You might also like
- Material Flow Control in Remanufacturing Systems WDocument26 pagesMaterial Flow Control in Remanufacturing Systems Whajahora3No ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- LCC and OEEDocument4 pagesLCC and OEESAURAV KUMARNo ratings yet
- Bottleneck Management Strategies in Semiconductor Wafer Fabrication FacilitiesDocument6 pagesBottleneck Management Strategies in Semiconductor Wafer Fabrication FacilitiesWaliAzanNo ratings yet
- Articulo Ingles Mantenimiento IndustrialDocument14 pagesArticulo Ingles Mantenimiento Industrialstephanie veraNo ratings yet
- Journal of Manufacturing Systems: Taho Yang, Yiyo Kuo, Chao-Ton Su, Chia-Lin HouDocument8 pagesJournal of Manufacturing Systems: Taho Yang, Yiyo Kuo, Chao-Ton Su, Chia-Lin HoujanellaNo ratings yet
- Model equipment availability and reduce costsDocument10 pagesModel equipment availability and reduce costsrlopezlealNo ratings yet
- Examining The Processes of RCM and TPMDocument15 pagesExamining The Processes of RCM and TPMadityanarang147No ratings yet
- Ada 347357sadDocument10 pagesAda 347357sadSyahrial RamadhanNo ratings yet
- Applsci 12 00854 v2Document14 pagesApplsci 12 00854 v2AdolfNo ratings yet
- Prototyping Strategies For The Agile Development of Additive Manufactured Products: A Case Study From The COVID-19 PandemicDocument8 pagesPrototyping Strategies For The Agile Development of Additive Manufactured Products: A Case Study From The COVID-19 Pandemicmahmoud sameerNo ratings yet
- 7 - 2022 - SMED - Iris - Roberto - Ricardo - Amauri - Gustavo - 21.01.22Document20 pages7 - 2022 - SMED - Iris - Roberto - Ricardo - Amauri - Gustavo - 21.01.22Brian VellanedaNo ratings yet
- Operations Status and Bottleneck Analysis and Improvement of A Batch Process Manufacturing Line Using Discrete Event SimulationDocument12 pagesOperations Status and Bottleneck Analysis and Improvement of A Batch Process Manufacturing Line Using Discrete Event SimulationkinfegetaNo ratings yet
- Condition-Based Maintenance: Model vs. Statistics A Performance ComparisonDocument7 pagesCondition-Based Maintenance: Model vs. Statistics A Performance ComparisonLourds Egúsquiza EscuderoNo ratings yet
- Correspondence Equipment Reliability Process Improvement and Preventive Maintenance OptimizationDocument11 pagesCorrespondence Equipment Reliability Process Improvement and Preventive Maintenance OptimizationAmar SaadiNo ratings yet
- Journal of Manufacturing Systems: Jun-Ho Lee, Cong Zhao, Jingshan Li, Chrissoleon T. PapadopoulosDocument13 pagesJournal of Manufacturing Systems: Jun-Ho Lee, Cong Zhao, Jingshan Li, Chrissoleon T. PapadopoulosDanny AucancelaNo ratings yet
- Cost-Effective Simulation Optimizes Mining Equipment InspectionDocument40 pagesCost-Effective Simulation Optimizes Mining Equipment InspectionSimon van BentenNo ratings yet
- Potentials of Factory Standards in Production Ramp-UpsDocument6 pagesPotentials of Factory Standards in Production Ramp-UpsJavier R- Colina M.No ratings yet
- Lead Time Reduction Through Lean Technique in An Engine Assembly LineDocument7 pagesLead Time Reduction Through Lean Technique in An Engine Assembly LineVarun KumarNo ratings yet
- Seifermann Etal (2014) Evaluation of Work Measurement Concepts For A Cellular Manufacturing Reference LineDocument6 pagesSeifermann Etal (2014) Evaluation of Work Measurement Concepts For A Cellular Manufacturing Reference LinecamilocortemNo ratings yet
