You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Random Puzzle Questions PDF For Ibps RRB Clerk Prelims ExamDocument22 pagesRandom Puzzle Questions PDF For Ibps RRB Clerk Prelims ExamApyrvaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Gram Negative RodsDocument23 pagesGram Negative RodsYasir KareemNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Maximus Price ResumeDocument2 pagesMaximus Price Resumeapi-491233681No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
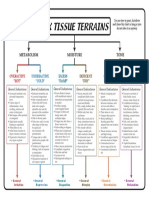
- 6 Tissue Terrains ColorDocument1 page6 Tissue Terrains Colorஆ.க.கோ. இராஜேஷ்வரக் கோன்No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Is Your: WritingDocument84 pagesIs Your: WritingVito a sapada Arung wetteNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Teachnology RubricsDocument2 pagesTeachnology RubricsGenevieve MainitNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Consulting Whitepaper Next Generation Application Portfolio Rationalization 09 2011Document19 pagesConsulting Whitepaper Next Generation Application Portfolio Rationalization 09 2011sardar810% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Desert RoseDocument2 pagesDesert RoseGADAANKITNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- State of Michigan Court of AppealsDocument5 pagesState of Michigan Court of AppealsWXYZ-TV Channel 7 DetroitNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- ARUBA 303 SERIES DatasheetDocument7 pagesARUBA 303 SERIES DatasheethendraNo ratings yet
- Crossed Roller DesignGuideDocument17 pagesCrossed Roller DesignGuidenaruto256No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Jun 2003 - Qns Mod BDocument13 pagesJun 2003 - Qns Mod BHubbak KhanNo ratings yet
- IJSCR 109192 Session ReportDocument11 pagesIJSCR 109192 Session ReportFarhan ShahzadNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Tunnel Format 1 - MergedDocument9 pagesTunnel Format 1 - MergedLovely SinghNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Plan B ModuleDocument220 pagesPlan B ModuledamarwtunggadewiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Background of The StudyDocument18 pagesBackground of The StudyCely Marie VillarazaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Expressions - House & Home Idioms in EnglishDocument3 pagesExpressions - House & Home Idioms in EnglishKathy SolisNo ratings yet
- 2 Obstacle Avoiding Robot PDFDocument7 pages2 Obstacle Avoiding Robot PDFRaj AryanNo ratings yet
- Pathorchur Coleus Aromaticus A Review of The MedicDocument9 pagesPathorchur Coleus Aromaticus A Review of The MedicDung NguyenNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Family Reunion Planning Meeting AgendaDocument3 pagesFamily Reunion Planning Meeting AgendaTika Wirdjo67% (3)
- BañadosHenneaux-1993-Geometry of The 2+1 Black HoleDocument52 pagesBañadosHenneaux-1993-Geometry of The 2+1 Black HoleGuido FranchettiNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Larranaga V CADocument15 pagesLarranaga V CAKhay AnnNo ratings yet
- Protection of Information Systems: © The Institute of Chartered Accountants of IndiaDocument28 pagesProtection of Information Systems: © The Institute of Chartered Accountants of Indiajonnajon92-1No ratings yet
- Spectra of ComplexesDocument41 pagesSpectra of ComplexesSheena GagarinNo ratings yet
- Case Study Research DesignDocument12 pagesCase Study Research DesignOrsua Janine AprilNo ratings yet
- O Rei Esta Voltando (Mara Lima) - Score and PartsDocument41 pagesO Rei Esta Voltando (Mara Lima) - Score and PartsSidionir FalcheteNo ratings yet
- Pts B.inggris Kelas 3Document3 pagesPts B.inggris Kelas 3Azizah ArifahNo ratings yet
- CPDDocument9 pagesCPDMeigy NitalessyNo ratings yet
- Instruction Guide: Playing VolleyballDocument5 pagesInstruction Guide: Playing Volleyballapi-606741192No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)