You might also like
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Selective LeachingDocument7 pagesSelective LeachingshivamNo ratings yet
- 15ae307j - Aees - Unit 3Document41 pages15ae307j - Aees - Unit 3Aahana KhannaNo ratings yet
- Fatigue and Static Structural Analysis of Car Wheel Using Finite Element Method - A Review-34038Document6 pagesFatigue and Static Structural Analysis of Car Wheel Using Finite Element Method - A Review-34038kiran_sridharaNo ratings yet
- Training ReportDocument34 pagesTraining ReportVarun AggarwalNo ratings yet
- Vacuum CastingDocument5 pagesVacuum CastingHarpreetSinghNo ratings yet
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocument31 pagesCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNo ratings yet
- A Review On Modeling and Analysis of Car Wheel Rim Using CATIA & ANSYS PDFDocument5 pagesA Review On Modeling and Analysis of Car Wheel Rim Using CATIA & ANSYS PDFHafiz M TahirNo ratings yet
- Interview QuestionDocument22 pagesInterview QuestionsugeshNo ratings yet
- Alloy WheelDocument18 pagesAlloy Wheelaizaz65No ratings yet
- Week 5 Processing 3Document33 pagesWeek 5 Processing 3ashiq_a99No ratings yet
- Presentation of Procast Casting SimulationDocument127 pagesPresentation of Procast Casting Simulationrahul989100% (3)
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- Heat TreatmentDocument7 pagesHeat TreatmentMangilal Ram100% (1)
- Powder Metallurgy Seminar GautamDocument31 pagesPowder Metallurgy Seminar GautamSidhartha GolchhaNo ratings yet
- Ring RollingDocument14 pagesRing Rollingdandan29100% (2)
- Metal CastingDocument8 pagesMetal CastingYash DesaaiNo ratings yet
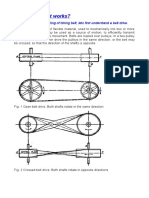
- How Timing Belt WorksDocument7 pagesHow Timing Belt WorksParas ThakurNo ratings yet
- 216 Body Lupo 3LDocument36 pages216 Body Lupo 3LvolkovwNo ratings yet
- Leporello Aluminium Casting Alloys RHEINFELDEN ALLOYS 2018Document10 pagesLeporello Aluminium Casting Alloys RHEINFELDEN ALLOYS 2018luisA1923No ratings yet
- Lecture 4 5 Workholding PrinciplesDocument99 pagesLecture 4 5 Workholding PrinciplesSolidworks Mania100% (1)
- Alloy WheelsDocument1 pageAlloy WheelsEnijad ArnautNo ratings yet
- Injection Moulding: Corporate Training and PlanningDocument155 pagesInjection Moulding: Corporate Training and PlanningGhazouNo ratings yet
- Cast Iron BMEDocument2 pagesCast Iron BMEsahitya karaheNo ratings yet
- Modeling and Fatigue Analysis of Automotive Wheel RimDocument46 pagesModeling and Fatigue Analysis of Automotive Wheel RimKannan S100% (1)
- Engine Valves Production Summer PractiseDocument26 pagesEngine Valves Production Summer Practisestatica27100% (2)
- Flowforming or Metal Spinning (Spin Forming)Document2 pagesFlowforming or Metal Spinning (Spin Forming)ShivajiNo ratings yet
- Forming Assessment Questions - SanfoundryDocument5 pagesForming Assessment Questions - SanfoundryrahmaNo ratings yet
- Lec 6 Extrusion Metal WorkingDocument29 pagesLec 6 Extrusion Metal WorkingSidra SaeedNo ratings yet
- Varun Nandakumar MS ThesisDocument101 pagesVarun Nandakumar MS ThesisSubodh Kumar100% (1)
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- Die-Casting Process: Types, Applications & LimitationsDocument24 pagesDie-Casting Process: Types, Applications & LimitationssoorajNo ratings yet
- Sheet Metal Working PDFDocument75 pagesSheet Metal Working PDFKainat jamilNo ratings yet
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- Front Axle & Steering SystemsDocument35 pagesFront Axle & Steering SystemsVishnu Rajeswaran100% (1)
- Deep DryingDocument83 pagesDeep DryingYasir HussainNo ratings yet
- Machining MagnesiumDocument15 pagesMachining Magnesiumgaurav chauhanNo ratings yet
- Recent Technology of Powder Metallurgy and ApplicationsDocument32 pagesRecent Technology of Powder Metallurgy and ApplicationsMuralli Jayaganesan100% (2)
