You might also like
- Wear Reduction Technology: Centrifugal Slurry PumpsDocument12 pagesWear Reduction Technology: Centrifugal Slurry PumpstinoNo ratings yet
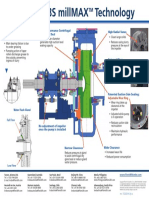
- 00 Mill MAXSlurry Pump July 2016 CutawayDocument1 page00 Mill MAXSlurry Pump July 2016 CutawayPatricio AcuñaNo ratings yet
- Warman International LTD: Intake FlangeDocument3 pagesWarman International LTD: Intake FlangerickNo ratings yet
- LCC M150 500 3 LCCPump Metal PDFDocument8 pagesLCC M150 500 3 LCCPump Metal PDFFrancisco Loyola CarrascoNo ratings yet
- Iom en r03 Final Selene - 1xtzpm400m enDocument296 pagesIom en r03 Final Selene - 1xtzpm400m enavilasarNo ratings yet
- GX Catalogue2013Document32 pagesGX Catalogue2013Leobardo DiazNo ratings yet
- New Materials for SAG MillsDocument12 pagesNew Materials for SAG MillsxtusNo ratings yet
- 34g KSBDocument1 page34g KSBGut BeerliNo ratings yet
- WPG 151AH31: 14 MM 14 MMDocument24 pagesWPG 151AH31: 14 MM 14 MMMamiherintsoa Issaia RanaivoarimananaNo ratings yet
- GIW pump conversions boost productivityDocument2 pagesGIW pump conversions boost productivitymarcosandia1974No ratings yet
- Gasite 27gDocument1 pageGasite 27gMonty MathewsNo ratings yet
- R05323 P 001a X009 0042 PDFDocument464 pagesR05323 P 001a X009 0042 PDFcquibajoNo ratings yet
- A102 Material GuideDocument6 pagesA102 Material GuideVincent Irawan100% (1)
- A7 PumpDocument14 pagesA7 PumpIr Go JarNo ratings yet
- B.5 MillMAX 3x2-14x12 IOM (July 2015)Document67 pagesB.5 MillMAX 3x2-14x12 IOM (July 2015)Alief FadilNo ratings yet
- General Conditions of Sale: 1. ApplicationDocument3 pagesGeneral Conditions of Sale: 1. ApplicationsyamimialifahNo ratings yet
- Sump Pump Critical Speeds WDS 101Document3 pagesSump Pump Critical Speeds WDS 101RANAIVOARIMANANA0% (1)
- A comprehensive parts list for a machinery assemblyDocument1 pageA comprehensive parts list for a machinery assemblyIta BarreraNo ratings yet
- Repuestos Bombas Weir CF48Document1 pageRepuestos Bombas Weir CF48Miguel Angel Garrido Cardenas100% (1)
- Transitions Between Two-Body and Three-Body Abrasive Wear InfluenceDocument10 pagesTransitions Between Two-Body and Three-Body Abrasive Wear InfluenceSamuel Berger VeltenNo ratings yet
- ITT Gould PumpsDocument2 pagesITT Gould PumpsBilly ZununNo ratings yet
- 10-400FLSmidthKrebs SlurryMAX Brochure EmailDocument8 pages10-400FLSmidthKrebs SlurryMAX Brochure EmailpacodmxNo ratings yet
- Warman International LTD.: 2700 R/minDocument1 pageWarman International LTD.: 2700 R/minFlávio Carvalho FlávioNo ratings yet
- Product Bulletin 22Document2 pagesProduct Bulletin 22RANAIVOARIMANANANo ratings yet
- Mining Truck Body - SSABDocument2 pagesMining Truck Body - SSABJose CamposNo ratings yet
- 3-8-21 FLSmidth FailureReport - Erdenet 12x10 MillMAX SAG Mill Discharge Rev 1Document10 pages3-8-21 FLSmidth FailureReport - Erdenet 12x10 MillMAX SAG Mill Discharge Rev 1Cristian CanazaNo ratings yet
- FLSMIdth-Matcode DeatilDocument1 pageFLSMIdth-Matcode DeatilEswar Enterprises Qc100% (1)
- Parts & Service News: Component Code Ref No. DateDocument9 pagesParts & Service News: Component Code Ref No. DateAntony Armando Huaylla QuispeNo ratings yet
- CH Warman Shaft Lifting Nut Product BulletinDocument2 pagesCH Warman Shaft Lifting Nut Product BulletinRANAIVOARIMANANANo ratings yet
- 0-WD745-EJ610-00001 - Rev.1 - Operation and Maintenance Manuals For Control ValveDocument100 pages0-WD745-EJ610-00001 - Rev.1 - Operation and Maintenance Manuals For Control Valveraul gonzalezNo ratings yet
