You might also like
- FLOTACIONDocument4 pagesFLOTACIONRosa María HerreraNo ratings yet
- HDS Metil Isobutil Carbinol - v4Document7 pagesHDS Metil Isobutil Carbinol - v4JAROL2133No ratings yet
- Pets Ataque QuímicoDocument5 pagesPets Ataque QuímicoSTEBNNo ratings yet
- Proyecto IntegradorDocument31 pagesProyecto IntegradorMilagros Giovana Vega CruzadoNo ratings yet
- Hoja de Seguradad AcrilonitriloDocument2 pagesHoja de Seguradad AcrilonitriloRudyHaasCervantesNo ratings yet
- ANT-IMM-HSE-PET-025 - Limpieza Parcial Espesador TK 60 La Sentina Area 50Document5 pagesANT-IMM-HSE-PET-025 - Limpieza Parcial Espesador TK 60 La Sentina Area 50J Jose PintoNo ratings yet
- Brocal Rel 99 Ing. GuzmanDocument28 pagesBrocal Rel 99 Ing. GuzmanDaniel Nuñez MalpartidaNo ratings yet
- Dossier de Mineria y Medio AmbienteDocument24 pagesDossier de Mineria y Medio AmbienteJohn BeltranNo ratings yet
- PreparacionMineralMoliendaDocument5 pagesPreparacionMineralMoliendaPiero Jose Prieto UscamaytaNo ratings yet
- 13 Cosecha de Catodos de Celdas de AlcoholDocument2 pages13 Cosecha de Catodos de Celdas de AlcoholJuan Carlos Ramos CentenoNo ratings yet
- Informe MensualDocument346 pagesInforme MensualAnonymous EcO95DirPNo ratings yet
- Presentacion ORP-REDOX 02-04-2020Document9 pagesPresentacion ORP-REDOX 02-04-2020Alejandro GuerraNo ratings yet
- 12 Afiche-Didactico Postura-Forzadas 50x70Document1 page12 Afiche-Didactico Postura-Forzadas 50x70Araceliz Collao AguilarNo ratings yet
- IPERDocument33 pagesIPERslotNo ratings yet
- Enfermedad OcupacionalDocument15 pagesEnfermedad OcupacionalLovely Maryorii Puescas PaivaNo ratings yet
- CIANURO DE SODIO: EXTREMADAMENTE TÓXICODocument1 pageCIANURO DE SODIO: EXTREMADAMENTE TÓXICOLuisito Mayhua Paucar100% (1)
- Operaciones Industriales de Separación: Laboratorio #4 "Destilación Con Vapor"Document7 pagesOperaciones Industriales de Separación: Laboratorio #4 "Destilación Con Vapor"Yesica RiveraNo ratings yet
- Operaciones Mineras - Southern Copper - Berthin HuamanDocument16 pagesOperaciones Mineras - Southern Copper - Berthin HuamanBERTHIN VIDAL HUAMAN SANCHEZNo ratings yet
- PetarDocument13 pagesPetarEmerson Aldair Flores NinaNo ratings yet
- Sesion 04 Iluminación en Ambientes de TrabajoDocument24 pagesSesion 04 Iluminación en Ambientes de TrabajoJhordin Stiff Lavado CarrilloNo ratings yet
- Práctica 2 - Mejora Continua.Document22 pagesPráctica 2 - Mejora Continua.Alee AlarconNo ratings yet
- Presentacion Matriz AADocument10 pagesPresentacion Matriz AAjuancalp81No ratings yet
- Costos de Calidad (QCS)Document57 pagesCostos de Calidad (QCS)Kenb Vasquez CespedesNo ratings yet
- Laboratorio 4 - Preparación para La CianuraciónDocument30 pagesLaboratorio 4 - Preparación para La CianuraciónRalph MedinaNo ratings yet
- RP Líder de Carguío y AcarreoDocument3 pagesRP Líder de Carguío y AcarreodvillazanaNo ratings yet
- PS-P-SG-01 Procedimiento de Aseo y CafeteriaDocument9 pagesPS-P-SG-01 Procedimiento de Aseo y CafeteriaOdeth Patricia Castañeda Romero100% (2)
- P-COR-SIB-03.03 Analisis de Trabajo Seguro (ATS)Document3 pagesP-COR-SIB-03.03 Analisis de Trabajo Seguro (ATS)Diana GamboaNo ratings yet