- Casting Brochure 1 PDFDocument12 pagesCasting Brochure 1 PDFAkshayNo ratings yet
- Prashik Project ReportDocument43 pagesPrashik Project ReportOm Kishor RathodNo ratings yet
- Grinding Final NotesDocument21 pagesGrinding Final NotesGaikwad Aniket100% (1)
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 pagesPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNo ratings yet
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous XClYkdKyNo ratings yet
- DFM Guidebook Sheetmetal Design Guidelines Issue XVIII PDFDocument11 pagesDFM Guidebook Sheetmetal Design Guidelines Issue XVIII PDFNandang KuroshakiNo ratings yet
- ALUMINIUMTECHNOLOGIES Week6Document164 pagesALUMINIUMTECHNOLOGIES Week6Sander Duque100% (2)
- Aluminum Die Casting Process FlowDocument13 pagesAluminum Die Casting Process FlowPrabish KumarNo ratings yet
- TM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)Document5 pagesTM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)方綵樺100% (1)
- .CAD Modeling and FEA Analysis of Wheel Rim For Weight ReductionDocument8 pages.CAD Modeling and FEA Analysis of Wheel Rim For Weight ReductionEnijad ArnautNo ratings yet
- Analysis and Validation of Gravity Die Casting ProcessDocument7 pagesAnalysis and Validation of Gravity Die Casting Processhosseinidokht86100% (1)
- Wheel Balancing Machine Inner SystemsDocument11 pagesWheel Balancing Machine Inner SystemsArmghan NaeemNo ratings yet
- Roll ForgingDocument6 pagesRoll ForgingSaptarshi SinhaNo ratings yet
- Design and Analysis of Steering Knuckle Component For Terrain VehicleDocument7 pagesDesign and Analysis of Steering Knuckle Component For Terrain Vehicleapurva kumar singhNo ratings yet
- Misumi Press Die StandardDocument72 pagesMisumi Press Die StandardthanhvutsmvnNo ratings yet
- CH 3-Moulding and Core MakingDocument49 pagesCH 3-Moulding and Core Makinggosaye desalegn100% (3)
- Deffects of CastingDocument8 pagesDeffects of Castingtayyab khanNo ratings yet
- Rapid Prototyping Seminar ReportDocument35 pagesRapid Prototyping Seminar ReportNaomi Cooke100% (1)
- Sensors For Process Monitoring - Casting and Powder MetallurgDocument29 pagesSensors For Process Monitoring - Casting and Powder MetallurgJorge BandaNo ratings yet
- 1) Loos Haus: 2) Vi L L A Mul L ErDocument1 page1) Loos Haus: 2) Vi L L A Mul L ErcharuNo ratings yet
- Operator - Manual - CD60 90 7, CG60 70 7Document258 pagesOperator - Manual - CD60 90 7, CG60 70 7phoenixpowerandcontrolNo ratings yet
- WINDSTAR AIR DRYER (Datasheet)Document1 pageWINDSTAR AIR DRYER (Datasheet)fahrur rizaNo ratings yet
- Report SampleDocument184 pagesReport SamplekumarnpccNo ratings yet
- Cbse Class Xii PhysicsDocument30 pagesCbse Class Xii PhysicskumarnpccNo ratings yet
- 121 B.P.S. XII - Physics Chapter Notes 2014 15 PDFDocument87 pages121 B.P.S. XII - Physics Chapter Notes 2014 15 PDFkumarnpccNo ratings yet
- Cbse Class Xii PhysicsDocument30 pagesCbse Class Xii PhysicskumarnpccNo ratings yet
- Important Questions For CBSE Class 12 Physics Gauss's Law PDFDocument52 pagesImportant Questions For CBSE Class 12 Physics Gauss's Law PDFkumarnpccNo ratings yet
- Important Questions For CBSE Class 12 Physics Gauss's Law PDFDocument52 pagesImportant Questions For CBSE Class 12 Physics Gauss's Law PDFkumarnpccNo ratings yet
- UG Curriculum 2017 PDFDocument242 pagesUG Curriculum 2017 PDFAditya PaiNo ratings yet
- ECE565 Chip Design StylesDocument23 pagesECE565 Chip Design StyleskumarnpccNo ratings yet
- Nco Sample Paper Class-12Document2 pagesNco Sample Paper Class-12kumarnpccNo ratings yet
- DASA UG 2018 Brochure 11 Apr 2018Document23 pagesDASA UG 2018 Brochure 11 Apr 2018kumarnpccNo ratings yet
- 41-44 Lecture Microwave Solid State DevicesDocument61 pages41-44 Lecture Microwave Solid State Deviceskumarnpcc0% (3)
- Chemistry HotsDocument48 pagesChemistry HotsleesaaanNo ratings yet
- 13 Fashion Studies Textbook XIDocument158 pages13 Fashion Studies Textbook XIkumarnpcc67% (3)