- Linear Quadratic Predictive Fault-Tolerant Control For Multi-Phase Batch ProcessesDocument12 pagesLinear Quadratic Predictive Fault-Tolerant Control For Multi-Phase Batch ProcessesnhatvpNo ratings yet
- CFD Applications in Process Industry DesignDocument10 pagesCFD Applications in Process Industry DesigndkrnambiarNo ratings yet
- دراسة 2Document5 pagesدراسة 2SALIM HUSAYN AMBEEYAH ALOUKILINo ratings yet
- Real Time Corrosion Prediction in The Refining Industry - Impact On Asset Integrity and Corrosion ManagementDocument14 pagesReal Time Corrosion Prediction in The Refining Industry - Impact On Asset Integrity and Corrosion ManagementHieu Phan TrongNo ratings yet
- Reliability-Centered Maintenance Planning Based On Computer-Aided FMEADocument7 pagesReliability-Centered Maintenance Planning Based On Computer-Aided FMEAAhmed El-FayoomiNo ratings yet
- Application of The Theory of Constraints For Continuous Improvement of A Production Process-Case StudyDocument5 pagesApplication of The Theory of Constraints For Continuous Improvement of A Production Process-Case StudyNurlanNo ratings yet
- Process OptimizationDocument17 pagesProcess OptimizationshyamkohliNo ratings yet
- Operations Research Perspectives: Avi HerbonDocument15 pagesOperations Research Perspectives: Avi HerbonLy Ann LoregaNo ratings yet
- The Practical Problems of Assembly Line BalancingDocument2 pagesThe Practical Problems of Assembly Line BalancingMartin PedrozaNo ratings yet
- Design and Construction of A Test Bench For Study of Vibration Analysis Techniques Applied To Predictive MaintenanceDocument8 pagesDesign and Construction of A Test Bench For Study of Vibration Analysis Techniques Applied To Predictive MaintenanceIvan SilvaNo ratings yet
- A Key Performance Indicator System of Process Control As A Basis For Relocation PlanningDocument8 pagesA Key Performance Indicator System of Process Control As A Basis For Relocation PlanningAbd ZouhierNo ratings yet
- Shutdown Scheduling: A Practical Approach To Handle Shutdowns at RefineriesDocument63 pagesShutdown Scheduling: A Practical Approach To Handle Shutdowns at RefineriesAymenNo ratings yet
- 253-260, Tesma0801,IJEASTDocument8 pages253-260, Tesma0801,IJEASTsamuel.getanen2752No ratings yet
- CDR-1967 Determining Measured Mile T Zhao 2015 AACEDocument17 pagesCDR-1967 Determining Measured Mile T Zhao 2015 AACEharrydrivesucrazyNo ratings yet
- Proactive Maintenance Schedule Imperfect Repairs Wu2019Document12 pagesProactive Maintenance Schedule Imperfect Repairs Wu2019Nurazizul HishamNo ratings yet
- Shutdown Scheduling: A Practical Approach To Handle Shutdowns at RefineriesDocument66 pagesShutdown Scheduling: A Practical Approach To Handle Shutdowns at RefineriesLuttpiNo ratings yet
- Jaureguibecker 2015Document4 pagesJaureguibecker 2015Murat AquaNo ratings yet
- 4.1 Retroactive RCM ApproachesDocument3 pages4.1 Retroactive RCM ApproachescontourmxNo ratings yet
- Process Technology in The Petroleum Refining Industry Current Situation and Future TrendsDocument3 pagesProcess Technology in The Petroleum Refining Industry Current Situation and Future TrendsBahar MeschiNo ratings yet
- 1 s2.0 S2351978917305504 MainDocument8 pages1 s2.0 S2351978917305504 MainLuis Fernando Ramírez BotinaNo ratings yet
- Overall Equipment Effectiveness (OEE) Analysis and Improvement in A Spinning Unit - Subha Shree M - 2022-InternationalDocument17 pagesOverall Equipment Effectiveness (OEE) Analysis and Improvement in A Spinning Unit - Subha Shree M - 2022-InternationalMaulana CostNo ratings yet