- Mill Circuit Solutions: GIW Hard Rock Mining PumpsDocument8 pagesMill Circuit Solutions: GIW Hard Rock Mining PumpsbabarNo ratings yet
- Curva de Performance 4 Bombas - Recomendação WEIRDocument1 pageCurva de Performance 4 Bombas - Recomendação WEIRJoão Paulo Augusto MacedoNo ratings yet
- Product Bulletin 20Document5 pagesProduct Bulletin 20RANAIVOARIMANANANo ratings yet
- ROPS FOPS Test Certificate ST1030Document1 pageROPS FOPS Test Certificate ST1030Ventasde VehiculosNo ratings yet
- Repair Cast Iron PDFDocument13 pagesRepair Cast Iron PDFClaudiu MorarNo ratings yet
- Warman Competition Rules 2017 - Ver1.0Document30 pagesWarman Competition Rules 2017 - Ver1.0Ng QingarnNo ratings yet
- Slurry PumpsDocument69 pagesSlurry PumpsJhonny AlvarezNo ratings yet
- 1345 John CraneDocument2 pages1345 John CraneseptixNo ratings yet
- 2 - 15B Ah-5vomDocument1 page2 - 15B Ah-5vomMamiherintsoa Issaia RanaivoarimananaNo ratings yet
- Product Bulletin N 6: Bearing Assemblies - Shaft VariationsDocument1 pageProduct Bulletin N 6: Bearing Assemblies - Shaft VariationsRANAIVOARIMANANANo ratings yet
- 41760AFApronFeeder1 PDFDocument4 pages41760AFApronFeeder1 PDFAnibal Aldava CrispinNo ratings yet
- Wpa86a04/2 Wpa86a04/2 Wpa86a04/2 Wpa86a04/2 Wpa86a04/2 Wpa86a04/2 Wpa86a04/2Document1 pageWpa86a04/2 Wpa86a04/2 Wpa86a04/2 Wpa86a04/2 Wpa86a04/2 Wpa86a04/2 Wpa86a04/2risa ridmaNo ratings yet
- Krebs Millmax-E Pump: The New High-Efficiency Slurry Pump Designed For Abrasive Slurry ApplicationsDocument4 pagesKrebs Millmax-E Pump: The New High-Efficiency Slurry Pump Designed For Abrasive Slurry ApplicationsPhaniNo ratings yet
- Coti GIW Rep 26x28LSA PDFDocument3 pagesCoti GIW Rep 26x28LSA PDFjohan diazNo ratings yet
- Flotation Advances PDFDocument7 pagesFlotation Advances PDFvictrburgosNo ratings yet
- 250ffmcrrcgl1 (Alimentacion A Ciclones)Document8 pages250ffmcrrcgl1 (Alimentacion A Ciclones)Adrian PeraltaNo ratings yet
- Warman WGR Pump BrochureDocument8 pagesWarman WGR Pump BrochureJOKO WIKARNANo ratings yet
- Manual Horizontal IOM Envirotech ESPDocument67 pagesManual Horizontal IOM Envirotech ESPOmar RodriguezNo ratings yet
- Ash Slurry Pump O&m Manual PDFDocument23 pagesAsh Slurry Pump O&m Manual PDFelrajil100% (1)
- Manual Reductor SumitomoDocument11 pagesManual Reductor SumitomoPhilip WalkerNo ratings yet
- Warman Submersible Slurry Pumps GuideDocument4 pagesWarman Submersible Slurry Pumps GuideCristobal JM CreativNo ratings yet
- Centrifugal Slurry Pumps: WarmanDocument2 pagesCentrifugal Slurry Pumps: WarmanDirceu ValadaresNo ratings yet
- Secondary and Tertiary Cone CrushersDocument4 pagesSecondary and Tertiary Cone CrushersDanielSantosNo ratings yet
- Fluid Analysis For Bearing Reliability 1684619066Document30 pagesFluid Analysis For Bearing Reliability 1684619066Alvaro Javier Reyes ParraNo ratings yet
- V-2172-0009-0078 - 3 Status 1Document97 pagesV-2172-0009-0078 - 3 Status 1Jonathan Alexander De Los Rios OrdoñezNo ratings yet
- Slurrymax Camur Pompasi 3 PDFDocument8 pagesSlurrymax Camur Pompasi 3 PDFTecnologia Fabricación MetalmecanicaNo ratings yet
- Paper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeDocument10 pagesPaper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeEdú BrizuelaNo ratings yet
- WPG 20L21: 13 MM 13 MMDocument1 pageWPG 20L21: 13 MM 13 MMMamiherintsoa Issaia RanaivoarimananaNo ratings yet
- Wiggins Brochure PDFDocument15 pagesWiggins Brochure PDFjokokeNo ratings yet