- ATS (Mapa Conceptual)Document1 pageATS (Mapa Conceptual)Jose Augusto Garcia MendozaNo ratings yet
- Informe Courier 30X 6SLDocument19 pagesInforme Courier 30X 6SLNeiser CerdánNo ratings yet
- Lab 2.1 Trituraciòn Mecànica I y IIDocument16 pagesLab 2.1 Trituraciòn Mecànica I y IIJD FCNo ratings yet
- T3 Ambiental PaperDocument8 pagesT3 Ambiental PaperAracely Tarrillo EdquenNo ratings yet
- U de ICA - Campanas Salare Serie Fce 1800 MsDocument6 pagesU de ICA - Campanas Salare Serie Fce 1800 MsDaniel Morales RuestaNo ratings yet
- Pets - 107 - 2000165756 - mmf2016 Servicio de Fabricacion de Partes de UtilajesDocument17 pagesPets - 107 - 2000165756 - mmf2016 Servicio de Fabricacion de Partes de UtilajesChicha y LimonadaNo ratings yet
- Pets Lectura Por Absorcion AtomicaDocument6 pagesPets Lectura Por Absorcion AtomicaSTEBNNo ratings yet
- PE-SQ-07 Informe de Causalidad de IncidenteDocument1 pagePE-SQ-07 Informe de Causalidad de Incidenteandy RiosNo ratings yet
- Area de Chancado - Molienda - Normalización - Antes PDFDocument2 pagesArea de Chancado - Molienda - Normalización - Antes PDFEduardo Mendoza SandovalNo ratings yet
- Diseño de Una Planta para La Recuperación de Oro A Partir de Min Erales Sulfurados Con Tiosulfato de Sodio Con Agente Lixiviante FinishDocument35 pagesDiseño de Una Planta para La Recuperación de Oro A Partir de Min Erales Sulfurados Con Tiosulfato de Sodio Con Agente Lixiviante Finishrosmery vilchez telloNo ratings yet
- Taller 10 y 11 - OrganizaciónDocument3 pagesTaller 10 y 11 - OrganizaciónSofia Sánchez farfánNo ratings yet
- Hidro Lab02Document10 pagesHidro Lab02luiguiNo ratings yet
- Marco TeoricoDocument2 pagesMarco TeoricoMaykelMendozaNo ratings yet
- Andy Vilchez Mena - 2.-Evaluación de La Lectura #3 PDFDocument7 pagesAndy Vilchez Mena - 2.-Evaluación de La Lectura #3 PDFAndyVilchezMenaNo ratings yet
- Evaluacion Preliminar Planta Concentradora 2Document35 pagesEvaluacion Preliminar Planta Concentradora 2HugoMarinoPocohuancaCayo100% (2)
- SOCIEDAD Y DESARROLLO SOSTENIBLE - Tarea N°1Document3 pagesSOCIEDAD Y DESARROLLO SOSTENIBLE - Tarea N°1soy_40No ratings yet
- Diagrama de Flujo Mineria 1Document2 pagesDiagrama de Flujo Mineria 1Jessy Vega100% (1)
- Operador Equipos de ChancadoDocument7 pagesOperador Equipos de ChancadoDaniela Santana ContrerasNo ratings yet
- Inspección de seguridad en laboratorio de computo y químicoDocument20 pagesInspección de seguridad en laboratorio de computo y químicoJimmy Smith Otcot100% (1)
- Brochure Procesos Metalúrgicos y QuímicosDocument7 pagesBrochure Procesos Metalúrgicos y QuímicosDanny Daniel Aguilar PalominoNo ratings yet
- Miscon Group: 25 años experiencia minería no metálica PerúDocument7 pagesMiscon Group: 25 años experiencia minería no metálica PerúErick Alexander Maldonado SenceNo ratings yet
- Estudio Factibilidad Adquisicion Torno Vertical y Banco Pruebas Taller Central PDFDocument175 pagesEstudio Factibilidad Adquisicion Torno Vertical y Banco Pruebas Taller Central PDFjasebeyNo ratings yet
- Lab 7Document31 pagesLab 7Gian Carlos Dheyvi Quispe RiveraNo ratings yet
- Informe EstadisticoDocument4 pagesInforme EstadisticoRolyNo ratings yet
