You might also like
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- Fire Hydrant System Design Installation Commisioning and TestingDocument5 pagesFire Hydrant System Design Installation Commisioning and Testingjaianit89No ratings yet
- Reciprocating Compressors:: Operation and MaintenanceFrom EverandReciprocating Compressors:: Operation and MaintenanceRating: 4 out of 5 stars4/5 (7)
- Selection of Centrifugal Compressor For O&G Aplications - GPA - Paper - 2002Document11 pagesSelection of Centrifugal Compressor For O&G Aplications - GPA - Paper - 2002bvalinhasNo ratings yet
- Gas Reduction Station ModelDocument9 pagesGas Reduction Station ModelSouthseasiderNo ratings yet
- Isometric Plumbing Drawing RequirementsDocument6 pagesIsometric Plumbing Drawing RequirementsorganicspolybondNo ratings yet
- As2129 PDFDocument2 pagesAs2129 PDF윤종주100% (1)
- Compressior Station Design CriteriaDocument4 pagesCompressior Station Design Criteriaming jiangNo ratings yet
- Gas Turbine Compressor System Design Using Dynamic Process Simulation PDFDocument7 pagesGas Turbine Compressor System Design Using Dynamic Process Simulation PDFredhotriderNo ratings yet
- USGUIDE1 AirCompGuide GettingMostForYourMoney 0Document8 pagesUSGUIDE1 AirCompGuide GettingMostForYourMoney 0Adeilton CabocloNo ratings yet
- Innovative Remediation Techniques To Compressor Foundation SystemsDocument8 pagesInnovative Remediation Techniques To Compressor Foundation SystemsahmadmortazaviNo ratings yet
- Gas Turbine Compressor System Design Using Dynamic Process SimulationDocument7 pagesGas Turbine Compressor System Design Using Dynamic Process SimulationLTORRESMNo ratings yet
- Teoria de GovernadoresDocument8 pagesTeoria de GovernadoresLuis Humberto Ruiz BetanzosNo ratings yet
- Governing Sytem147258934Document8 pagesGoverning Sytem147258934Praveen RaiNo ratings yet
- Compressor Control RetrofitsDocument4 pagesCompressor Control Retrofitsyohanneti.riniNo ratings yet
- CCC CaseStudy Optimizing Turbo Train Controls With CCC Inside V1-WebDocument3 pagesCCC CaseStudy Optimizing Turbo Train Controls With CCC Inside V1-Webpasquale rispoliNo ratings yet
- A Practical Method To Account For Seal Friction in Aircraft Hydraulic Actuator Preliminary DesignDocument8 pagesA Practical Method To Account For Seal Friction in Aircraft Hydraulic Actuator Preliminary DesignScaricatore92No ratings yet
- CFD Integrated Design of Screw CompressorsDocument14 pagesCFD Integrated Design of Screw CompressorsVali IonNo ratings yet
- Scroll Compressor Operating Envelope ConsiderationsDocument6 pagesScroll Compressor Operating Envelope ConsiderationsBehnam AshouriNo ratings yet
- 21st Century Reciprocating CompressorsDocument4 pages21st Century Reciprocating CompressorsMuhammad ImranNo ratings yet
- Manufacturing of ImpellersDocument65 pagesManufacturing of ImpellersHarsha KolanNo ratings yet
- Performance Test & UncertaintyDocument30 pagesPerformance Test & UncertaintyEnrique Javier González HenríquezNo ratings yet
- Extending Fluid System Component PDFDocument5 pagesExtending Fluid System Component PDFprodusentalitambang sareatoNo ratings yet
- Nomenclature of CompressorDocument11 pagesNomenclature of CompressorRama KrishnanNo ratings yet
