You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Engg. Mech. Unit 1 - 4Document15 pagesEngg. Mech. Unit 1 - 4sptbalaNo ratings yet
- T 4 SDocument19 pagesT 4 SsptbalaNo ratings yet
- The Coriolis Force: A Geometric Interpretation: Fovell - AS 3 - Spring 2003Document3 pagesThe Coriolis Force: A Geometric Interpretation: Fovell - AS 3 - Spring 2003sptbalaNo ratings yet
- Turbines 41Document1 pageTurbines 41sptbalaNo ratings yet
- R.Bharat Balaji Ap/Mc SNS College of TechnologyDocument12 pagesR.Bharat Balaji Ap/Mc SNS College of TechnologysptbalaNo ratings yet
- R.Bharat Balaji Ap/Mc SNS College of TechnologyDocument12 pagesR.Bharat Balaji Ap/Mc SNS College of TechnologysptbalaNo ratings yet
- Fluid Mechanics CengelDocument775 pagesFluid Mechanics Cengelsptbala78% (27)
- Haven't Already: Please Pick Up Your Midterm If YouDocument27 pagesHaven't Already: Please Pick Up Your Midterm If YousptbalaNo ratings yet
- Chapter 7: FluidsDocument53 pagesChapter 7: FluidssptbalaNo ratings yet
- Instructor's Guide: A Reform-Oriented Introductory Physics TextbookDocument18 pagesInstructor's Guide: A Reform-Oriented Introductory Physics TextbooksptbalaNo ratings yet
- Principles of MetrologyDocument7 pagesPrinciples of MetrologysptbalaNo ratings yet
- A Kmol of A Solid Contains Avogardro's NumberDocument3 pagesA Kmol of A Solid Contains Avogardro's NumbersptbalaNo ratings yet
- Shape Factor & Modulus of Elasticity Urethane RubberDocument6 pagesShape Factor & Modulus of Elasticity Urethane Rubberbman0051401No ratings yet
- 03 TS-3 (ELECTROSTATICS C-1 To C-10)Document3 pages03 TS-3 (ELECTROSTATICS C-1 To C-10)lakshya rautelaNo ratings yet
- Answers - Homework - 9th - Maths - 2021-12-07T04 - 24Document6 pagesAnswers - Homework - 9th - Maths - 2021-12-07T04 - 24Pravat Pagal50% (2)
- Molecular Interactions - Concepts and MethodsDocument402 pagesMolecular Interactions - Concepts and MethodsVictor Miguel Diaz JimenezNo ratings yet
- 24.03.24 - Osr - Star Co-Sc - Jee-Adv - 2019 - P2 - Gta-2 (P2) - QPDocument22 pages24.03.24 - Osr - Star Co-Sc - Jee-Adv - 2019 - P2 - Gta-2 (P2) - QPAyush GhatakNo ratings yet
- Finite Element Simulation For Tensile and Impact Test of Activated TIG Welding of AISI 321 Austenitic Stainless SteelDocument12 pagesFinite Element Simulation For Tensile and Impact Test of Activated TIG Welding of AISI 321 Austenitic Stainless SteelARUN VNo ratings yet
- Full Text 01Document170 pagesFull Text 01123456No ratings yet
- DPS128Document12 pagesDPS128Haroon RiazNo ratings yet
- Conceptual DesignDocument98 pagesConceptual DesignMATEUS RODOVALHO EDINGERNo ratings yet
- Senon Dyg 6510-90S - 2cai PDFDocument3 pagesSenon Dyg 6510-90S - 2cai PDFGigi VoicuNo ratings yet
- Lab Report (Creep) 1Document3 pagesLab Report (Creep) 1Aleem RiderNo ratings yet
- DPP (51-53) 12th Physics - E - WADocument8 pagesDPP (51-53) 12th Physics - E - WAManraj Singh RoopraNo ratings yet
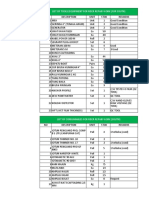
- List of Tools/Equipment For Riser Repair Work (For South)Document4 pagesList of Tools/Equipment For Riser Repair Work (For South)Naufal IkhsanNo ratings yet
- 1590 EC2249 SignedDocument5 pages1590 EC2249 SignedDeepak HoleNo ratings yet
- Drag ForcesDocument10 pagesDrag ForcesFahadNo ratings yet
- Invariant Coordinate Systems For Compressor ControlDocument16 pagesInvariant Coordinate Systems For Compressor ControlReyes SanchezNo ratings yet
- Assignmnet Part Textile Physics Static ElectricityDocument5 pagesAssignmnet Part Textile Physics Static ElectricityAbu Mukarram AZADNo ratings yet
- Ac One ShotDocument52 pagesAc One Shotjasonob2334No ratings yet
- Datasheet Bu2508dfDocument7 pagesDatasheet Bu2508dfAnonymous nC9gpUWPNo ratings yet
- PHYSICS-23-07 - 11th (J-Batch)Document9 pagesPHYSICS-23-07 - 11th (J-Batch)Raju SinghNo ratings yet
- Performance: Physics Light 01Document4 pagesPerformance: Physics Light 01Vijay kumar LokanadamNo ratings yet
- 03 Orb Mech 2003Document33 pages03 Orb Mech 2003kkonthenetNo ratings yet
- Pressboard and Presspaper For Electrical PurposeesDocument7 pagesPressboard and Presspaper For Electrical Purposeestaufiqishak09No ratings yet
- Sist en 12317 2 2010Document9 pagesSist en 12317 2 2010Dinesh PrasharNo ratings yet
- Dynamics Chapter 2009-05-13Document20 pagesDynamics Chapter 2009-05-13Boldie LutwigNo ratings yet
- Pages: 3: Answer Any Two Full QuestionsDocument3 pagesPages: 3: Answer Any Two Full Questionslakshmi dileepNo ratings yet
- Angle of Twist: Torsion II: 1Document4 pagesAngle of Twist: Torsion II: 1Anjana ENo ratings yet
- Medidas de Conectores Series 43Document3 pagesMedidas de Conectores Series 43Edgar Salcido A.No ratings yet
- 11SelfStudy Conformal MappingDocument10 pages11SelfStudy Conformal Mappingjk kbjbNo ratings yet
- Class 12 Physics Chapter 2Document8 pagesClass 12 Physics Chapter 2Abhishek PandeyNo ratings yet