- Slurry erosion behaviour of Ni-Hard under various impact angle and speedDocument8 pagesSlurry erosion behaviour of Ni-Hard under various impact angle and speedGuilherme Vieira RosaNo ratings yet
- Bargańska Et Al. 2015. Honey Bees and Their Products - Bioindicators of Environmental ContaminationDocument29 pagesBargańska Et Al. 2015. Honey Bees and Their Products - Bioindicators of Environmental ContaminationBruno PadilhaNo ratings yet
- NCERT Solutions For Class 12 Chemistry Chapter 4 Chemical KineticsDocument31 pagesNCERT Solutions For Class 12 Chemistry Chapter 4 Chemical KineticsGourav ARNo ratings yet
- Cell Respiration Lab ReportDocument3 pagesCell Respiration Lab ReportLindsey GreeneNo ratings yet
- BioreactorsDocument0 pagesBioreactorsPaulo SouzaNo ratings yet
- ROLE OF POLYMER MATRIXDocument7 pagesROLE OF POLYMER MATRIXhanayuki007No ratings yet
- Astm F 781Document4 pagesAstm F 781DmitriyNo ratings yet
- Manufacturing of Acrylonitrile Internship ReportDocument33 pagesManufacturing of Acrylonitrile Internship ReportHirenNo ratings yet
- Adhesion and Adhesive ApplicationDocument2 pagesAdhesion and Adhesive ApplicationTarani TharanNo ratings yet
- Module 2: Sulfur and Its Compounds: Burning of Raw Sulfur Roasting of Pyrites Production of Sulfuric AcidDocument6 pagesModule 2: Sulfur and Its Compounds: Burning of Raw Sulfur Roasting of Pyrites Production of Sulfuric AcidKhristel PenoliarNo ratings yet
- Pharmaceutical Calculation Volume 4Document2 pagesPharmaceutical Calculation Volume 4Tony AnsahNo ratings yet
- An Air Compressor Is Tested and It Is Found That T...Document2 pagesAn Air Compressor Is Tested and It Is Found That T...Juan DiegoNo ratings yet
- P40 - Spec SheetDocument8 pagesP40 - Spec Sheetpurin phokhunNo ratings yet
- Sika Backing FillerDocument2 pagesSika Backing Fillerthepilot2No ratings yet
- Fandaruff (2014)Document8 pagesFandaruff (2014)Paulo DantasNo ratings yet
- Design Criteria For BridgesDocument1 pageDesign Criteria For BridgesEarl Justin Enrique100% (1)
- MSDSDocument7 pagesMSDStariNo ratings yet
- Science Chapter 3Document93 pagesScience Chapter 3a.omera2010No ratings yet
- Scie9 - Q2 - WK2 - Properties-of-Ionic-and-CV-Compounds V3 PDFDocument38 pagesScie9 - Q2 - WK2 - Properties-of-Ionic-and-CV-Compounds V3 PDFErnest Abiertas100% (1)
- Desorption PhenomenaDocument42 pagesDesorption PhenomenaJose Fernandez AdellNo ratings yet
- Science Revision Sheet - Term 1-Year 4: NameDocument18 pagesScience Revision Sheet - Term 1-Year 4: NameSaid HusseinNo ratings yet
- RESIN - TRANSFER - MOLDING - FINAL - REPORT With RefDocument37 pagesRESIN - TRANSFER - MOLDING - FINAL - REPORT With RefI DKNo ratings yet
- Board Exam Review - Set 3BDocument17 pagesBoard Exam Review - Set 3BJey-r VenturaNo ratings yet
- Charpy Impact TestDocument4 pagesCharpy Impact TestChinmay Deo80% (5)
- Water Problems SolutionsDocument6 pagesWater Problems SolutionsHarshitha LokeshNo ratings yet
- Natural gas pipeline capacity calculationDocument3 pagesNatural gas pipeline capacity calculationMohamed SamyNo ratings yet
- Welding Procedure SpecificationDocument5 pagesWelding Procedure SpecificationyazNo ratings yet
- Drilling Fluids ExercisesDocument17 pagesDrilling Fluids ExercisesJohn Kevin De CastroNo ratings yet
- HabaCHIAN Slat Conveyor ChainsDocument128 pagesHabaCHIAN Slat Conveyor Chainsjunico76No ratings yet
- Sikaplan Membrane Systems For Basements EngDocument20 pagesSikaplan Membrane Systems For Basements EngMartin UrbietaNo ratings yet