- Structural Durability Analysis of Passenger Car Exhaust System Using FPM Approach in RadiossDocument8 pagesStructural Durability Analysis of Passenger Car Exhaust System Using FPM Approach in RadiossPramod KulkarniNo ratings yet
- Application Guideline For Cent Comp Surge ControlDocument75 pagesApplication Guideline For Cent Comp Surge ControlPedro MunizNo ratings yet
- Surge Detection in An Industrial Axial Flow Compressor by David H. Linden and Charles A. ParkerDocument6 pagesSurge Detection in An Industrial Axial Flow Compressor by David H. Linden and Charles A. ParkerJoy BhattacharyaNo ratings yet
- Cyclic Steam Stimulation Operational Feasibility EvaluationDocument4 pagesCyclic Steam Stimulation Operational Feasibility EvaluationEuler CauchiNo ratings yet
- Steam Turbine Governing Systems and Electronic Governor Retrofit by Josephs. Lamberson and Jack ReedDocument8 pagesSteam Turbine Governing Systems and Electronic Governor Retrofit by Josephs. Lamberson and Jack ReedEr Mahendra KeshriNo ratings yet
- Compressor BrochureDocument5 pagesCompressor Brochuremaximusala83No ratings yet
- Advanced Compressor Control and Monitoring Systems Hydroproc Apr23Document7 pagesAdvanced Compressor Control and Monitoring Systems Hydroproc Apr23asfsndNo ratings yet
- GMRC Surge GuidelineDocument75 pagesGMRC Surge Guidelinesbas84No ratings yet
- Extending Fluid System ComponentDocument5 pagesExtending Fluid System Componenterwin dwi laksonoNo ratings yet
- 134849Document3 pages134849Elbahi DjaalabNo ratings yet
- Centrifugal Compressor Config-SelectionDocument44 pagesCentrifugal Compressor Config-SelectionRajiv Santhanam100% (2)
- Centrifugal Compressor Configuration Selection Arrangement 1713478406Document44 pagesCentrifugal Compressor Configuration Selection Arrangement 1713478406thakuryaNo ratings yet
- Integration of A Highly Bent Engine Inlet Within An Engine Test FacilityDocument10 pagesIntegration of A Highly Bent Engine Inlet Within An Engine Test FacilityMuhammedNayeemNo ratings yet
- Mono-Trip CemenThru Completion System - Baker Oil ToolsDocument6 pagesMono-Trip CemenThru Completion System - Baker Oil Toolsamadea rahmaditaNo ratings yet
- Basic Guide To Pipeline Compressor StationsDocument3 pagesBasic Guide To Pipeline Compressor StationsNoPipeLines100% (4)
- Reciprocating Compressor Performance and Safety Prediction For Control PanelsDocument21 pagesReciprocating Compressor Performance and Safety Prediction For Control Panelsshank100No ratings yet
- Elevating Design Decisions in Fluid Power: Indira RaoDocument3 pagesElevating Design Decisions in Fluid Power: Indira RaoTruong GiangNo ratings yet
- High Speed Motor DesignDocument6 pagesHigh Speed Motor DesignSathish KumarNo ratings yet
- Practical Notes On Power Plant Machinery Nozzle Load and PipingDocument5 pagesPractical Notes On Power Plant Machinery Nozzle Load and PipinghgscanavinoNo ratings yet
- Design and Analysis of A 111 Centrifugal Compressor For A Small Turbofan EngineDocument8 pagesDesign and Analysis of A 111 Centrifugal Compressor For A Small Turbofan EngineSuherman MuktiNo ratings yet
- FCCU Optimization - A Minimum Capital ApproachDocument6 pagesFCCU Optimization - A Minimum Capital Approachsaleh4060No ratings yet