- Carbon Activado TesisDocument99 pagesCarbon Activado TesisBertina Salcedo RamosNo ratings yet
- P-CC-P-09 VE19 Toma y Preparación de MuestrasDocument17 pagesP-CC-P-09 VE19 Toma y Preparación de MuestrasAna AndradeNo ratings yet
- IPERC Con Talleres PDFDocument134 pagesIPERC Con Talleres PDFernestoNo ratings yet
- PROCEDIMIENTOS AndamiosDocument18 pagesPROCEDIMIENTOS AndamiosDiana Jaimes100% (1)
- Producto - Uso - Por ,: DE de SeguridadDocument2 pagesProducto - Uso - Por ,: DE de Seguridadcarlos_alfaro_herreraNo ratings yet
- EJERCICIOSDocument63 pagesEJERCICIOSDAVID ESTEBAN HUAMANI OJEDANo ratings yet
- Proyecto Ampliacion San IgnacionDocument50 pagesProyecto Ampliacion San IgnacionKevin Escola100% (1)
- 1) Peak Performance Practices - Excavator Selection (Español)Document76 pages1) Peak Performance Practices - Excavator Selection (Español)alexander100% (1)
- InformeDocument33 pagesInformepaquitaNo ratings yet
- JHIMMYisaacDocument2 pagesJHIMMYisaacpaquitaNo ratings yet
- 8 An Lisis de Taludes Mediante Ensayos y Back An Lisis de Fallas PDFDocument9 pages8 An Lisis de Taludes Mediante Ensayos y Back An Lisis de Fallas PDFbufaloteNo ratings yet
- 2 DpiDocument3 pages2 DpipaquitaNo ratings yet
- JHIMMYDocument8 pagesJHIMMYpaquitaNo ratings yet
- Texto2 PDFDocument34 pagesTexto2 PDFGian Boza BocanegraNo ratings yet
- Mineral EsDocument1 pageMineral EspaquitaNo ratings yet
- JHIMMYDocument8 pagesJHIMMYpaquitaNo ratings yet
- TIR y VANDocument12 pagesTIR y VANVictor A. ZacariasNo ratings yet
- VentiDocument5 pagesVentipaquitaNo ratings yet
- Detalle Evaluacion Sostenimiento de Labores Mineras 2019-2Document1 pageDetalle Evaluacion Sostenimiento de Labores Mineras 2019-2paquitaNo ratings yet
- Estadísticas en La Minería PeruanaDocument41 pagesEstadísticas en La Minería PeruanapaquitaNo ratings yet
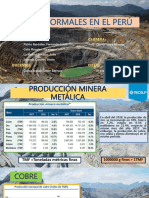
- Minas Formales en El PerúDocument14 pagesMinas Formales en El PerúpaquitaNo ratings yet
- Diseño Problemas 2Document2 pagesDiseño Problemas 2paquitaNo ratings yet
- VentiDocument6 pagesVentipaquitaNo ratings yet
- Grupo 7 Bacilio Ucharima RamirezDocument7 pagesGrupo 7 Bacilio Ucharima RamirezpaquitaNo ratings yet
- CobreDocument1 pageCobreNeymer Altamirano MuñozNo ratings yet
- Taller 10 Valor de Mineral 2019-1Document9 pagesTaller 10 Valor de Mineral 2019-1paquitaNo ratings yet
- Métodos de Explotación Subterránea - Lab01Document5 pagesMétodos de Explotación Subterránea - Lab01Fernanda Josee Patino BardalesNo ratings yet
- Taller 10 Valor de Mineral 2019-1Document9 pagesTaller 10 Valor de Mineral 2019-1paquitaNo ratings yet
- Taller 10 Valor de Mineral 2019-1Document9 pagesTaller 10 Valor de Mineral 2019-1paquitaNo ratings yet
- BD - Mapa Produccion 2018Document9 pagesBD - Mapa Produccion 2018BRAINNo ratings yet
- Practica 1 Laboratorio de Ventilación de MinaDocument8 pagesPractica 1 Laboratorio de Ventilación de MinapaquitaNo ratings yet
- THTHDocument3 pagesTHTHpaquitaNo ratings yet
- BD - Mapa Produccion 2018Document9 pagesBD - Mapa Produccion 2018BRAINNo ratings yet
- Ejercicios CostosDocument6 pagesEjercicios CostosKevin Luis Salcedo CoronelNo ratings yet