- Effect of Pouring Temperatures On Microstructure and Mechanical Properties of Al-16Si Hyper Eutectic Alloys Reinforced With 4 WT% Al2O3 Using Stir Casting ProcessDocument7 pagesEffect of Pouring Temperatures On Microstructure and Mechanical Properties of Al-16Si Hyper Eutectic Alloys Reinforced With 4 WT% Al2O3 Using Stir Casting ProcessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Bk91 1310 CPF Ved 016 Qac h13 0001 - B - Positive Material Identification Procedure For Basket FiltersDocument8 pagesBk91 1310 CPF Ved 016 Qac h13 0001 - B - Positive Material Identification Procedure For Basket FiltersPanneer SelvamNo ratings yet
- Lecture 3 - Structures of Metals and CeramicsDocument38 pagesLecture 3 - Structures of Metals and CeramicsDan CostelloNo ratings yet
- 24carat Alloy1Document10 pages24carat Alloy1NileshhkNo ratings yet
- Effect of Boron and Carbon Addition On Microstructure and Mec 2015 MaterialsDocument14 pagesEffect of Boron and Carbon Addition On Microstructure and Mec 2015 Materialsnarayananx5No ratings yet
- Asme Sec Viii D1 C PT UnfDocument11 pagesAsme Sec Viii D1 C PT Unfkcp1986No ratings yet
- Iron and SteelDocument5 pagesIron and SteelMirnawati Jafar DMNo ratings yet
- Structural Bolts, Alloy Steel, Heat Treated, 150 Ksi Minimum Tensile StrengthDocument6 pagesStructural Bolts, Alloy Steel, Heat Treated, 150 Ksi Minimum Tensile Strengthalucard375No ratings yet
- Unit 2 - Engineering Geology and Remote Sensing - WWW - Rgpvnotes.inDocument17 pagesUnit 2 - Engineering Geology and Remote Sensing - WWW - Rgpvnotes.inNeelam ChaudharyNo ratings yet
- Cat BullDocument51 pagesCat BullBin ZhangNo ratings yet
- SG Iron ProcessDocument6 pagesSG Iron Processprasanna sNo ratings yet
- SA-522 - ASME BPVC 2021 Sección II Part A-2Document6 pagesSA-522 - ASME BPVC 2021 Sección II Part A-2Mohammad TaherNo ratings yet
- MICHEL BOUX, Ingénieur 4748 TomifobiaDocument2 pagesMICHEL BOUX, Ingénieur 4748 Tomifobiaram sharanNo ratings yet
- Alloys & Strengthening: Lecture 10. Introduction & The Equilibrium Phase DiagramDocument23 pagesAlloys & Strengthening: Lecture 10. Introduction & The Equilibrium Phase DiagramHenry HarrodNo ratings yet
- Iron OreDocument12 pagesIron OreAnonymous P1xUTHstHTNo ratings yet
- 0-S ReportDocument3 pages0-S ReportAndrei RoznovNo ratings yet
- What Scrap Metal Is This? A Guide To Identifying Metals: The Magnet TestDocument2 pagesWhat Scrap Metal Is This? A Guide To Identifying Metals: The Magnet TestRakesh Ranjan MishraNo ratings yet
- High Sulphidation Geology Di Tujuh Bukit - Materi Webinar Teknik Geofisika ITSDocument90 pagesHigh Sulphidation Geology Di Tujuh Bukit - Materi Webinar Teknik Geofisika ITSJulian I SwandiNo ratings yet
- Astm A314 PDFDocument3 pagesAstm A314 PDFMatyash MatyashNo ratings yet
- Fans Price ListDocument10 pagesFans Price ListHerojayNo ratings yet
- Shackles: GPT-SBS-0027 - Nut & Bolt Bow ShackleDocument1 pageShackles: GPT-SBS-0027 - Nut & Bolt Bow Shacklecyril nbhhNo ratings yet
- Assignment 4 Phase DiagramDocument4 pagesAssignment 4 Phase DiagramAhmedAhmedNo ratings yet
- Governance in Mineral and Coal Mining in Indonesia: Dr. R. SukhyarDocument40 pagesGovernance in Mineral and Coal Mining in Indonesia: Dr. R. SukhyarArief Hidayat100% (1)
- Dental AmalgamDocument10 pagesDental AmalgamMustafa SaßerNo ratings yet
- 34 CR Mo 4Document2 pages34 CR Mo 4ceca nikolicNo ratings yet
- Spec Tin AA12801R2Document4 pagesSpec Tin AA12801R2AreIf Cron BmxStreetNo ratings yet
- Nasm315 An315Document1 pageNasm315 An315GFS ConsultoriaNo ratings yet
- Cold Metal Transfer Based Wire Arc Additive Manufacturing: Bunty Tomar S. ShivaDocument20 pagesCold Metal Transfer Based Wire Arc Additive Manufacturing: Bunty Tomar S. ShivaTEJENDRA SINGH SINGHALNo ratings yet
- Flouch BrochureDocument4 pagesFlouch Brochuremuhammad abidinNo ratings yet