- CCC White Paper - Knowledge in Control - Sep - 2014Document4 pagesCCC White Paper - Knowledge in Control - Sep - 2014Pedro MunizNo ratings yet
- Engine Health Monitoring Systems For Industrial Gas TurbinesDocument10 pagesEngine Health Monitoring Systems For Industrial Gas TurbinesAshwin ShindeNo ratings yet
- A New Paradigm in Large-Scale Assembly-Research Priorities in Measurement Assisted AssemblyDocument13 pagesA New Paradigm in Large-Scale Assembly-Research Priorities in Measurement Assisted AssemblygiaNo ratings yet
- Surge Control Dynamic Simulation Centrifugal CompDocument3 pagesSurge Control Dynamic Simulation Centrifugal CompAnil B YadavNo ratings yet
- Al Hamdan2006 HاجزاءDocument10 pagesAl Hamdan2006 Hاجزاءsarwar khalilNo ratings yet
- Compressor Anti Surge DynamicsDocument5 pagesCompressor Anti Surge Dynamicsapple0444100% (4)
- Nozzle Load and PipingDocument5 pagesNozzle Load and PipingJose PradoNo ratings yet
- Offshore Wind Turbine ReportDocument19 pagesOffshore Wind Turbine ReportKevin OnyangoNo ratings yet
- Electromagnetic Effects On The Torsional Natural Frequencies of An Induction Motor Driving A Reciprocating CompressorDocument22 pagesElectromagnetic Effects On The Torsional Natural Frequencies of An Induction Motor Driving A Reciprocating CompressorRadu BabauNo ratings yet
- Sae Technical Paper Series: James C. Peyton Jones, J. Brian Roberts, Jinfeng Pan and Richard A. JacksonDocument10 pagesSae Technical Paper Series: James C. Peyton Jones, J. Brian Roberts, Jinfeng Pan and Richard A. JacksonFarzadNo ratings yet
- Compressor AntisurgeDocument12 pagesCompressor AntisurgeSaqib NazirNo ratings yet
- CompressorsDocument19 pagesCompressorsVinoth Kumar100% (1)
- Hysys CompressDocument4 pagesHysys CompressVidyasenNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Amazon Pay KYC - Training PPT For VendorsDocument19 pagesAmazon Pay KYC - Training PPT For Vendorskaran patelNo ratings yet
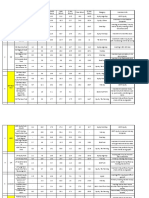
- Employers List - Surat Rozgar Mela For AllDocument3 pagesEmployers List - Surat Rozgar Mela For Allkaran patelNo ratings yet
- Gmail - Job - Exe Electrical (Jambusar) PDFDocument2 pagesGmail - Job - Exe Electrical (Jambusar) PDFkaran patelNo ratings yet
- Career Opportunity With Spie Oil & Gas Services PDFDocument1 pageCareer Opportunity With Spie Oil & Gas Services PDFkaran patelNo ratings yet
- Travel Information To QatarDocument2 pagesTravel Information To Qatarkaran patelNo ratings yet
- Apprenticeship - Vacancy - Session 2019-2020Document1 pageApprenticeship - Vacancy - Session 2019-2020karan patelNo ratings yet
- Ahmedabad Janmarg Limited: Advertisement No:-07 DT: 15-11-2018Document3 pagesAhmedabad Janmarg Limited: Advertisement No:-07 DT: 15-11-2018karan patelNo ratings yet
- Adgas Abu DhabiDocument7 pagesAdgas Abu Dhabikaran patelNo ratings yet
- Birla SL Advantage Fund (G) Birla Sun Life Tax Relief 96Document3 pagesBirla SL Advantage Fund (G) Birla Sun Life Tax Relief 96karan patelNo ratings yet
- Syl Lab Us For Written TestDocument2 pagesSyl Lab Us For Written Testkaran patelNo ratings yet
- 1006022980H8 PDFDocument18 pages1006022980H8 PDFPaverMotosNo ratings yet