- ProblemaDocument5 pagesProblemapaquitaNo ratings yet
- Modulo CostosiiiDocument60 pagesModulo CostosiiiRonald Marcias100% (1)
- Contrato de CompraventaDocument1 pageContrato de Compraventadedesde100% (1)
- Módulo 9Document13 pagesMódulo 9Beronik LunaNo ratings yet
- Costos vs gastos: la diferencia clave para tu negocioDocument3 pagesCostos vs gastos: la diferencia clave para tu negociovicandro6862No ratings yet
- Presupuestos 04 FormulasDocument32 pagesPresupuestos 04 FormulasJhair Moreno FajardoNo ratings yet
- Sistema de ecuaciones lineales y problemas de optimizaciónDocument1 pageSistema de ecuaciones lineales y problemas de optimizaciónluisNo ratings yet
- Guia 2Document4 pagesGuia 2Juan Gallegos M.No ratings yet
- TASAS DE INTERÉS: NOMINALES VS EFECTIVASDocument82 pagesTASAS DE INTERÉS: NOMINALES VS EFECTIVASpaula moreno0% (1)
- Madepa - Memoria Anual 2019Document61 pagesMadepa - Memoria Anual 2019Maria Belen Vallejos Ortiz33% (3)
- Integrativo (COLABORATIVO) ALFREDODocument4 pagesIntegrativo (COLABORATIVO) ALFREDOvicente pineda diazNo ratings yet
- Contabilidad y Finanzas para EmprendedoresDocument14 pagesContabilidad y Finanzas para EmprendedoresYtalogymNo ratings yet
- Politica FiscalDocument2 pagesPolitica FiscalDiego Simão Rojas ArrietNo ratings yet
- Panadería INTECJODocument25 pagesPanadería INTECJOCarlos Pesantez Franco100% (1)
- Tipo de CambioDocument15 pagesTipo de CambioNoayudo. ComNo ratings yet
- Importadora 2020, C.A Ejercicio.Document9 pagesImportadora 2020, C.A Ejercicio.lolaNo ratings yet
- Precio de Equilibrio Alargo Plazo Cme+R 10+R 10+0,002 QDocument3 pagesPrecio de Equilibrio Alargo Plazo Cme+R 10+R 10+0,002 QCamila VélezNo ratings yet
- Guia 10.tipos de Mercado PDFDocument3 pagesGuia 10.tipos de Mercado PDFRodrigoNo ratings yet
- NORMAS CONTABLES COLOMBIADocument48 pagesNORMAS CONTABLES COLOMBIANICOLENo ratings yet
- Presupuesto de CapitalDocument5 pagesPresupuesto de CapitalEl Charasquiada CharroNo ratings yet
- Ejercicios PPE amortizacionesDocument17 pagesEjercicios PPE amortizacionesLa Fio XdNo ratings yet
- Inflación y Desvalorización de La Moneda. Tasa Interna de RetornoDocument7 pagesInflación y Desvalorización de La Moneda. Tasa Interna de RetornowebfaderNo ratings yet
- Cuestionario 2Document21 pagesCuestionario 2Gleitze RamosNo ratings yet
- Efecto Sustitución y Efecto Ingreso (Renta)Document16 pagesEfecto Sustitución y Efecto Ingreso (Renta)LuzAuroraBoNo ratings yet
- Seguimiento de Queja de Tienda EscolarDocument3 pagesSeguimiento de Queja de Tienda EscolarANA MARIA DAVILA DIAZNo ratings yet
- Criterios de Decisión para Inversiones EmpresarialesDocument13 pagesCriterios de Decisión para Inversiones EmpresarialesMarely Ancajima HuayamaNo ratings yet
- 7ma Costos Del ProyectoDocument88 pages7ma Costos Del ProyectoNICOLAS TELLO PEREZNo ratings yet
- Economia 5Document7 pagesEconomia 5Vivian Celadilla AgildaNo ratings yet
- Actividad PROYECCIONDocument9 pagesActividad PROYECCIONÁlamo CateringNo ratings yet
- Nic 38 MT CCPLDocument100 pagesNic 38 MT CCPLLissete Cabrera MarquezNo ratings yet
- Cuaderno de TrabajoDocument82 pagesCuaderno de TrabajofranklinpariNo ratings yet