED
(7p, 3W0D)
338
zw ve ez at/> ‘380 4THE
xe ST xen ST xe ST femaston
or-s or-s ores suse
ov-0-22"0 ovo-zz"0 ov'o~zz"o co/ab "Ayrsueq Tha
(388) se-08 (383) s8-o8 ("38a) s8-08 see naun ¢
. e - og nauZ §
. - - oot nays & ‘ezts eToTazed
- - - uB/o9 ‘ounton azoa
Bay 00L Baw ove Say 008 xequn 2uTpoT
- . . xequmy Tousua
7 - . Foqumyy SesseToH
orot-s-8 orot-s'a orot-s'a Hd
001-059 ost-ose 008-004 uub/,w ‘wey eoezans
z Wr ¥ soysaedora TESTEM
THIN
(+p, at09)
339
TABLE 132
CONVERSION FACTORS FOR UNITS
Engissh
rues?
prume/aco.
aru
oF-0.555 (t7
32)
2
cad
some
tt/s00
‘alton
spe
paste
om
a
2
spate’
in
»
ww/any
w/ee? /aay
w/e? ne
we fie-he
b/s,
are
ve
pel
tone/aay
st
055 i
= 0,252 kg-eat
= 97.63 ay?
= 9 kgecala?
= 278 afnern'/eay
23 ues
0.585 ksrcal/kg
= 0.2048 =
= 0,0929 a?
= 028 2! me
0.2048 m/sec
3.705 1
= .003785 0? /aay
= .0408 a /2ay/n*
= .0632 an? /aee
= .0532 1/202
= 40.7 da? even
2
40,7 L/man/a
258 oe
= stg
= 4S ka /0y
= 4.830 g/eay/a?
> 4.830 9/me/0*
= 0.1692 xe/ur
= 6484 xo/ken
2
0.92 g/n
= 3,705 a?
= 3,785 93 /eay
= ng/L (approminate)
= 0.006898 1/2?
= 907 xo/aay
st
sera (a) +32
e°/sec
en? jeec/a®
’
s/tay/s?
phen?
wn
os
afac/e? /asy
ksreal
kgreal/g
weal/n?
340
EMPLOYED
engisah
= 0.2937 in
= 15.85 gpm
= 0.0288 gpmyse?
= .002208 18
= .002205 1/te*sany
(002208 byte" me
= 1000 pen
9.335 wh/ac
= 3.5971 BTu/ne/ieo
= 2,205
= 3.966 ere
= 1.60 aTu/ap
= aan enue?
= 2.205 Lbyday
= 2.208 kis
5.91 w/the
= 9479 stu
= .0008308
» oes aruee?
2.342 apne
= 0245 ernst?
= 15.85 en
= 3.28 €
= 10.76 «2?
sos?
= 268.2 ope
= 24.52 parte?
3504 tar
3.28 ft/sec (tps)
= pre (approximate)
> ppayne (approximate)
0.972 pene
= 145.03 psi
TECHNICAL REPORT DATA
(Please read uszracions on ie reverse before completing)
| EPA~600/2-77-156
MUNICIPAL WASTEWATER TREATMENT
A. J. Shuckrow and G. J. Culp
Battelle-Northwest
Battelle Blvd.
Richland, Washington 99352
Office of Research and Development,
U.S. Environmental Protection Agency
Cincinnati, Ohio 45268
APPRAISAL OF POWDERED ACTIVATED CARBON PROCESSES FOR — |s.
Municipal Environmental Research Laboratory--Cin., OH
We REPORT BATE
1977(Tssuing Date) _
is. PERFORMING ORGANIZATION CODE
SANIZATION REPORT WO.
[iO PROGRAM ELEMENT NO. —
1cell
[iy CONTRACT EHARERS——
| 68-03-2211
13, TYPE OF REPORT AND PERIOD COVERED
yo
fa, SPONSORING AGENCY CODE
| EPa/e00/14
Project Officer: James J. Westrick (513-684-7652)
fe-masTRACTpGWered activated carbon has been the subject of several developmental
efforts directed towards producing imoroved methods for treating municipal wastewaters,
Granular activated carbon has proven itself as an effective means of reducing dissolve
organic contaminant levels, but is plagued with specific operational problems which
can be avoided with powiered carbon. The work reported herein was aimed at putting
powdered activated carbon (PAC) treatment in proper perspective relative to competing
technology. All work with PAC and PAC regeneration was reviewed and representative
process approaches selected for comparison with granular activated carbon. While no
one PAC approach is clearly superior from a performance standpoint, biophysical
processes are attractive because they can be incorporated into existing biological
plants. Comparison of capital and operating costs were made for plants with through-
put rates of 1, 5, 10, 25, and 50 M@. Cost relations were generated in curvilinear
relations to allow interpolation. Based on these estimates, it was determined that
independent physical-chamical PAC systems are not economically campetitive with other
modes of treatment, PAC may offer advantages for specific cases where highly variant
Flows are experienced such as plant receiving flows of a seasonal nature or areas
with cambined storm sewer systans A sensitivity analysis was also conducted to deter-
mine where improvenents could be made to make PAC competitive. Lower carbon doses
and/or inexpensive throwaway carbon would be needed to successfully challenge the
Lather systems evaluated.
Iz cosaniF
‘Activated carbon
Activated siudge process
Cost comparison
Economic analysis
Estimates
Powdered activated car-
bon processes 138
Municipal wastewater
Granular activated car-
bon processes
Powder (particles) |Physcial-chemical treat~
Regeneration (engineering) ment
RELEASE TO PUBLIC
TW BEGURTTY CLASS 7G Repo V WOOF PRTES
UNCLASSIFIED 538?
Ta ae
UNCLASSIFIED
EPA Form 22201 1879) esac nme 1157-05705
You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Problem Set PIPAB 2018Document7 pagesProblem Set PIPAB 2018Egi Ghifari MaulanaNo ratings yet
- Penggunaan Lahan Kebutuhan Air UnitDocument2 pagesPenggunaan Lahan Kebutuhan Air UnitEgi Ghifari MaulanaNo ratings yet
- Iso 22000 Food SafetyDocument80 pagesIso 22000 Food SafetyRysha Dwi SepteriniNo ratings yet
- American FootballDocument1 pageAmerican FootballEgi Ghifari MaulanaNo ratings yet