- LM Recommended Spares - 2018 - Rev ADocument8 pagesLM Recommended Spares - 2018 - Rev AFelipe Bernal100% (1)
- COTIDocument20 pagesCOTIjoel roncalNo ratings yet
- Psychrometry: © American Standard Inc. 1999Document90 pagesPsychrometry: © American Standard Inc. 1999Lenard de Leon100% (1)
- Review and Assessment of Fire Hazard in Bridges: Venkatesh Kodur, Li Gu, and Maria E. Moreyra GarlockDocument7 pagesReview and Assessment of Fire Hazard in Bridges: Venkatesh Kodur, Li Gu, and Maria E. Moreyra GarlockMohammed Es-SeddiqNo ratings yet
- Atmospheric Dispersion (AD)Document35 pagesAtmospheric Dispersion (AD)John BerkmansNo ratings yet
- Handling Qualites of CanardDocument49 pagesHandling Qualites of CanardUsman GhummanNo ratings yet
- NWM-UL-BW - 1.0-PreviewDocument6 pagesNWM-UL-BW - 1.0-PreviewRaquel LopezNo ratings yet
- IEEE ACCESS Temperature Control For Newton's Law of Cooling Using PID ControllerDocument7 pagesIEEE ACCESS Temperature Control For Newton's Law of Cooling Using PID ControllerAlejandro MisesNo ratings yet
- Cummins PT Pump Diagnostic 1 PDFDocument6 pagesCummins PT Pump Diagnostic 1 PDFnaruto akatcy100% (1)
- AppendicesDocument69 pagesAppendicesIvan CanoNo ratings yet
- 4 Analysis and Design of Steel Deck - Concrete Composite SlabsDocument112 pages4 Analysis and Design of Steel Deck - Concrete Composite SlabsLê Ngọc-Hà100% (2)
- Processing Station - Part 1 (Mpob HQ 21711)Document56 pagesProcessing Station - Part 1 (Mpob HQ 21711)Ameen Zenn100% (2)
- Research PaperDocument7 pagesResearch Paperahmad exsanNo ratings yet
- Manual Peças Rompedor h140gcDocument7 pagesManual Peças Rompedor h140gcGabriel HenriqueNo ratings yet
- Kinematics of Pure BendingDocument5 pagesKinematics of Pure BendingRizki Ade KhoirNo ratings yet
- UOttawa SOPV1Document4 pagesUOttawa SOPV1Jay MarwahaNo ratings yet
- Thermodynamics of MaterialsDocument16 pagesThermodynamics of MaterialsAnthony AbelNo ratings yet
- Detailed Cost Estimates: EarthworksDocument22 pagesDetailed Cost Estimates: EarthworksKevin Dela Cruz TordillosNo ratings yet
- Speeduino Miata / MX5 Manual: This Manual Is Compiled From The Speeduino Documentation Wiki: Thu Sep 20 2018Document44 pagesSpeeduino Miata / MX5 Manual: This Manual Is Compiled From The Speeduino Documentation Wiki: Thu Sep 20 2018Manny MoralesNo ratings yet
- PIDs For Passenger Car (Rev.1.02)Document13 pagesPIDs For Passenger Car (Rev.1.02)Sasa AhlanNo ratings yet
- Designs 02 00020 PDFDocument17 pagesDesigns 02 00020 PDFviniciusschwabNo ratings yet
- YP154K1T-TFD - R32 - Data SheetDocument4 pagesYP154K1T-TFD - R32 - Data SheetSUYAMBU LINGAM ARUMUGAMNo ratings yet
- Worked Examples On Torsion in Circular Shafts and Power TransmissionDocument14 pagesWorked Examples On Torsion in Circular Shafts and Power TransmissionWendimu TolessaNo ratings yet
- MMET 402 Lecture Notes 4a - Conventional UT - Principles and PracticesDocument116 pagesMMET 402 Lecture Notes 4a - Conventional UT - Principles and PracticesAhmedBalaoutaNo ratings yet
- Material Summary Table According To ASTM SpecDocument2 pagesMaterial Summary Table According To ASTM SpecNoar CaesarNo ratings yet
- Spek Centriguges 5702 - E-CatalogDocument1 pageSpek Centriguges 5702 - E-Cataloghans hutajuluNo ratings yet