You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Layers of The Earth WorksheetDocument2 pagesLayers of The Earth WorksheetMelody Villa Galano-Duldulao67% (3)
- Past and Ongoing Projects Corrosion Resistant Alloys: (Vessel If Offshore)Document5 pagesPast and Ongoing Projects Corrosion Resistant Alloys: (Vessel If Offshore)haran2000No ratings yet
- Mechanics of MaterialsDocument11 pagesMechanics of MaterialsMagesh KumarNo ratings yet
- Concrete Design SummaryDocument3 pagesConcrete Design Summaryyanu13No ratings yet
- Depressurization of A 50 KM Long 24 Inches CO2 PipDocument11 pagesDepressurization of A 50 KM Long 24 Inches CO2 Pipharan2000No ratings yet
- NDE 2011 Proceedings Discusses Quality Control of Tube Joints in Fast Breeder ReactorsDocument5 pagesNDE 2011 Proceedings Discusses Quality Control of Tube Joints in Fast Breeder ReactorsvaibraineaterNo ratings yet
- Practice Paper 1 GR 9Document3 pagesPractice Paper 1 GR 9haran2000No ratings yet
- PWHT On Tube To Tubesheet Welds - ASME (Mechanical) Code Issues - Eng-TipsDocument2 pagesPWHT On Tube To Tubesheet Welds - ASME (Mechanical) Code Issues - Eng-Tipsharan2000No ratings yet
- BPHE Process Gas Waste Heat Boilers With Thin Flexible Tubesheet Design E BORSIGDocument12 pagesBPHE Process Gas Waste Heat Boilers With Thin Flexible Tubesheet Design E BORSIGharan2000No ratings yet
- Expansion of Tube To Tubesheet Joint - Google GroupsDocument1 pageExpansion of Tube To Tubesheet Joint - Google Groupsharan2000No ratings yet
- Benchtop Universal Testing MachineDocument8 pagesBenchtop Universal Testing Machineharan2000No ratings yet
- Seamless Pipe, Tube and FittingsDocument2 pagesSeamless Pipe, Tube and Fittingsharan2000No ratings yet
- A. Crude Distillation Unit: To Convert The Heavy Intermediate Refinery Streams Into Lighter StreamsDocument4 pagesA. Crude Distillation Unit: To Convert The Heavy Intermediate Refinery Streams Into Lighter Streamsharan2000No ratings yet
- General Description: Coupling: Brown, Blue Pipe Body: Brown, BlueDocument5 pagesGeneral Description: Coupling: Brown, Blue Pipe Body: Brown, Blueharan2000No ratings yet
- Induction Heating Work CoilsDocument4 pagesInduction Heating Work Coilsharan2000No ratings yet
- Alloy 52MDocument11 pagesAlloy 52Mharan2000No ratings yet
- Powerful TIG Welding System for Automated ApplicationsDocument2 pagesPowerful TIG Welding System for Automated Applicationsharan2000No ratings yet
- Sumitomo Steel Tubes Guide for Oil & GasDocument36 pagesSumitomo Steel Tubes Guide for Oil & Gasharan2000No ratings yet
- Kuroki CRA Line Pipe PDFDocument8 pagesKuroki CRA Line Pipe PDFharan2000No ratings yet
- CladdingDocument5 pagesCladdingharan2000No ratings yet
- Bonney Forge BrochureDocument22 pagesBonney Forge BrochureAnonymous dvrhf5No ratings yet
- Al6XN AlloyDocument10 pagesAl6XN AlloyTommaso Di GiamberardinoNo ratings yet
- PittingDocument5 pagesPittingharan2000No ratings yet
- CD Ef G Hi Ji Klmno Lppli: F G 382 G7 " LDocument2 pagesCD Ef G Hi Ji Klmno Lppli: F G 382 G7 " Lharan2000No ratings yet
- Mesh Size EquivalentsDocument2 pagesMesh Size EquivalentsFrancisco Chavez ContrerasNo ratings yet
- JCQusa Alloy 825 PDFDocument6 pagesJCQusa Alloy 825 PDFharan2000No ratings yet
- General Description: Coupling: Red, Blue Pipe Body: Red, BlueDocument5 pagesGeneral Description: Coupling: Red, Blue Pipe Body: Red, Blueharan2000No ratings yet
- PV Brochure PDFDocument40 pagesPV Brochure PDFharan2000No ratings yet
- 8 SMST-Tubes Urea Plants Brochure 2009Document12 pages8 SMST-Tubes Urea Plants Brochure 2009Lee Hui YiNo ratings yet
- INCO-WELD 686CPT With Super Duplex PDFDocument10 pagesINCO-WELD 686CPT With Super Duplex PDFewillia13No ratings yet