- RCM and FMECA Analysis for Maintenance Policy Optimization in Automotive IndustryDocument11 pagesRCM and FMECA Analysis for Maintenance Policy Optimization in Automotive IndustrycuongNo ratings yet
- Comparative Study of Two Scheduling Approaches To Resolve Scheduling Problem For A Wire and Cable Manufacturing ProcessDocument10 pagesComparative Study of Two Scheduling Approaches To Resolve Scheduling Problem For A Wire and Cable Manufacturing ProcesslsjayakumarNo ratings yet
- A Survey of Methods and Tools Used For Reliability Evaluation of SscsDocument4 pagesA Survey of Methods and Tools Used For Reliability Evaluation of SscsStefanos DiamantisNo ratings yet
- Agent-Based Modeling: Methods and Techniques For Scheduling Industrial Machine OperationDocument10 pagesAgent-Based Modeling: Methods and Techniques For Scheduling Industrial Machine OperationEditor IJTSRDNo ratings yet
- Scheduling Proportionate Flow Shops With Preventive Machine MaintenanceDocument10 pagesScheduling Proportionate Flow Shops With Preventive Machine MaintenanceM Luthfi Al MudzakiNo ratings yet
- 1 s2.0 S2212827118312344 MainDocument6 pages1 s2.0 S2212827118312344 MainRajeevNo ratings yet
- Condition Based Maintenance in Manufacturing Industries: Introducing Current Industrial Practice and ChallengesDocument8 pagesCondition Based Maintenance in Manufacturing Industries: Introducing Current Industrial Practice and Challengesbaguspermana7No ratings yet
- RCM Alan PrideDocument16 pagesRCM Alan PrideambuenaflorNo ratings yet
- A Novel Multi-Objective Particle Swarm Optimization Algorithm For No-Wait Flow Shop Scheduling ProblemsDocument21 pagesA Novel Multi-Objective Particle Swarm Optimization Algorithm For No-Wait Flow Shop Scheduling ProblemsSakthiPriyaNo ratings yet
- Inventory Levels On Throughput: The Effect of Work-In-Process and Lead TimesDocument6 pagesInventory Levels On Throughput: The Effect of Work-In-Process and Lead TimesTino VelazquezNo ratings yet
- Real-Time Control of Maintenance On Deteriorating Manufacturing SystemDocument6 pagesReal-Time Control of Maintenance On Deteriorating Manufacturing SystemPrince SharmaNo ratings yet
- Optimização TulipasDocument13 pagesOptimização TulipasTratorbras ZanattaNo ratings yet
- Affiliated To APJ Abdul Kalam Technological UniversityDocument19 pagesAffiliated To APJ Abdul Kalam Technological UniversitySHANASHIRIN CNo ratings yet
- PMMH PresentationDocument13 pagesPMMH PresentationVishal NarwalNo ratings yet
- ART 27 Applying The SMED Methodology To TireDocument12 pagesART 27 Applying The SMED Methodology To TireBrenda Cecilia Bozzeta GarcíaNo ratings yet
- Basics of Failures and Troubleshooting Techniques LectureDocument34 pagesBasics of Failures and Troubleshooting Techniques LectureAmer Abd EL-hkimNo ratings yet
- Reliability Centered MaintenanceDocument15 pagesReliability Centered MaintenanceEdmund YoongNo ratings yet
- A Review of Assembly Line Changes For Lean Manufacturing: Awasare Anant Dattatray, M.V.KavadeDocument5 pagesA Review of Assembly Line Changes For Lean Manufacturing: Awasare Anant Dattatray, M.V.KavadeAeyrul KhairulNo ratings yet
- Tender Notice General 2022Document8 pagesTender Notice General 2022Agustino WaitihacheNo ratings yet
- Development of A Postprocessor For A Multi-Axis CNC Milling CenteDocument58 pagesDevelopment of A Postprocessor For A Multi-Axis CNC Milling CenteAnonymous PJP78mSxNo ratings yet
- Container Ports: An Engine of Growth: Sectoral ReportDocument28 pagesContainer Ports: An Engine of Growth: Sectoral ReportpriyankchhabraNo ratings yet
