You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Boilers, Evaporators, and CondensersDocument852 pagesBoilers, Evaporators, and CondensersJosé Carlos Chan Arias86% (7)
- Ertesvag - Turbulent Flow and CombustionDocument298 pagesErtesvag - Turbulent Flow and CombustionNgew HongNo ratings yet
- EAT LOW Asics: Heat Flows From Hot To ColdDocument14 pagesEAT LOW Asics: Heat Flows From Hot To ColdchandirandelhiNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Saudi Arabia Projects 2013Document1 pageSaudi Arabia Projects 2013chandirandelhi100% (1)
- Ventilation Air Supply and ExhaustDocument30 pagesVentilation Air Supply and ExhaustGina Mae Jalea100% (1)
- 1806 Understanding Food Grade Compressed AirDocument8 pages1806 Understanding Food Grade Compressed AirNdukwe OnwuchekwaNo ratings yet
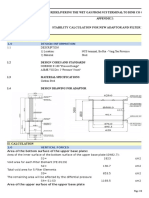
- SW COLD PUMP CALCULATION (Rev.0)Document25 pagesSW COLD PUMP CALCULATION (Rev.0)Ardian20No ratings yet
- Calculation SpreadSheetDocument8 pagesCalculation SpreadSheetSally LuciaNo ratings yet
- (UOP) Fabrication of PipingDocument5 pages(UOP) Fabrication of Pipingchandirandelhi100% (1)
- Overview of Refractory MaterialsDocument54 pagesOverview of Refractory MaterialsHenrique Alvr100% (5)
- Pressure Drop CalculationDocument8 pagesPressure Drop Calculationmazumdar_satyajitNo ratings yet
- Conversion TablesDocument4 pagesConversion TableschandirandelhiNo ratings yet
- Princeton Petroleum RefiningDocument30 pagesPrinceton Petroleum RefiningDaniel RedondoNo ratings yet
- Triset 90Document1 pageTriset 90chandirandelhiNo ratings yet
- 9-EAFTechnical PaperV1Document15 pages9-EAFTechnical PaperV1chandirandelhiNo ratings yet
- AGC PlibricoDocument11 pagesAGC Plibricochandirandelhi100% (2)
- H-W Insulating MonolithsDocument3 pagesH-W Insulating Monolithschandirandelhi100% (1)
- AP GreenDocument3 pagesAP GreenchandirandelhiNo ratings yet
- Final Final Expt 3 - Part 1Document6 pagesFinal Final Expt 3 - Part 1Florecita CabañogNo ratings yet
- Week 2 & 3 Engineering Properties of RocksDocument25 pagesWeek 2 & 3 Engineering Properties of RocksRashid AhmedovNo ratings yet
- KCH Wet ScrubbersDocument1 pageKCH Wet ScrubbersherikNo ratings yet
- Data Waktu Cleaning CDUDocument3 pagesData Waktu Cleaning CDUmayaNo ratings yet
- RE305ResidenceTimeDistribution Manual FinalDocument7 pagesRE305ResidenceTimeDistribution Manual FinalKhushal KumawatNo ratings yet
- Whisperflo Vent Diffuser: Bulletin 80.3:6014Document4 pagesWhisperflo Vent Diffuser: Bulletin 80.3:6014Datt NguyenNo ratings yet
- 2.a11k PMSDocument5 pages2.a11k PMSS.selvakumarNo ratings yet
- Alberta Private Sewage System 2009Document392 pagesAlberta Private Sewage System 2009stephNo ratings yet
- Natural GasDocument13 pagesNatural GasAdhan AkbarNo ratings yet
- Bioreactor Wastewater TreatmentDocument17 pagesBioreactor Wastewater TreatmentSadhana loharNo ratings yet
- Válvula 4 VíasDocument5 pagesVálvula 4 VíasLuis Marco Mora PobleteNo ratings yet
- En Avt 185 09Document24 pagesEn Avt 185 09asp9924No ratings yet
- Truls Gundersen March 18 PDFDocument30 pagesTruls Gundersen March 18 PDFvazzoleralex6884No ratings yet
- VUD Vacuum DehydratorsDocument7 pagesVUD Vacuum DehydratorsZaqueu Santos OliveiraNo ratings yet
- Chillers PPT in Doe WorkshopDocument40 pagesChillers PPT in Doe WorkshopchummafileNo ratings yet
- Inspection Certificate Leser CGA (EN)Document2 pagesInspection Certificate Leser CGA (EN)Shoaib NazirNo ratings yet
- 53207-mt - Industrial TribologyDocument2 pages53207-mt - Industrial TribologySRINIVASA RAO GANTANo ratings yet
- Trickling Filter and Trickling Filter-Suspended GRDocument19 pagesTrickling Filter and Trickling Filter-Suspended GRAldemir AvendañoNo ratings yet
- Wrk-P-Phi-002-0 Process Operating and Control Philosophy Loading Unloading Product (Print A4)Document28 pagesWrk-P-Phi-002-0 Process Operating and Control Philosophy Loading Unloading Product (Print A4)mohhenryfirdaus01No ratings yet
- I - N F) - V (DVC) - Uvc + DMV - C: An Analysis of Hydrodispersive Transfer in AquifersDocument14 pagesI - N F) - V (DVC) - Uvc + DMV - C: An Analysis of Hydrodispersive Transfer in AquiferssulavdklNo ratings yet
- خلاصة الفاير فايتنجDocument17 pagesخلاصة الفاير فايتنجabd devNo ratings yet