- Method of Grain RefiningDocument6 pagesMethod of Grain Refiningharan2000No ratings yet
- Coatings and Overlays For Critical Valve ApplicationsDocument12 pagesCoatings and Overlays For Critical Valve Applicationsnavar001No ratings yet
- 3.types of Fluids - Properties of Fluids and SelectionDocument3 pages3.types of Fluids - Properties of Fluids and SelectionAnya CooperNo ratings yet
- 03Document34 pages03Gagan JainNo ratings yet
- Air Valves For Offshore and Seawater ApplicationsDocument4 pagesAir Valves For Offshore and Seawater ApplicationsSergio MuñozNo ratings yet
- Experiment 5 - Adsorption Isotherm CalculationsDocument5 pagesExperiment 5 - Adsorption Isotherm CalculationsMariana Pegrucci33% (3)
- Ageing of Zinc Alloys: January 2011Document23 pagesAgeing of Zinc Alloys: January 2011Alicia Jara ChavezNo ratings yet
- Residual Stress Analysis of Pipeline Girth Weld JointsDocument289 pagesResidual Stress Analysis of Pipeline Girth Weld JointsGabriel Vazquez Vega100% (1)
- Extinguishing BasicDocument133 pagesExtinguishing BasicmostafaabdelrazikNo ratings yet
- Ch10 OriginElementsDocument4 pagesCh10 OriginElementsPrichindel MorocanosNo ratings yet
- Handbook: Please Note Newer Operating Instructions!Document27 pagesHandbook: Please Note Newer Operating Instructions!Eslam MouhamedNo ratings yet
- Analysis of Stir Die Cast Al-SiC Composite Brake Drums Based On Coefficient of FrictionDocument6 pagesAnalysis of Stir Die Cast Al-SiC Composite Brake Drums Based On Coefficient of FrictionAnonymous PufNjgNo ratings yet
- Azeotropic and Extractive DistillationDocument9 pagesAzeotropic and Extractive DistillationShahzaib IqbalNo ratings yet
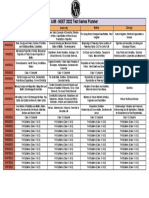
- AIM - NEET 2022 Test Series PlannerDocument1 pageAIM - NEET 2022 Test Series Planner6 months AgoNo ratings yet
- General Hooke's LawDocument5 pagesGeneral Hooke's LawKirito KazutoNo ratings yet
- IAL Physics WPH15-01 January 2021 Question PapersDocument32 pagesIAL Physics WPH15-01 January 2021 Question PapersSnip x Hunt manNo ratings yet
- 8.method Pressure-Temperature RatingsDocument2 pages8.method Pressure-Temperature RatingsEDISON JAIRO DAVID GOMEZNo ratings yet
- Refsys PDFDocument2 pagesRefsys PDFtae walaNo ratings yet
- The Physics of Roller CoasterDocument4 pagesThe Physics of Roller CoasterPotentflowconsultNo ratings yet
- LeaP-Science-G4-Weeks 5-6-Q3Document4 pagesLeaP-Science-G4-Weeks 5-6-Q3Diana Marie Vidallon AmanNo ratings yet
- TDS Therminol VP-1Document2 pagesTDS Therminol VP-1Rajiv technoquestNo ratings yet
- Prelim Lesson 1.4 The Three Main Branches of BallisticsDocument6 pagesPrelim Lesson 1.4 The Three Main Branches of BallisticsTIPAY, EMELIE L.100% (1)
- Quikport - ResultsDocument34 pagesQuikport - Resultsjohnsmith1980No ratings yet
- Experimental Research of Beams With Corrugated Web: Vladimir Zubkov, Alexey LukinDocument6 pagesExperimental Research of Beams With Corrugated Web: Vladimir Zubkov, Alexey LukinTamir EnkhNo ratings yet
- Case Study On The Optimum Cold Forging PDocument72 pagesCase Study On The Optimum Cold Forging PSa RaNo ratings yet
- PDFDocument2 pagesPDFbhavesh patelNo ratings yet
- Assignment 1 ENG 173 METAL FORMING First 2023 2024Document2 pagesAssignment 1 ENG 173 METAL FORMING First 2023 2024toursena44No ratings yet
- Pile Bearing Capacily (Beta Method) (By Mujab)Document19 pagesPile Bearing Capacily (Beta Method) (By Mujab)Mujab Abd ElganiNo ratings yet
- Quality Control Checklist: Structural Steel Painting - Localized ChecklistDocument4 pagesQuality Control Checklist: Structural Steel Painting - Localized ChecklistDilhara WickramaarachchiNo ratings yet