- ABC Risk ClassificationDocument1 pageABC Risk ClassificationdocsenNo ratings yet
- Calibu Diesel-Electric Power PlantDocument8 pagesCalibu Diesel-Electric Power PlantCharm100% (2)
- Cignal Proinsight TemplateDocument20 pagesCignal Proinsight TemplateCymon DazNo ratings yet
- Zenith Favorable Quotation of 150TPH Mobile Crushing LineDocument12 pagesZenith Favorable Quotation of 150TPH Mobile Crushing LinesherwinNo ratings yet
- Precision 02Document147 pagesPrecision 02dogusNo ratings yet
- ISO11666Document26 pagesISO11666hjynand100% (7)
- Study of Breakwaters Constructed With One Layer of Armor Stone PDFDocument58 pagesStudy of Breakwaters Constructed With One Layer of Armor Stone PDFdndudcNo ratings yet
- Meanwell Din Rail Ac To DC ConverterDocument24 pagesMeanwell Din Rail Ac To DC ConverterMd MansoorNo ratings yet
- AGM User Experience Virtualization (UE-V) 1.0 PDFDocument64 pagesAGM User Experience Virtualization (UE-V) 1.0 PDFnando_baqueiroNo ratings yet
- Blasting and Painting ProcedureDocument3 pagesBlasting and Painting Proceduredownload dokumenNo ratings yet
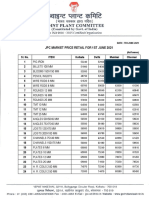
- JPC Market Price Retail For 1St June 2021Document2 pagesJPC Market Price Retail For 1St June 2021Rohit Malasi 7ANo ratings yet
- Astm e 774Document4 pagesAstm e 774Zahoor Ahmed MohsanNo ratings yet
- Manual F100 PBM 650-15Document524 pagesManual F100 PBM 650-15Brayan Villalba100% (1)
- Solutions For Smart IOTDocument13 pagesSolutions For Smart IOTBayu PraharsenaNo ratings yet
- Performance Evaluation of Bangladeshi Apparel andDocument9 pagesPerformance Evaluation of Bangladeshi Apparel andSejal GoyalNo ratings yet
- Rehabilitation Concepts for Urban Brick-Lined TunnelsDocument10 pagesRehabilitation Concepts for Urban Brick-Lined TunnelssamNo ratings yet
- F-2200 Flow Meter Manual - 12-08Document22 pagesF-2200 Flow Meter Manual - 12-08Luis DerasNo ratings yet
- Ayala Avenue, dubbed as the Wall Street of the PhilippinesDocument15 pagesAyala Avenue, dubbed as the Wall Street of the PhilippinesRhod Bernaldez EstaNo ratings yet
- Failure Mode and Effect AnalysisDocument25 pagesFailure Mode and Effect AnalysislokelooksNo ratings yet
- OK Vertical Roller MillDocument8 pagesOK Vertical Roller MillHiresomannavar Mahantesh100% (2)
- Gaggia - Accademia Service ManualDocument63 pagesGaggia - Accademia Service ManualjosedgeoNo ratings yet
- Improving Infrastructure Worldwide: IabseDocument9 pagesImproving Infrastructure Worldwide: Iabsew1000000No ratings yet
- Illicom Coy ProfileDocument21 pagesIllicom Coy ProfileAbiodun RichardNo ratings yet
- Agile DumpsDocument9 pagesAgile DumpsPreethi Kandasamy0% (1)
- Tower Crane DiscussionsDocument18 pagesTower Crane DiscussionsGelbert SilotNo ratings yet
- List Certificates of Werder QualificationDocument2 pagesList Certificates of Werder QualificationMuhammad FajarNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressFrom EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressRating: 5 out of 5 stars5/5 (1)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)From EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Rating: 4.5 out of 5 stars4.5/5 (5)
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.From EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No ratings yet
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsFrom EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsRating: 4.5 out of 5 stars4.5/5 (10)