You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Bt5 Topic1 FoundationDocument25 pagesBt5 Topic1 FoundationDM AndradeNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Christian de Portzamparc - French Architect Prepared By: Impel, Janrey SDocument5 pagesChristian de Portzamparc - French Architect Prepared By: Impel, Janrey SDM AndradeNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Drafting Drawing Scale Chart: Factor Mechanical Architectural Civil Decimal EqDocument1 pageDrafting Drawing Scale Chart: Factor Mechanical Architectural Civil Decimal EqDM AndradeNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A135 PDFDocument37 pagesA135 PDFDM AndradeNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
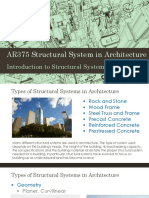
- AR375 Topic 1 Intro To Structural System in Architecture PDFDocument21 pagesAR375 Topic 1 Intro To Structural System in Architecture PDFDM AndradeNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Acoustics of The Sydney Opera House: Concert Hall: Presented To:-Presented By: - Presented To: - Presented ByDocument21 pagesAcoustics of The Sydney Opera House: Concert Hall: Presented To:-Presented By: - Presented To: - Presented ByDM AndradeNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Roof Truss Installation Guide V1.4 2015Document36 pagesRoof Truss Installation Guide V1.4 2015DM Andrade0% (1)
- PerthDocument21 pagesPerthjohn_wlmns3929No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Helminths: NematodesDocument17 pagesHelminths: NematodesNicolle PanchoNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Team - Group - ESG Handbook 2021 July 2021Document69 pagesA Team - Group - ESG Handbook 2021 July 2021Prajwala JankarNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Chapter 5 Pneumatic and Hydraulic Actuation SystemsDocument22 pagesChapter 5 Pneumatic and Hydraulic Actuation SystemsMukhammad FauzyNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Mathematics Specialist Unit 3A: VectorsDocument4 pagesMathematics Specialist Unit 3A: VectorsMahir MahmoodNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Full List of Oil Companies in Nigeria & Websites - Nigerian Infopedia PDFDocument6 pagesFull List of Oil Companies in Nigeria & Websites - Nigerian Infopedia PDFBoma EvansNo ratings yet
- History of Journalism With Whiteboard StyleDocument56 pagesHistory of Journalism With Whiteboard StyleXeon JupiterNo ratings yet
- MCA Lab ManualDocument5 pagesMCA Lab ManualV SATYA KISHORENo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- AsasDocument2 pagesAsasbuntu2003No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Girl Who CanDocument4 pagesThe Girl Who CanMadhu50% (2)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- YS 700W Bifacial Solar PanelDocument2 pagesYS 700W Bifacial Solar PanelDaniel RodriguezNo ratings yet
- Y10-lab-4-Gas LawDocument10 pagesY10-lab-4-Gas LawEusebio Torres TatayNo ratings yet
- Wolfi Landstreicher - Willful Disobedience - Number 3Document32 pagesWolfi Landstreicher - Willful Disobedience - Number 3populaererNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
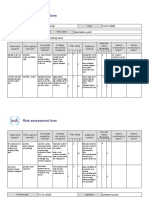
- Risk Assessment Project Iosh - MsDocument2 pagesRisk Assessment Project Iosh - MsSanjeev Kumar75% (32)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Vet CareplanexampleDocument6 pagesVet CareplanexampleAnonymous eJZ5HcNo ratings yet
- SpiralsDocument12 pagesSpiralskkglobalNo ratings yet
- Design, Fabrication and Analysis of Fibonacci TurbineDocument5 pagesDesign, Fabrication and Analysis of Fibonacci TurbinearcaldartNo ratings yet
- Think Before Buying: ReadingDocument1 pageThink Before Buying: ReadingadrianmaiarotaNo ratings yet
- Ford6000cd Rear ConnectorDocument2 pagesFord6000cd Rear ConnectorAnonymous WcYW9AeNo ratings yet
- Pakistan PresentationDocument17 pagesPakistan PresentationYaseen Khan100% (1)
- Fagor CNC 8025 - 8030Document255 pagesFagor CNC 8025 - 8030alvhann_1No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- 5 RsDocument44 pages5 RsLeo Mar Endriga100% (1)
- MCQ Rewriting 1Document10 pagesMCQ Rewriting 1Quỳnh Anh NguyễnNo ratings yet
- Spread of Hinduism To South East Asia by Land and Maritime RoutesDocument36 pagesSpread of Hinduism To South East Asia by Land and Maritime RoutesUday DokrasNo ratings yet
- Deutz Fahr Rear Axle T 7100 Workshop ManualDocument22 pagesDeutz Fahr Rear Axle T 7100 Workshop Manualcindybennettmd040595jbw100% (133)
- Disorders of The Endocrine System and Dental ManagementDocument63 pagesDisorders of The Endocrine System and Dental ManagementSanni FatimaNo ratings yet
- 3rd Quarter Performance TaskDocument3 pages3rd Quarter Performance TaskJaime CrispinoNo ratings yet
- Prince Hydraulics Wolverine Adjustable Flow Control Valve Offered by PRC Industrial SupplyDocument1 pagePrince Hydraulics Wolverine Adjustable Flow Control Valve Offered by PRC Industrial SupplyPRC Industrial SupplyNo ratings yet
- MEAMTA2-Assignment 2Document5 pagesMEAMTA2-Assignment 2pfukanisibuyi7No ratings yet
- 4 TH Sem UG Osmoregulation in Aquatic VertebratesDocument6 pages4 TH Sem UG Osmoregulation in Aquatic VertebratesBasak ShreyaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)